Download as docx, pdf, or txt
You might also like
- Business and Society Stakeholders Ethics Public Policy 17Th Edition Anne Lawrence Full ChapterDocument67 pagesBusiness and Society Stakeholders Ethics Public Policy 17Th Edition Anne Lawrence Full Chaptermichael.lynch15578% (9)
- Coil WindingDocument17 pagesCoil WindingSourav Das0% (1)
- Excersises For Essentials and Engineering of MaterialsDocument5 pagesExcersises For Essentials and Engineering of MaterialsBraulio BolañosNo ratings yet
- Abrasion Resistance Conveyor BeltsDocument8 pagesAbrasion Resistance Conveyor Beltseduardo_chabanNo ratings yet
- Gridtech 2009 PDFDocument8 pagesGridtech 2009 PDFAnonymous rAFSAGDAEJNo ratings yet
- 13.standard For Conveyor Belt CoversDocument13 pages13.standard For Conveyor Belt CoversSholhan Aziz100% (1)
- M.F Hot Drape FormingbDocument28 pagesM.F Hot Drape FormingbKassahun FerdaNo ratings yet
- Research Paper On Powder MetallurgyDocument4 pagesResearch Paper On Powder Metallurgyafeawldza100% (1)
- Pultrusion - : High Productivity Now, Getting Even BetterDocument12 pagesPultrusion - : High Productivity Now, Getting Even BetterBruno PaulinoNo ratings yet
- Matrix MaterialDocument51 pagesMatrix MaterialA-13-M Ibrahim OMARNo ratings yet
- AM ManufacturingDocument78 pagesAM ManufacturingAarizMalikNo ratings yet
- Conveyor Belt Cover StandardDocument12 pagesConveyor Belt Cover StandardSholhan AzizNo ratings yet
- Questions For Polymer DesignDocument8 pagesQuestions For Polymer Designvinodhkumar MNo ratings yet
- Tech Sheet: Root Causes and Guidelines To Promote Optimized Fastener PerformanceDocument9 pagesTech Sheet: Root Causes and Guidelines To Promote Optimized Fastener PerformanceFarzadNo ratings yet
- SEMINAR On Laminated CompositesDocument15 pagesSEMINAR On Laminated CompositesPraveengouda PatilNo ratings yet
- Background: The Duct Tape BookDocument5 pagesBackground: The Duct Tape BookCloudine IzonNo ratings yet
- Ch. 3Document15 pagesCh. 3mhmdramdan.208200No ratings yet
- Selection of MaterialsDocument11 pagesSelection of MaterialsArif Istiaque FarhanNo ratings yet
- Present B Ing TA AyuDocument1 pagePresent B Ing TA Ayuayu rossaNo ratings yet
- The Challenge of Thickness Variation in Plating and AnodizingDocument7 pagesThe Challenge of Thickness Variation in Plating and AnodizingFaustino VillalonNo ratings yet
- Study Material 7 - DrawingDocument7 pagesStudy Material 7 - DrawingAvik DasNo ratings yet
- What Are The Advantages of The Composite MaterialsDocument2 pagesWhat Are The Advantages of The Composite MaterialsAnish KumarNo ratings yet
- Case Study ON Manufacturing of Composite Using Ooa TechniqueDocument7 pagesCase Study ON Manufacturing of Composite Using Ooa TechniqueAjay DhimanNo ratings yet
- Filament Yarn Sizing PDFDocument3 pagesFilament Yarn Sizing PDFamar9247No ratings yet
- The Effect of Fiber Addition On Low Cement CastablesDocument4 pagesThe Effect of Fiber Addition On Low Cement CastablesAndrian Hadiana100% (1)
- GalvanizedSheet SelectingtheProperCoatingMassDocument12 pagesGalvanizedSheet SelectingtheProperCoatingMassSontosh BhattacharjeeNo ratings yet
- Design For Plastics Unit 7Document10 pagesDesign For Plastics Unit 7Harinath GowdNo ratings yet
- 1Document9 pages1bardock277No ratings yet
- Notes Class 1Document9 pagesNotes Class 1Mahir MahmoodNo ratings yet
- Wear On HOT RoLLING Mill RollsDocument15 pagesWear On HOT RoLLING Mill RollssourajpatelNo ratings yet
- Seminar On Composite MaterialsDocument27 pagesSeminar On Composite MaterialsNikhilesh Kadukar100% (3)
- Delamination of Sandwich CompositesDocument25 pagesDelamination of Sandwich CompositesK@l¡to$No ratings yet
- Case Study ON Manufacturing of Composite Using Ooa TechniqueDocument8 pagesCase Study ON Manufacturing of Composite Using Ooa TechniqueAjay DhimanNo ratings yet
- Easa Mod 6Document10 pagesEasa Mod 6Abdullah JwifallNo ratings yet
- Composite Materials: 1.2 Characteristics of A Composite MaterialDocument5 pagesComposite Materials: 1.2 Characteristics of A Composite Materialashok pradhanNo ratings yet
- Ch-27.9 Elastomer, Cearmic & CompositeDocument55 pagesCh-27.9 Elastomer, Cearmic & CompositeJyotilal SahuNo ratings yet
- 2-Final Project ReportDocument134 pages2-Final Project ReportAbhimanyu RanaNo ratings yet
- Composite MaterialsDocument41 pagesComposite Materialskeval patelNo ratings yet
- Non Metallic Materials Used For Machine ElementsDocument25 pagesNon Metallic Materials Used For Machine ElementsRajanikantJadhav50% (4)
- CA02 ParchamentoJVMDocument6 pagesCA02 ParchamentoJVMJohnrey ParchamentoNo ratings yet
- Casting Defects .Document33 pagesCasting Defects .Mariam SherifNo ratings yet
- Fiber Spinning Gonzalez Shivokhin StringariDocument16 pagesFiber Spinning Gonzalez Shivokhin Stringariengenheirogus2859No ratings yet
- CompositeDocument4 pagesCompositeAshok PradhanNo ratings yet
- Exp 4Document11 pagesExp 4masuma lovelyNo ratings yet
- Care and Handling of Covered Rolls MaintenanceDocument31 pagesCare and Handling of Covered Rolls MaintenanceelchlinNo ratings yet
- Discussion TensileDocument2 pagesDiscussion TensileHarsha MadushanNo ratings yet
- MAM College of Engineering: Two Mark Questions and AnswersDocument31 pagesMAM College of Engineering: Two Mark Questions and Answersashok pradhanNo ratings yet
- Quality Aspects of Hydrogen Annealead Steel Strip - eDocument8 pagesQuality Aspects of Hydrogen Annealead Steel Strip - eHaluk Pulatsü100% (1)
- Chapter 9 PolymersDocument18 pagesChapter 9 Polymersgediontassew007No ratings yet
- Failure of SpringDocument9 pagesFailure of SpringLeandro MarchiNo ratings yet
- Belayab Cable Factory ReportDocument11 pagesBelayab Cable Factory ReportAlem Cinema100% (1)
- Current Issues in Coating Mass Control For Zinc-Coated SteelDocument14 pagesCurrent Issues in Coating Mass Control For Zinc-Coated SteelHerdisNo ratings yet
- Gasket Handbook A Technical GuideDocument172 pagesGasket Handbook A Technical Guideama100% (1)
- Cellular Ceramics: Structure, Manufacturing, Properties and ApplicationsFrom EverandCellular Ceramics: Structure, Manufacturing, Properties and ApplicationsNo ratings yet
- Self-healing Ceramic Matrix Composites: A MonographFrom EverandSelf-healing Ceramic Matrix Composites: A MonographNo ratings yet
- Cable Supported Bridges: Concept and DesignFrom EverandCable Supported Bridges: Concept and DesignRating: 5 out of 5 stars5/5 (1)
- Mechanical Properties and Performance of Engineering Ceramics and Composites VIIIFrom EverandMechanical Properties and Performance of Engineering Ceramics and Composites VIIIDileep SinghNo ratings yet
- SyllogismDocument25 pagesSyllogismSunil GahlotNo ratings yet
- Fluid Mechanics PDFDocument48 pagesFluid Mechanics PDFrakib hasanNo ratings yet
- Novilyn C. Pataray BSN - Ii Thalassemia Major: St. Paul College of Ilocos SurDocument1 pageNovilyn C. Pataray BSN - Ii Thalassemia Major: St. Paul College of Ilocos SurCharina Aubrey0% (1)
- LV SwitchboardDocument11 pagesLV SwitchboardleungyautatNo ratings yet
- Product Data: Order Tracking Analyzer - Type 2145Document8 pagesProduct Data: Order Tracking Analyzer - Type 2145jhon vargasNo ratings yet
- PPM Schedule Anmol Feeds PVT LTD - PanchlaDocument1 pagePPM Schedule Anmol Feeds PVT LTD - PanchlaSatyajit DasNo ratings yet
- Kezelesi Utmutato Q3 RF 2010 AngolDocument12 pagesKezelesi Utmutato Q3 RF 2010 AngolClaudiu AdamNo ratings yet
- Microcontroller Based Speech To Text Translation SystemDocument6 pagesMicrocontroller Based Speech To Text Translation SystemJay Prakash MandalNo ratings yet
- WoPhO 2012 Q9Document5 pagesWoPhO 2012 Q9Mohammed AlsawafiNo ratings yet
- Poisoning ToxicologyDocument2 pagesPoisoning ToxicologySelena MoonNo ratings yet
- Week 4 - Column Interaction DiagramDocument8 pagesWeek 4 - Column Interaction DiagramMAYHAY, ADRIAN PAULNo ratings yet
- FinalExamination OpticsDocument2 pagesFinalExamination OpticsMaha RaoufNo ratings yet
- RFIDDocument18 pagesRFIDKulavardan ThalapulaNo ratings yet
- Script For FNBDocument5 pagesScript For FNBRaven Grace D. De MesaNo ratings yet
- Straight DZR Brass Automatic Balancing Valve With Isolation Ball ValveDocument4 pagesStraight DZR Brass Automatic Balancing Valve With Isolation Ball ValveManuel Molina CamposNo ratings yet
- Cryolite JM File 2011Document5 pagesCryolite JM File 2011mutemuNo ratings yet
- Nabcep AppendixesDocument32 pagesNabcep AppendixeshockpinNo ratings yet
- PA2500Document10 pagesPA2500plaki_7No ratings yet
- Auto Immune Disease - Brett HawesDocument39 pagesAuto Immune Disease - Brett HawesMelissaNo ratings yet
- Scapula Setting AnaIsabel AlmeidaDocument1 pageScapula Setting AnaIsabel AlmeidaPeter ZachNo ratings yet
- Music Therapy When Death Is Imminent - A Phenomenological InquiryDocument32 pagesMusic Therapy When Death Is Imminent - A Phenomenological InquiryJuan Luis Köstner MartinoNo ratings yet
- Ingersoll Rand Ingersoll Rand Compressor 39880984 Interstage Pressure SwitchDocument1 pageIngersoll Rand Ingersoll Rand Compressor 39880984 Interstage Pressure Switchbara putranta fahdliNo ratings yet
- Chocolate From Cocoa - PPT 5.15Document21 pagesChocolate From Cocoa - PPT 5.15Sandhya ArulNo ratings yet
- Asus T12C (X51C) Motherboard Schematic DiagramDocument94 pagesAsus T12C (X51C) Motherboard Schematic DiagramYblis100% (1)
- XPR 300 Manual HyperthermDocument106 pagesXPR 300 Manual HyperthermDawitt BadilloNo ratings yet
- Endovac BrochureDocument8 pagesEndovac BrochureGeorge MK100% (1)
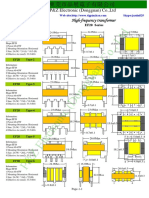
- P&Z Electronic (Dongguan) Co.,LtdDocument3 pagesP&Z Electronic (Dongguan) Co.,LtdTRMNo ratings yet
- Engineering Graphics NotesDocument115 pagesEngineering Graphics NotesThulasi Ram100% (1)
- The Prince of Evolution - Lee Alan DugatkinDocument68 pagesThe Prince of Evolution - Lee Alan DugatkinDjordje78No ratings yet