Download as pdf or txt
You might also like
- SAP MM Scheduling Agreement in SubcontractingDocument14 pagesSAP MM Scheduling Agreement in SubcontractingSandani Shaik100% (2)
- Productivity and Reliability-Based Maintenance Management, Second EditionFrom EverandProductivity and Reliability-Based Maintenance Management, Second EditionNo ratings yet
- Plant Maintenance: By:Arvind Kumar B.Tech 5Document16 pagesPlant Maintenance: By:Arvind Kumar B.Tech 5Arvind Kumar100% (2)
- Maintenance ConceptDocument4 pagesMaintenance Conceptsomjit saranaiNo ratings yet
- Maintenance Planning and Scheduling PPT 2Document9 pagesMaintenance Planning and Scheduling PPT 2Sunday Paul100% (1)
- Lecture 9 Corrective MaintenanceDocument15 pagesLecture 9 Corrective MaintenanceMinhaj UllahNo ratings yet
- Maintenance and Reliability Mock Test - Vskills Practice Tests PDFDocument26 pagesMaintenance and Reliability Mock Test - Vskills Practice Tests PDFVenkadeshwaran KuthalingamNo ratings yet
- RE-sample MCQ For XQPDocument11 pagesRE-sample MCQ For XQPVenkadeshwaran KuthalingamNo ratings yet
- Maintenance and Reliability Mock Test - Skills Practice TestsDocument18 pagesMaintenance and Reliability Mock Test - Skills Practice TestsVenkadeshwaran KuthalingamNo ratings yet
- Moore Medical - Need of Information (Erp, CRM, Bolt Ons)Document8 pagesMoore Medical - Need of Information (Erp, CRM, Bolt Ons)Deeksha SharmaNo ratings yet
- 2.maintenance EngineeringDocument26 pages2.maintenance EngineeringCharles OndiekiNo ratings yet
- Chp. 7: Plant Maintenance: Faculty of Chemical Engineering Universiti Teknologi MARADocument26 pagesChp. 7: Plant Maintenance: Faculty of Chemical Engineering Universiti Teknologi MARASolehah OmarNo ratings yet
- ME 2037 Maintenance Engineering Unit 2 FAQDocument9 pagesME 2037 Maintenance Engineering Unit 2 FAQVaradha YamunanNo ratings yet
- Introduction To Maintenance and Replacement Models: Chapter - 1Document38 pagesIntroduction To Maintenance and Replacement Models: Chapter - 1engineer engrNo ratings yet
- Maintenence BasicsDocument51 pagesMaintenence BasicsKarim Magdy100% (1)
- TECH101 MaintainabilityDocument39 pagesTECH101 MaintainabilityRanjith Kumar100% (1)
- Is 4002 Maintainability EngineeringDocument118 pagesIs 4002 Maintainability Engineeringraj KumarNo ratings yet
- M M Sanoop: Prepared ByDocument36 pagesM M Sanoop: Prepared Byvappichi00No ratings yet
- Chapter-3-1 Maintenance ManagementDocument36 pagesChapter-3-1 Maintenance ManagementneelakantamtatiNo ratings yet
- MG 443 Lesson 6 Maintenance StrategiesDocument27 pagesMG 443 Lesson 6 Maintenance StrategiesZegera Mgendi0% (1)
- Article - 9 Types of MaintenanceDocument14 pagesArticle - 9 Types of Maintenanceookyilwin3795No ratings yet
- Reliability Centred Maintenance (RCM)Document8 pagesReliability Centred Maintenance (RCM)Ashok Kumar ChahilNo ratings yet
- Maintenance Presentation1Document47 pagesMaintenance Presentation1prsiva2420034066100% (2)
- The Seven Questions of Reliability Centered Maintenance by Bill Keeter and Doug Plucknette, Allied ReliabilityDocument3 pagesThe Seven Questions of Reliability Centered Maintenance by Bill Keeter and Doug Plucknette, Allied ReliabilityambuenaflorNo ratings yet
- Maintenace Strategies: Priyanka MishraDocument19 pagesMaintenace Strategies: Priyanka Mishraapnrlpriyanka100% (2)
- Basic Mechanical MaintenanceDocument15 pagesBasic Mechanical Maintenanceolyax100% (1)
- Preventive Maintenance Case Study 1Document205 pagesPreventive Maintenance Case Study 1Hassan Bay Rehal100% (1)
- Life Cycle CostingDocument23 pagesLife Cycle CostingPriyanka RaiNo ratings yet
- Maintenance TypesDocument15 pagesMaintenance TypesShalini YadavNo ratings yet
- Maintenance Management - DR Attia Gomaa - 01!12!201 - 230606 - 232549Document185 pagesMaintenance Management - DR Attia Gomaa - 01!12!201 - 230606 - 232549George All-HallakNo ratings yet
- Ch.1 - Maintenance OrganizationDocument46 pagesCh.1 - Maintenance OrganizationFikriAdhaNo ratings yet
- Maintenance ManagementDocument26 pagesMaintenance ManagementSaajida Pv100% (1)
- Reliability & Maintenance by Shalabh CapoorDocument38 pagesReliability & Maintenance by Shalabh CapoorVinay JoshiNo ratings yet
- Predictive MaintenanceDocument39 pagesPredictive Maintenanceolyax100% (4)
- MGT MNT PLN PRST2NDDraftDocument139 pagesMGT MNT PLN PRST2NDDraftchibssa alemayehuNo ratings yet
- Basic Maintenance Strategy of Engineering Assets) : Echanical Ngineering Epartment Diponegoro UniversityDocument45 pagesBasic Maintenance Strategy of Engineering Assets) : Echanical Ngineering Epartment Diponegoro Universitysurya kusumaNo ratings yet
- Presentation of RCMDocument35 pagesPresentation of RCMAbdulNo ratings yet
- M4. Bathtub CurveDocument29 pagesM4. Bathtub CurveElidad SukardiNo ratings yet
- Pillar 4 Planned MaintenanceDocument21 pagesPillar 4 Planned Maintenanceapumu sexbombyaNo ratings yet
- #5 Maintenance CostDocument49 pages#5 Maintenance CostKhoirul Be100% (1)
- 3.0 Maintainability and AvailabilityDocument14 pages3.0 Maintainability and AvailabilityAzaly BuangNo ratings yet
- Computerized Maintenance Management SystemDocument18 pagesComputerized Maintenance Management SystemTumeloNo ratings yet
- Maintenance Planning and SchedullingDocument3 pagesMaintenance Planning and SchedullingAnnisa MarlinNo ratings yet
- Technical Report Concerning RCM. by Elisony Edward Mweladzi. Dar Es Salaam Tanzania +255 754321825Document14 pagesTechnical Report Concerning RCM. by Elisony Edward Mweladzi. Dar Es Salaam Tanzania +255 754321825Elisony EdwardNo ratings yet
- Maintenance Culture: Mama Cass Restaurants LimitedDocument22 pagesMaintenance Culture: Mama Cass Restaurants LimitedOsagie AlfredNo ratings yet
- 01 Maintenance OrganizationDocument19 pages01 Maintenance OrganizationIrfannurllah Shah100% (1)
- 1 - Overview Rev-20170225Document11 pages1 - Overview Rev-20170225AhmadNo ratings yet
- Reliability: Federal University of Technology OwerriDocument105 pagesReliability: Federal University of Technology Owerridialauchenna100% (2)
- Lecture-03 Organization of Maintenance ForceDocument34 pagesLecture-03 Organization of Maintenance ForceMohammad ShafiNo ratings yet
- Predictive Maintenance For Rotating MachineriesDocument32 pagesPredictive Maintenance For Rotating Machineriesluckyman_006@yahoo.co.idNo ratings yet
- 3a-Case Study XIX Reliability Analysis of Air Handler UnitsDocument16 pages3a-Case Study XIX Reliability Analysis of Air Handler UnitsMuhammad IqbalNo ratings yet
- Equipment Criticality RankingDocument8 pagesEquipment Criticality RankingJerome Morta100% (1)
- TPM Literature ReviewDocument49 pagesTPM Literature ReviewJosep PeterNo ratings yet
- Lecture 14 - Reliability Centered Maintenance-2012Document31 pagesLecture 14 - Reliability Centered Maintenance-2012Falak Khan100% (1)
- Maintenance CostDocument31 pagesMaintenance CostWhafims100% (1)
- Maintenance StrategiesDocument6 pagesMaintenance StrategiesarielsonNo ratings yet
- Questions of Reliability Centered MaintenanceDocument15 pagesQuestions of Reliability Centered Maintenancemariana100% (1)
- Lecture 1 Introduction To Maintenance EngineeringDocument42 pagesLecture 1 Introduction To Maintenance EngineeringIgombe IsaacNo ratings yet
- Reliability and MaintenanceDocument77 pagesReliability and MaintenanceMitesh SharmaNo ratings yet
- Maintenance Engineering PDFDocument117 pagesMaintenance Engineering PDFSakshi Bansal100% (3)
- Maintenance ManagementDocument112 pagesMaintenance ManagementNiveditaKumari100% (11)
- Unit 2 Maintenance EnggDocument46 pagesUnit 2 Maintenance EnggVenkadeshwaran KuthalingamNo ratings yet
- Unit V Reliability Apr 06 2020Document56 pagesUnit V Reliability Apr 06 2020Venkadeshwaran KuthalingamNo ratings yet
- Unit 3 Wear Debris AnalysisDocument4 pagesUnit 3 Wear Debris AnalysisVenkadeshwaran KuthalingamNo ratings yet
- UNIT 3 Condition MonitoringDocument32 pagesUNIT 3 Condition MonitoringVenkadeshwaran KuthalingamNo ratings yet
- Reliability Modeling Questions Questions - Vskills Practice Tests PDFDocument5 pagesReliability Modeling Questions Questions - Vskills Practice Tests PDFVenkadeshwaran KuthalingamNo ratings yet
- Reliability Management Questions - Vskills Practice Tests PDFDocument7 pagesReliability Management Questions - Vskills Practice Tests PDFVenkadeshwaran KuthalingamNo ratings yet
- Maintainability Questions - Vskills Practice TestsDocument7 pagesMaintainability Questions - Vskills Practice TestsVenkadeshwaran KuthalingamNo ratings yet
- MCQ Collection Ap 2020Document7 pagesMCQ Collection Ap 2020Venkadeshwaran KuthalingamNo ratings yet
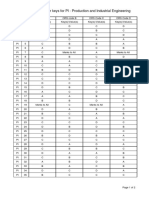
- GATE 2013 Exam Answer Key PI - Production and Industrial Engineering PDFDocument2 pagesGATE 2013 Exam Answer Key PI - Production and Industrial Engineering PDFVenkadeshwaran KuthalingamNo ratings yet
- Revised Blooms Taxonomy Action VerbsDocument1 pageRevised Blooms Taxonomy Action VerbsVenkadeshwaran KuthalingamNo ratings yet
- Easwari Engineering College B.E ECE Solar & Energy Storage Systems Question Paper PDF Download - ENTRANCEINDIA PDFDocument4 pagesEaswari Engineering College B.E ECE Solar & Energy Storage Systems Question Paper PDF Download - ENTRANCEINDIA PDFVenkadeshwaran KuthalingamNo ratings yet
- UNIT 4 Energy StorageDocument1 pageUNIT 4 Energy StorageVenkadeshwaran KuthalingamNo ratings yet
- MATLab ManualDocument40 pagesMATLab ManualVenkadeshwaran KuthalingamNo ratings yet
- Intellectual Property Rights SyllabusDocument2 pagesIntellectual Property Rights SyllabusVenkadeshwaran KuthalingamNo ratings yet
- Heat Treatment LabrotaryDocument4 pagesHeat Treatment LabrotaryVenkadeshwaran KuthalingamNo ratings yet
- Comptes Rendus Mecanique: Javier I. Castillo, Diego J. Celentano, Marcela A. Cruchaga, Claudio M. García-HerreraDocument12 pagesComptes Rendus Mecanique: Javier I. Castillo, Diego J. Celentano, Marcela A. Cruchaga, Claudio M. García-HerreraVenkadeshwaran KuthalingamNo ratings yet
- Properties of MaterialsDocument12 pagesProperties of MaterialsVenkadeshwaran KuthalingamNo ratings yet
- Approved Course Pattern in M. Tech. Atmospheric Science: W.E.F. 2008-2009 Academic YearDocument22 pagesApproved Course Pattern in M. Tech. Atmospheric Science: W.E.F. 2008-2009 Academic YearVenkadeshwaran KuthalingamNo ratings yet
- Peighambardoust2010 PDFDocument36 pagesPeighambardoust2010 PDFVenkadeshwaran KuthalingamNo ratings yet
- Home Concepts Biofuels Fuel Cells Systems Environment Conclusions LibraryDocument1 pageHome Concepts Biofuels Fuel Cells Systems Environment Conclusions LibraryVenkadeshwaran KuthalingamNo ratings yet
- Daily NotesDocument9 pagesDaily NotesTripti SagarNo ratings yet
- Digital Motor Claim Management Celebal TechDocument9 pagesDigital Motor Claim Management Celebal TechSwaroopa KhandekarNo ratings yet
- Brother Service Guide For Toshiba 10-5Document11 pagesBrother Service Guide For Toshiba 10-5Marlos BonillaNo ratings yet
- Review QuestionsDocument3 pagesReview QuestionsKiara RhinesNo ratings yet
- Module 3 - Electronic Business (E-Business) SystemsDocument45 pagesModule 3 - Electronic Business (E-Business) SystemsPatricia BelecinaNo ratings yet
- Salesforce Apex TutorialsDocument4 pagesSalesforce Apex Tutorialssubrahmanyam uNo ratings yet
- Business English-Describing Your Company and Job - Longer Speaking GamesDocument3 pagesBusiness English-Describing Your Company and Job - Longer Speaking GamesClaudio AdamNo ratings yet
- Text Mining: Seminar Submitted byDocument22 pagesText Mining: Seminar Submitted bySAMAYAM KALYAN KUMARNo ratings yet
- Lec15 - 1 - Stage 4 in The Design Thinking Process - Prototype - Interaction Design Foundation1Document10 pagesLec15 - 1 - Stage 4 in The Design Thinking Process - Prototype - Interaction Design Foundation1sartgNo ratings yet
- Extensibility Guide For JIT-EWM IntegrationDocument18 pagesExtensibility Guide For JIT-EWM IntegrationAltamir Nunes JuniorNo ratings yet
- Keeping Control, in The Age Of: A Broadpeak & Ifeelsmart Ebook Authored by Ben SchwarzDocument21 pagesKeeping Control, in The Age Of: A Broadpeak & Ifeelsmart Ebook Authored by Ben SchwarzAmlan NayakNo ratings yet
- 3 PDFDocument1 page3 PDFDebesh KuanrNo ratings yet
- Setting Up Your Charts: Forex RebellionDocument63 pagesSetting Up Your Charts: Forex RebellionRoberto ZendriniNo ratings yet
- Case Study DocumentDocument3 pagesCase Study DocumentKamya JangNo ratings yet
- Winklink: A Decentralised Oracle Network On Tron 6 October 2020 (V1.0)Document13 pagesWinklink: A Decentralised Oracle Network On Tron 6 October 2020 (V1.0)Rehan JamadarNo ratings yet
- Hardware & Network Servicing Level III: UC4: Create Technical DocumentationDocument29 pagesHardware & Network Servicing Level III: UC4: Create Technical DocumentationAlem Girma100% (1)
- EAIMTEYAZGCCDocument8 pagesEAIMTEYAZGCCazzuNo ratings yet
- IJRAR19D1314Document9 pagesIJRAR19D1314Abutalha qureshiNo ratings yet
- Nishant Verma ConsultancyDocument2 pagesNishant Verma ConsultancyNishantvermaNo ratings yet
- GROUP 9 - THSIE3B PowerpointDocument45 pagesGROUP 9 - THSIE3B PowerpointEndrei Clyne MerculloNo ratings yet
- Admin GuideDocument207 pagesAdmin GuideYazan MashalNo ratings yet
- 7 Managing Change - StudentsDocument22 pages7 Managing Change - StudentsyasirNo ratings yet
- Bloomberg Proposal EnglishDocument4 pagesBloomberg Proposal EnglishAurinda Destri AdityasariNo ratings yet
- Lecture 1Document28 pagesLecture 1nilanjan_kar_2No ratings yet
- OSMOSEDocument18 pagesOSMOSEArun KumarNo ratings yet
- Monitoring GR IR Accounts SAPDocument9 pagesMonitoring GR IR Accounts SAPnikhil pathareNo ratings yet
- Assignment Bbed4103Document12 pagesAssignment Bbed4103Yasmin AizuddinNo ratings yet
- Version Control Systems: Phil Pratt-Szeliga Fall 2010Document21 pagesVersion Control Systems: Phil Pratt-Szeliga Fall 2010Ashwani RajputNo ratings yet