Download as pdf or txt
You might also like
- Current Issues and Troubleshooting Fluid Bed GranulationDocument6 pagesCurrent Issues and Troubleshooting Fluid Bed GranulationoanaciupercaNo ratings yet
- CHE17 - Anaseal - VIS - Brochure - ElectronicsDocument4 pagesCHE17 - Anaseal - VIS - Brochure - ElectronicsMichael PomykalaNo ratings yet
- Vacuum Impregnation MethodsDocument3 pagesVacuum Impregnation MethodsJuan GuzmanNo ratings yet
- Types of Vacuum Impregnation Processes PDFDocument8 pagesTypes of Vacuum Impregnation Processes PDFSiddhant VermaNo ratings yet
- Vacuum Infusion Complete Guide: Vacuum Bagging Equipment and Techniques For Room-Temperature ApplicationsDocument22 pagesVacuum Infusion Complete Guide: Vacuum Bagging Equipment and Techniques For Room-Temperature ApplicationsAlexyz33No ratings yet
- Vacuum Bagging ProcessDocument2 pagesVacuum Bagging ProcessBikram Kesharee NayakNo ratings yet
- Batch Drying With Vacuum Contact DryersDocument7 pagesBatch Drying With Vacuum Contact DryersBramJanssen76No ratings yet
- Semi-Conductive Tape: Key Features & BenefitsDocument3 pagesSemi-Conductive Tape: Key Features & Benefitsammadbutt132No ratings yet
- Introduction To Vacuum InfusionDocument1 pageIntroduction To Vacuum InfusionGunnie PandherNo ratings yet
- Enhancing The Performance of Rotary VacuDocument7 pagesEnhancing The Performance of Rotary VacuAbdulrahman zawia (talonLOL)No ratings yet
- ImpregnationDocument9 pagesImpregnationsivamettNo ratings yet
- Rotary Valve Lock Leakage SolutionsDocument8 pagesRotary Valve Lock Leakage SolutionsW MoralesNo ratings yet
- Vacuum Infusion - The Equipment and Process of Resin InfusionDocument14 pagesVacuum Infusion - The Equipment and Process of Resin InfusionVivek Joshi100% (1)
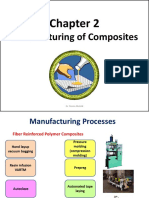
- Chapter 2 Manufacturing of CompositesDocument38 pagesChapter 2 Manufacturing of CompositesHelmi LandolsiNo ratings yet
- Enhancing The Performance of Rotary Vacuum Drum Filter: November 2011Document8 pagesEnhancing The Performance of Rotary Vacuum Drum Filter: November 2011Nitu VohraNo ratings yet
- CIP Dry Bag SistemiDocument2 pagesCIP Dry Bag SistemiBala SundaramNo ratings yet
- 3M COMPLY 1233LF Vacum Bowie Dick TESTDocument4 pages3M COMPLY 1233LF Vacum Bowie Dick TESTpabloNo ratings yet
- RVDFDocument8 pagesRVDFSiska MilalaNo ratings yet
- Sampling Systems Maintaining Quality and Safety FCDocument2 pagesSampling Systems Maintaining Quality and Safety FCMateusz SynowieckiNo ratings yet
- Drying Dry: Process Optimization With Dry Running Vacuum PumpsDocument1 pageDrying Dry: Process Optimization With Dry Running Vacuum PumpsAlexander RivillasNo ratings yet
- Chapter-5: 5.1 Fabrication Techniques of Composite MaterialsDocument6 pagesChapter-5: 5.1 Fabrication Techniques of Composite MaterialsSasiKumar PetchiappanNo ratings yet
- 5 Common Misconceptions Lyo2Document3 pages5 Common Misconceptions Lyo2DholakiaNo ratings yet
- Ar-Coarse Bubble SystemsDocument1 pageAr-Coarse Bubble Systemskeikei22No ratings yet
- Enhancing The Performance of Rotary Vacuum Drum FilterDocument8 pagesEnhancing The Performance of Rotary Vacuum Drum FilterBernardo RodriguesNo ratings yet
- Understanding Porosity and Vacuum Impregnation EbookDocument11 pagesUnderstanding Porosity and Vacuum Impregnation EbookAnshuman RoyNo ratings yet
- 2024-02 Vacuum Can Put A Dent in Your Process!Document1 page2024-02 Vacuum Can Put A Dent in Your Process!ahugandkiss77071No ratings yet
- Vacuum Bag Moulding and Compression Moulding TechniquesDocument21 pagesVacuum Bag Moulding and Compression Moulding TechniquesNagarajan Sundaram100% (1)
- TechNote 2 UKDocument4 pagesTechNote 2 UKStéphane BlanchardNo ratings yet
- Vacuum Bagging MaterialsDocument21 pagesVacuum Bagging Materialssyahmi sharifNo ratings yet
- 13 - FiltrationDocument6 pages13 - Filtrationkingviratkohli31No ratings yet
- ThePlasticTroubleshooter BlistersDocument4 pagesThePlasticTroubleshooter BlistersAnurag SrivastavaNo ratings yet
- Project Synopsis: Date of RegistrationDocument9 pagesProject Synopsis: Date of RegistrationAdeep KhahNo ratings yet
- Guide To Vacuum BaggingDocument3 pagesGuide To Vacuum BaggingYazan ArabyNo ratings yet
- NDD010-MCS Type BDocument5 pagesNDD010-MCS Type BShariq KhanNo ratings yet
- Small Bubbles in Parts: Potential CausesDocument8 pagesSmall Bubbles in Parts: Potential CausesViktor PolirollNo ratings yet
- Technical Tip: Anatomy of An Ethylene Oxide Sterilization ProcessDocument4 pagesTechnical Tip: Anatomy of An Ethylene Oxide Sterilization ProcessSACHIN KUMARNo ratings yet
- Choosing Trays and Packings For Distillation: Back To BasicsDocument7 pagesChoosing Trays and Packings For Distillation: Back To Basicsmsn1981No ratings yet
- Procedure For Leak Testing of Strips - BlistersDocument7 pagesProcedure For Leak Testing of Strips - BlistersashishdrNo ratings yet
- Bowie & Dick.Document4 pagesBowie & Dick.edgar nolazcoNo ratings yet
- Tech Tip 4 - Removing BubblesDocument2 pagesTech Tip 4 - Removing BubblesOswaldo Manuel Ramirez MarinNo ratings yet
- Houghton 1998Document15 pagesHoughton 1998_meiantiNo ratings yet
- 5537 MSDocument12 pages5537 MSAli AhmadiNo ratings yet
- 0 - Impression Intro WetDocument105 pages0 - Impression Intro WetCHAKER TAYEBNo ratings yet
- V PAT TechniqueDocument8 pagesV PAT TechniqueCls RicardoNo ratings yet
- Pilot Operated Tank Blanketing Valve: ProtectoDocument8 pagesPilot Operated Tank Blanketing Valve: ProtectoHector Flores MarcosNo ratings yet
- Plant Maintenance (ME-426) : Maintenance of Dust Collector Adeel Ahmed Khan, Assistant Professor (MED)Document8 pagesPlant Maintenance (ME-426) : Maintenance of Dust Collector Adeel Ahmed Khan, Assistant Professor (MED)Ahmer BandagiNo ratings yet
- ABSC 2452 Blast MachineDocument8 pagesABSC 2452 Blast MachineMehman NasibovNo ratings yet
- Operational Problem of MRSDocument6 pagesOperational Problem of MRSashis chatterjeeNo ratings yet
- FULLTEXT01Document51 pagesFULLTEXT01Luis RosesNo ratings yet
- Mash Filter ManualDocument70 pagesMash Filter ManualNicholas Suominen100% (1)
- Dry Type TransformersDocument5 pagesDry Type TransformersDavid LimNo ratings yet
- Vacuum Bagging TechniquesDocument56 pagesVacuum Bagging TechniquesPriyesh SaxenaNo ratings yet
- Fabrication of A Cost Effective Automatic Controller For Spray-Pyrolysis Technique To Deposit Thin FilmsDocument4 pagesFabrication of A Cost Effective Automatic Controller For Spray-Pyrolysis Technique To Deposit Thin Filmsbipul ahmedNo ratings yet
- Decanter CentrifugesDocument3 pagesDecanter CentrifugesArjun KumarNo ratings yet
- Lab Manual Separation Tech February 2023Document41 pagesLab Manual Separation Tech February 2023Nurhanis DayanaNo ratings yet
- Inking-1 in PrintingDocument15 pagesInking-1 in PrintingKeerthanaNo ratings yet
- The Fabrication of Materials: Materials TechnologyFrom EverandThe Fabrication of Materials: Materials TechnologyRating: 5 out of 5 stars5/5 (1)
- Major and Minor SurgeryDocument2 pagesMajor and Minor SurgerydelarakrishnafaithpNo ratings yet
- Philippine CuisineDocument40 pagesPhilippine CuisineAlkatraz Maison JarNo ratings yet
- Bacterial ConjunctivitisDocument32 pagesBacterial ConjunctivitisYouhengNo ratings yet
- Hospital Management System Project Proposal Hospital Management System Project ProposalDocument24 pagesHospital Management System Project Proposal Hospital Management System Project ProposalBimadraj Sharan SinhaNo ratings yet
- Specification For Fire Water HydrantDocument5 pagesSpecification For Fire Water HydrantThiru AnanthNo ratings yet
- Syrris Africa BrochureDocument7 pagesSyrris Africa BrochurebhawanisrNo ratings yet
- 1.10 ANATOMY - The Eyeball - Surface Anatomy - Landmarks - Extrinsic - Intrinsic MusclesDocument3 pages1.10 ANATOMY - The Eyeball - Surface Anatomy - Landmarks - Extrinsic - Intrinsic MusclesPaolo NaguitNo ratings yet
- Basic Human Anatomy: Lesson 4: Skeletal SystemDocument24 pagesBasic Human Anatomy: Lesson 4: Skeletal SystemIshita SinghNo ratings yet
- A+490m+-+04++ Qtq5me0Document6 pagesA+490m+-+04++ Qtq5me0tehOnipisNo ratings yet
- Firefighter: Halligan vs. Nader Pin PDFDocument5 pagesFirefighter: Halligan vs. Nader Pin PDFsherpa285No ratings yet
- Various Methods of Packaging-Packaging Materials and TransportDocument17 pagesVarious Methods of Packaging-Packaging Materials and TransportvasantsunerkarNo ratings yet
- Clinical Oral Implants Res - 2022 - Lamperti - Cemented Versus Screw Retained Zirconia Based Single Implant RestorationsDocument9 pagesClinical Oral Implants Res - 2022 - Lamperti - Cemented Versus Screw Retained Zirconia Based Single Implant RestorationsIsaac MoNo ratings yet
- Comparatives and SuperlativesDocument3 pagesComparatives and SuperlativesJulia TinocoNo ratings yet
- Convective and Interphase Mass TransferDocument13 pagesConvective and Interphase Mass TransferJaime Andres Jaramillo MontoyaNo ratings yet
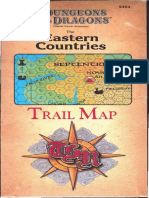
- The Eastern Countries Trail MapDocument32 pagesThe Eastern Countries Trail MapSergio Carrisi100% (1)
- Basic Formulas - Mini ChallengeDocument6 pagesBasic Formulas - Mini ChallengeMuktadur RahmanNo ratings yet
- Scaffold LadderDocument123 pagesScaffold LadderTarun KakkarNo ratings yet
- Clinical Practice Guide: Medical Laboratory Science ProgramDocument40 pagesClinical Practice Guide: Medical Laboratory Science ProgramJessie TNo ratings yet
- Ehs M1 KtuDocument39 pagesEhs M1 KtuMEBIN ABRAHAMNo ratings yet
- All About Us & Product OverviewDocument30 pagesAll About Us & Product OverviewSuraj ShastriNo ratings yet
- Short Notes Form 4 Biology Chapter 1 4 PDFDocument6 pagesShort Notes Form 4 Biology Chapter 1 4 PDFTanUeiHorngNo ratings yet
- Evaluation4 Ecs 595b Kaitlin JenkinsDocument73 pagesEvaluation4 Ecs 595b Kaitlin Jenkinsapi-477892148No ratings yet
- Test Planner - Phase-01 For CF OYM - AY-2024-2025 Version 1.0Document2 pagesTest Planner - Phase-01 For CF OYM - AY-2024-2025 Version 1.0GorgonSlayer41No ratings yet
- Five Temperaments PDFDocument4 pagesFive Temperaments PDFgargamel09400% (1)
- Mantel-Haenszel Common Odds Ratio Estimate: PengeluaranDocument2 pagesMantel-Haenszel Common Odds Ratio Estimate: PengeluaranekokunarNo ratings yet
- Interview With Lynne MurrayDocument3 pagesInterview With Lynne MurrayPaola CastellanosNo ratings yet
- Clean Agent Fire Protection SystemDocument9 pagesClean Agent Fire Protection Systemjkhan_724384No ratings yet
- NCERT Solutions For Class 8 Civics Chapter 4 Understanding LawsDocument1 pageNCERT Solutions For Class 8 Civics Chapter 4 Understanding LawsS.HARSHINI 6-ANo ratings yet
- MA PROCEDURE TEXT (Repaired)Document10 pagesMA PROCEDURE TEXT (Repaired)Mery NingtriyasNo ratings yet
- Plasticization Effect of Triacetin On Structure and Properties of Starch Ester FilmDocument8 pagesPlasticization Effect of Triacetin On Structure and Properties of Starch Ester FilmNanik HendrawatiNo ratings yet