Download as pdf or txt
You might also like
- Construction Procedure For HydrotestingDocument7 pagesConstruction Procedure For HydrotestingEddie Tai100% (1)
- Rig Up Rig DownDocument4 pagesRig Up Rig DownIng IngNo ratings yet
- HVAC CourseDocument167 pagesHVAC CourseAnonymous ixIhrPM2100% (8)
- Pressure Tests of Piping Systems-Hydrotest Vs Pneumatic TestDocument4 pagesPressure Tests of Piping Systems-Hydrotest Vs Pneumatic TestRakesh RanjanNo ratings yet
- Safety Alert Space HeatersDocument2 pagesSafety Alert Space HeatersRamadan KareemNo ratings yet
- Test Bench Preventative Maintenance and Operational GuideDocument4 pagesTest Bench Preventative Maintenance and Operational GuideKeron TrotzNo ratings yet
- API6D Ball Valves Inspection and Test ProceduresDocument5 pagesAPI6D Ball Valves Inspection and Test ProceduresChi Cha100% (3)
- Hydro Static Pressure Calculation For Pressure Vessels and PipingDocument2 pagesHydro Static Pressure Calculation For Pressure Vessels and PipingOuled BladiNo ratings yet
- Nitrogen MsdsDocument6 pagesNitrogen MsdssalcabesNo ratings yet
- Fit Up ReportDocument76 pagesFit Up Reportvinas kusdinarNo ratings yet
- Plunger Pump Service Manual: Installation and Start-Up InformationDocument6 pagesPlunger Pump Service Manual: Installation and Start-Up InformationDark CenobiteNo ratings yet
- ROCEDURE - INSPECTION & TEST ValvesDocument10 pagesROCEDURE - INSPECTION & TEST Valvessabes26No ratings yet
- Ra Elevatorr Maintenance ManualDocument8 pagesRa Elevatorr Maintenance ManualBahman MatouriNo ratings yet
- Hydro-Testing of Pressure Equipment: Presented By: Sheikh M Naeem Action Item: 404881 Incident Report #: 2004-IR-931941Document10 pagesHydro-Testing of Pressure Equipment: Presented By: Sheikh M Naeem Action Item: 404881 Incident Report #: 2004-IR-931941JamalAhmedNo ratings yet
- Ripen Offshore Calmbuoy Cleaning and Painting Works ProcedureDocument6 pagesRipen Offshore Calmbuoy Cleaning and Painting Works ProcedureAdamu Jebo100% (1)
- Hose Handling Doc ISS-059Document8 pagesHose Handling Doc ISS-059QHSE ManagerNo ratings yet
- Form 5 5 Form Risk Assesment Contigency Planning - Designb EngineeringDocument10 pagesForm 5 5 Form Risk Assesment Contigency Planning - Designb EngineeringDeby PristantoNo ratings yet
- Procedure For Pneumatic Test Dated 29-09-06Document6 pagesProcedure For Pneumatic Test Dated 29-09-06ravi00098No ratings yet
- Vessel Pressure TestingDocument3 pagesVessel Pressure TestingYetkin ErdoğanNo ratings yet
- Hydrostatic and Pneumatic Testing ProcedureDocument8 pagesHydrostatic and Pneumatic Testing ProcedurejorgekarlosprNo ratings yet
- Leak Testing MethodologiesDocument9 pagesLeak Testing MethodologiesElena-Cristina IonitaNo ratings yet
- Sop Iii-300 R00Document13 pagesSop Iii-300 R00Bepdj100% (1)
- SUFFOLK Pipeline HydrotestDocument24 pagesSUFFOLK Pipeline HydrotestChristopher OjoNo ratings yet
- Hydro Test ProcedureDocument2 pagesHydro Test ProcedureDhanushka B HerathNo ratings yet
- Vessel Inspection ProcedureDocument17 pagesVessel Inspection ProcedureVimal Raj0% (1)
- Hydrotest and Pneumatic Test of Piping Systems-Hydrotest Vs Pneumatic Test With PDFDocument16 pagesHydrotest and Pneumatic Test of Piping Systems-Hydrotest Vs Pneumatic Test With PDFGunawanNo ratings yet
- Down Hole Equipment FailureDocument3 pagesDown Hole Equipment FailureRenato SimanjuntakNo ratings yet
- Foreign Material ExclusionDocument22 pagesForeign Material ExclusionBahim BahimanNo ratings yet
- List of Equipment Used For Tank CalibrationDocument1 pageList of Equipment Used For Tank CalibrationAmit HasanNo ratings yet
- Boiler Hydrostatic TestingDocument2 pagesBoiler Hydrostatic Testingbonginkosi mathunjwaNo ratings yet
- Howto-Recommended Guidelines For Testing of Heat ExchangersDocument1 pageHowto-Recommended Guidelines For Testing of Heat ExchangersSam_1_No ratings yet
- Ab-522 Standard Pneumatic Test Procedure Requirements PDFDocument17 pagesAb-522 Standard Pneumatic Test Procedure Requirements PDFMarizta Perdani PutriNo ratings yet
- In-Line Inspection Contractor Compliance check-RP POF 320Document11 pagesIn-Line Inspection Contractor Compliance check-RP POF 320LENDNo ratings yet
- Flange Management Register: Dr. Concrete Building Material General Contracting & Trading FZEDocument1 pageFlange Management Register: Dr. Concrete Building Material General Contracting & Trading FZEsudeesh kumar100% (1)
- Cold Cutting Guideline ChecklistDocument2 pagesCold Cutting Guideline Checklisttahatekri100% (1)
- Hydrostatic Test ProcedureDocument7 pagesHydrostatic Test Procedurelaleye_olumideNo ratings yet
- 1113 Maintenance of PRVDocument63 pages1113 Maintenance of PRVhardito sussatrioNo ratings yet
- FR 002 Pressure Testing Inspection ChecklistDocument6 pagesFR 002 Pressure Testing Inspection Checklistum er100% (1)
- Helium Leak TestDocument8 pagesHelium Leak TestHiren Panchal50% (2)
- Pipe Installation Us PDFDocument17 pagesPipe Installation Us PDFTeguh Setiono100% (1)
- Air Receiver Tank Hazard ChecklistDocument2 pagesAir Receiver Tank Hazard ChecklistJade JavierNo ratings yet
- Hydrotesting Procedure Requirement at SiteDocument8 pagesHydrotesting Procedure Requirement at Siteramundt100% (1)
- JSA PSV Recalibration 2006Document3 pagesJSA PSV Recalibration 2006Iksan Adityo MulyoNo ratings yet
- Pressure Testing (Hydrostatic Pneumatic) Safety GuidelinesDocument7 pagesPressure Testing (Hydrostatic Pneumatic) Safety GuidelinesSuleyman HaliciogluNo ratings yet
- Hydrostatic Shell TestDocument5 pagesHydrostatic Shell TestsojeckNo ratings yet
- JSA Pressure TestingDocument1 pageJSA Pressure TestingScott Mills100% (1)
- Re-Welding, Expansion & HT ProcedureDocument6 pagesRe-Welding, Expansion & HT Proceduresuria qaqcNo ratings yet
- Norris Recommended Makeup Procedures T003 V02 081908Document2 pagesNorris Recommended Makeup Procedures T003 V02 081908Hamed Gerami100% (1)
- Pressure Testing ProcedureDocument14 pagesPressure Testing ProcedureCepi Sindang KamulanNo ratings yet
- Chapter 5 - Conclusion & RecommendationDocument4 pagesChapter 5 - Conclusion & RecommendationMohamad Shukri0% (1)
- Leak Test Procedure For SubDocument5 pagesLeak Test Procedure For Subpallav chatterjeeNo ratings yet
- Electromagnetic Inspection SOPDocument12 pagesElectromagnetic Inspection SOPAsrNo ratings yet
- Hydro Test Work ProcedureDocument9 pagesHydro Test Work ProcedureshahidbolarNo ratings yet
- TubestarDocument29 pagesTubestarPernando Saga100% (1)
- Fire Hydrant Monthly Inspection Checklist: Descriptions Yes No A Pre-Test Check Indicator LampsDocument3 pagesFire Hydrant Monthly Inspection Checklist: Descriptions Yes No A Pre-Test Check Indicator LampsiifudinNo ratings yet
- Hydro Test ReportDocument2 pagesHydro Test ReportAnonymous a8oga83No ratings yet
- Butterfly Valve Cycle TestDocument4 pagesButterfly Valve Cycle TestParthiban MechanicalNo ratings yet
- Procedure To Pressure Test Choke ManifoldDocument1 pageProcedure To Pressure Test Choke ManifoldNnennaNo ratings yet
- Piping Thickness Calculation (ASME B31.3)Document8 pagesPiping Thickness Calculation (ASME B31.3)got youfour onlinesomNo ratings yet
- Hydrotest Procedure For Piping SystemsDocument6 pagesHydrotest Procedure For Piping Systemscatherine100% (1)
- Annex1 - Technical Specifications PDFDocument64 pagesAnnex1 - Technical Specifications PDFabdelkader benabdallahNo ratings yet
- Fatigue Analysis of 6300 LT Pressure Vessel by Using Cyclic ServiceDocument7 pagesFatigue Analysis of 6300 LT Pressure Vessel by Using Cyclic ServicelorenzoNo ratings yet
- Double Block and Bleed (DBB) ValvesDocument36 pagesDouble Block and Bleed (DBB) ValveslorenzoNo ratings yet
- DataSheet Microsart-Manifolds IDocument8 pagesDataSheet Microsart-Manifolds IlorenzoNo ratings yet
- Tips For New Members - ForumDocument8 pagesTips For New Members - ForumlorenzoNo ratings yet
- Meshing Techniques - ForumDocument5 pagesMeshing Techniques - ForumlorenzoNo ratings yet
- Uniting Geometry For FEA - ForumDocument2 pagesUniting Geometry For FEA - ForumlorenzoNo ratings yet
- Agilent Site Preparation GuideDocument39 pagesAgilent Site Preparation GuidelorenzoNo ratings yet
- DT-Sentinel 10MAR2016Document3 pagesDT-Sentinel 10MAR2016lorenzoNo ratings yet
- Stress Linearization - ForumDocument3 pagesStress Linearization - ForumlorenzoNo ratings yet
- Product Data Sheet: Actuator AssemblyDocument2 pagesProduct Data Sheet: Actuator AssemblylorenzoNo ratings yet
- RCV-UM-00562-EN - Research Control Valves Installation ManualDocument20 pagesRCV-UM-00562-EN - Research Control Valves Installation ManuallorenzoNo ratings yet
- RCV-UM-01695-EN - RCVcalc Valve Sizing Software Installation ManualDocument2 pagesRCV-UM-01695-EN - RCVcalc Valve Sizing Software Installation ManuallorenzoNo ratings yet
- RCV-DS-02508-EN - Research Control Valves CV Vs Lift CurveDocument2 pagesRCV-DS-02508-EN - Research Control Valves CV Vs Lift CurvelorenzoNo ratings yet
- ASME BPVC Fatigue AnalysisDocument7 pagesASME BPVC Fatigue AnalysislorenzoNo ratings yet
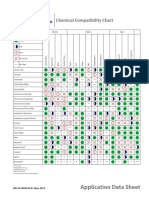
- IND-AS-00899-EN - Chemical Compatibility ChartDocument8 pagesIND-AS-00899-EN - Chemical Compatibility ChartlorenzoNo ratings yet
- Parr Magnetic Drive Shields Installation InstructionsDocument1 pageParr Magnetic Drive Shields Installation InstructionslorenzoNo ratings yet
- Flared Cone Connection: New Faster Tube Connection TechnologyDocument2 pagesFlared Cone Connection: New Faster Tube Connection TechnologylorenzoNo ratings yet
- How To Manually Tune A Three-Mode PID ControllerDocument5 pagesHow To Manually Tune A Three-Mode PID ControllerlorenzoNo ratings yet
- Operating Instruction Manual: Mini Bench Top ReactorsDocument28 pagesOperating Instruction Manual: Mini Bench Top ReactorslorenzoNo ratings yet
- Liquid Agitation: Bulletin No. 231Document7 pagesLiquid Agitation: Bulletin No. 231lorenzoNo ratings yet
- PID Control Tutorial - Yokogawa AmericaDocument3 pagesPID Control Tutorial - Yokogawa Americalorenzo100% (1)
- E58-CIFQ2: Instruction ManualDocument2 pagesE58-CIFQ2: Instruction ManuallorenzoNo ratings yet
- BV Options DetailsDocument4 pagesBV Options DetailslorenzoNo ratings yet
- Relief Valves RH4 SeriesDocument6 pagesRelief Valves RH4 SerieslorenzoNo ratings yet
- Zme LQDocument2 pagesZme LQlorenzoNo ratings yet
- Ball Valves: 3-Way SeriesDocument8 pagesBall Valves: 3-Way SerieslorenzoNo ratings yet
- Applications of Van Der Waals EquationDocument4 pagesApplications of Van Der Waals EquationFajar Emman AsmatNo ratings yet
- Ch.5 Problems PDFDocument9 pagesCh.5 Problems PDFJesuv Cristian CleteNo ratings yet
- WWW Inspiritvr Com Cbse Class 11 Physics Chapter 11 Revision NotesDocument6 pagesWWW Inspiritvr Com Cbse Class 11 Physics Chapter 11 Revision Notesjessicasehg16No ratings yet
- Design of Radial Flow Pump UPDATEDDocument74 pagesDesign of Radial Flow Pump UPDATEDrahuldbajaj2011100% (1)
- Manual 2xz - 2 Series Bomba de VacioDocument8 pagesManual 2xz - 2 Series Bomba de VacioAlejandro Palomino100% (1)
- COOLING TOWER Make Up Water Calculation SheetDocument6 pagesCOOLING TOWER Make Up Water Calculation Sheetmuhammad naseemNo ratings yet
- Capacidad de Carga-CodutoDocument5 pagesCapacidad de Carga-CodutoELEUTERIO LLAMOCCA FERNANDEZNo ratings yet
- Review of Thermal Performance Criteria in The Bca2009 FOR Abcb June 2009Document45 pagesReview of Thermal Performance Criteria in The Bca2009 FOR Abcb June 2009John PierpointNo ratings yet
- UEME1263 - Solid Mechanics - P1GroupDDocument13 pagesUEME1263 - Solid Mechanics - P1GroupDKiritoNo ratings yet
- Wa0007.Document79 pagesWa0007.yashNo ratings yet
- IDEA Connection Theoretical Manual EN Ver 8 2Document65 pagesIDEA Connection Theoretical Manual EN Ver 8 2George AlexiadisNo ratings yet
- Thermal RadiationDocument11 pagesThermal Radiationgozombie43No ratings yet
- Activity 2 Thermo 1 & 2 PDFDocument4 pagesActivity 2 Thermo 1 & 2 PDFonyxNo ratings yet
- Printout Report - PR2Document615 pagesPrintout Report - PR2Bora KacarNo ratings yet
- St. Joseph'S College of Engineering Department of Chemical Engineering Multiple Choice QuestionsDocument8 pagesSt. Joseph'S College of Engineering Department of Chemical Engineering Multiple Choice QuestionsSurya SuryaNo ratings yet
- 2nd LawDocument3 pages2nd LawTotok PrasetyoNo ratings yet
- ISO 23210 2009 Calculation Program EDocument9 pagesISO 23210 2009 Calculation Program ETri SulyonoNo ratings yet
- Experiment 2 - Single Stage CompressorDocument16 pagesExperiment 2 - Single Stage CompressorWee Chuan YeanNo ratings yet
- ME101 Engineering Drawing I: Course-ContentsDocument17 pagesME101 Engineering Drawing I: Course-ContentsAhmed AlhadarNo ratings yet
- Springs: ME 512 - Vibration EngineeringDocument24 pagesSprings: ME 512 - Vibration EngineeringRamlordDominicGuerreroNo ratings yet
- Me 414 Week 2 Flow in PipesDocument36 pagesMe 414 Week 2 Flow in PipesEarl Jan SantosNo ratings yet
- R 507Document1 pageR 507Fernando Cordova PardoNo ratings yet
- Lab 1 Flow Through A Venturi MeterDocument5 pagesLab 1 Flow Through A Venturi MeterAfwan IrfanNo ratings yet
- Drain Design by STADDDocument78 pagesDrain Design by STADDBilal Ahmed BarbhuiyaNo ratings yet
- Combustion Calculations101Document2 pagesCombustion Calculations101rob.careyNo ratings yet
- Femppt 130313204553 Phpapp01Document38 pagesFemppt 130313204553 Phpapp01srinivasNo ratings yet
- TSC Project (Matlab Code) - Nodal Analysis of Temperature ChangeDocument8 pagesTSC Project (Matlab Code) - Nodal Analysis of Temperature ChangeSpencer FulmerNo ratings yet
- FM and HM 2Document25 pagesFM and HM 2kishorereddy_btechNo ratings yet
- Nota PemampatDocument49 pagesNota PemampatweafareezNo ratings yet