Download as docx, pdf, or txt
You might also like
- Bread Fermentation: S. A. F. Hasanath UWU/SCT/17/018Document24 pagesBread Fermentation: S. A. F. Hasanath UWU/SCT/17/018BiNtH AbDeeNNo ratings yet
- Cheese Manufacturing ProcessDocument8 pagesCheese Manufacturing ProcessBenzene100% (1)
- Method of Manufacture of Spray and Roller Dried Milk Powder Production of ValueaddedDocument18 pagesMethod of Manufacture of Spray and Roller Dried Milk Powder Production of ValueaddedRonak RawatNo ratings yet
- Sensory Evaluation of Concentrated Milk Products FinalDocument41 pagesSensory Evaluation of Concentrated Milk Products Finalhauvu75% (4)
- Mastering Sourdough Starters And LeavensFrom EverandMastering Sourdough Starters And LeavensRating: 5 out of 5 stars5/5 (2)
- HEI 2015 Factsheet PDFDocument4 pagesHEI 2015 Factsheet PDFkevin richardNo ratings yet
- Defect in Evaporated and Condensed MilkDocument4 pagesDefect in Evaporated and Condensed MilkSai NalkarNo ratings yet
- Condensed MilkDocument7 pagesCondensed MilkSudhinee HarindhanavudhiNo ratings yet
- Microbiology of Concentrated MilkDocument30 pagesMicrobiology of Concentrated MilkNitric AcidNo ratings yet
- Chapter 3 Condensed and Evaporated MilkDocument48 pagesChapter 3 Condensed and Evaporated MilkAlamgir Hasan100% (1)
- Yoghurt Book by CTCSDocument44 pagesYoghurt Book by CTCSJulianaNo ratings yet
- Lesson 9. Cheese Production TechnologyDocument127 pagesLesson 9. Cheese Production Technologyhoanghuypham220203No ratings yet
- ICE CREAM Dairy Processing HandbookDocument17 pagesICE CREAM Dairy Processing HandbookNatassia CampbellNo ratings yet
- Defects in Milk Products, Their Preventions and Remedies.Document5 pagesDefects in Milk Products, Their Preventions and Remedies.kanti priya KondalaNo ratings yet
- Cheese and Varieties Part II: Cheese Styles: Series SummaryDocument5 pagesCheese and Varieties Part II: Cheese Styles: Series SummaryAniket ShindeNo ratings yet
- Basic Principles of Cheese MakingDocument35 pagesBasic Principles of Cheese MakingTommy301201No ratings yet
- Chemistry PPT UpdatedDocument30 pagesChemistry PPT UpdatedNamraNo ratings yet
- Factors Affecting Quality and Quantity of MilkDocument30 pagesFactors Affecting Quality and Quantity of MilkTarif AzizNo ratings yet
- Presentation On Dairy Industry: Presented byDocument28 pagesPresentation On Dairy Industry: Presented byHamXa CHNo ratings yet
- Chemistry of Cooking PDFDocument101 pagesChemistry of Cooking PDFjomi sultonzoda100% (3)
- Pretreatment CheeseDocument16 pagesPretreatment CheeseΑναστάσιος ΜπαλάσκαςNo ratings yet
- CheeseDocument81 pagesCheesemmkharatNo ratings yet
- 19 Ice CreamDocument12 pages19 Ice CreamMagdaCodrinaNo ratings yet
- Judging and Grading, Defects and Uses of Condensed and Evaporated MilksDocument33 pagesJudging and Grading, Defects and Uses of Condensed and Evaporated MilksBipasha SarkarNo ratings yet
- Biochemistry of Milk ProcessingDocument15 pagesBiochemistry of Milk Processingsindhu12789No ratings yet
- FlavouredmilkprocessingDocument25 pagesFlavouredmilkprocessingRohit ShivhareNo ratings yet
- Raising Agents or ProcessDocument5 pagesRaising Agents or ProcessProbaron BaruahNo ratings yet
- Condensed MilkDocument5 pagesCondensed Milkkarthivisu2009100% (1)
- Null 1Document24 pagesNull 1manikizamichelNo ratings yet
- Tổng Hợp Nội Dung Tiếng Anh Chuyên NgànhDocument4 pagesTổng Hợp Nội Dung Tiếng Anh Chuyên NgànhTrần Thị Thu Thủy b2-GDQP-K220No ratings yet
- Commercial Milk Products: Sweetened Condensed Milk Raw MaterialsDocument7 pagesCommercial Milk Products: Sweetened Condensed Milk Raw MaterialsBenzene100% (1)
- Milk PowderDocument14 pagesMilk PowderHoa Nguyen100% (1)
- Cheese MakingDocument30 pagesCheese MakingCAPRINOS BAJA CALIFORNIA SUR, MEXICO100% (4)
- Lesson 24Document8 pagesLesson 24barakatmochemiaNo ratings yet
- Dairy IndustryDocument28 pagesDairy IndustryAjay Kumar100% (1)
- 1.3. Pedoman Budidaya Peng Kambing PerahDocument22 pages1.3. Pedoman Budidaya Peng Kambing PerahMai MunahNo ratings yet
- CheesemakingDocument2 pagesCheesemakingsyifa salsabilaNo ratings yet
- Dairyindustry - Ceb 005,022,026Document28 pagesDairyindustry - Ceb 005,022,0262020CEB005 POTNURUSAIDEEPAKNo ratings yet
- Yeast ProductionDocument21 pagesYeast ProductionIslam ImadNo ratings yet
- 1-DAIRY PRODUCTS (Lecture 6)Document31 pages1-DAIRY PRODUCTS (Lecture 6)inshirahizhamNo ratings yet
- Paper No.: 07 Paper Title: Technology of Milk and Milk Products Module - 28: Technology of Concentrated Milk Products - Evaporated Milk, Sweetened Condensed MilkDocument14 pagesPaper No.: 07 Paper Title: Technology of Milk and Milk Products Module - 28: Technology of Concentrated Milk Products - Evaporated Milk, Sweetened Condensed MilkSanjeevkumar NaikNo ratings yet
- Yogurt ProductionDocument12 pagesYogurt ProductionTemesgen MuletaNo ratings yet
- Technology and Factors Influencing Greek-Style Yogurt - A ReviewDocument29 pagesTechnology and Factors Influencing Greek-Style Yogurt - A ReviewLourdes LandoniNo ratings yet
- Printing - Fermented Foods SummariesDocument93 pagesPrinting - Fermented Foods SummariesWillylufNo ratings yet
- Project - Ice Cream Layman ARTICLEDocument2 pagesProject - Ice Cream Layman ARTICLEohleevehyahNo ratings yet
- Cheese AdditivesDocument27 pagesCheese AdditivesNiraj SinghNo ratings yet
- 4 Basic Food Molecules Interesting Food Systems 2013Document51 pages4 Basic Food Molecules Interesting Food Systems 2013cutetamtam101No ratings yet
- Process Lines From GEA Westfalia Separator For The Production of ...Document44 pagesProcess Lines From GEA Westfalia Separator For The Production of ...Ruben Serra100% (1)
- 2024 Ug FPT Dr.s.a Unit IIIDocument16 pages2024 Ug FPT Dr.s.a Unit IIIgomathimohanraj375No ratings yet
- Soft Caramel ReportDocument14 pagesSoft Caramel ReportHans Demas Kosasih100% (1)
- Milk Powder ProductionDocument4 pagesMilk Powder ProductionHarish KannaNo ratings yet
- CheeseDocument30 pagesCheeseAdams SadikNo ratings yet
- 6 Pengolahan Susu 2Document46 pages6 Pengolahan Susu 2Nadila Zulfa FithriyaNo ratings yet
- Diacetylactis, Streptococcus Cremoris, Ith An Aroma Producing BacteriaDocument37 pagesDiacetylactis, Streptococcus Cremoris, Ith An Aroma Producing BacteriaNavNo ratings yet
- Maam NotesDocument86 pagesMaam NotesPranay MeskarNo ratings yet
- Industrial Visit Report On Dairy IndustryDocument11 pagesIndustrial Visit Report On Dairy IndustrySammyAdhNo ratings yet
- StalingBAKERpaper 2022Document7 pagesStalingBAKERpaper 2022SQF PractitionerNo ratings yet
- Ice CreamDocument26 pagesIce CreamShelly OktalidyaNo ratings yet
- Dareeeeee SeeeminaarDocument16 pagesDareeeeee SeeeminaarAsfawu BekelaNo ratings yet
- Microbiology of Condensed and Evaporated MilkDocument22 pagesMicrobiology of Condensed and Evaporated MilkMantee KumariNo ratings yet
- Eapp Q4 M4Document12 pagesEapp Q4 M4Allen Benedict NatoNo ratings yet
- Physical Education NutritionDocument38 pagesPhysical Education Nutritionadolf87100% (1)
- Model QuestionnaireDocument3 pagesModel QuestionnaireKing Krish0% (1)
- KMF Customer SatisfactionDocument74 pagesKMF Customer SatisfactionKarthik K JNo ratings yet
- Layne Norton Frequently Asked Questions UpdateDocument208 pagesLayne Norton Frequently Asked Questions UpdatenotteeprinceNo ratings yet
- Frautech CatalogueDocument16 pagesFrautech CatalogueHicham EL KTAIBINo ratings yet
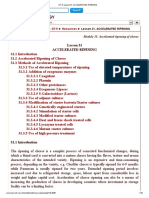
- Cheese Technology: Module 15. Accelerated Ripening of CheeseDocument10 pagesCheese Technology: Module 15. Accelerated Ripening of CheeseAmit Kr GodaraNo ratings yet
- Ebook Manfaat ASI EksklusifDocument2 pagesEbook Manfaat ASI EksklusifwishingbabyNo ratings yet
- Dudhsagar Report.. BhavinDocument61 pagesDudhsagar Report.. Bhavinsandipparekh100% (1)
- BWV 24A COMP Lactase - Action - CO2Document7 pagesBWV 24A COMP Lactase - Action - CO2Carla DionisioNo ratings yet
- 32 AmulDocument75 pages32 Amulsaikripa121No ratings yet
- Marketing Plan of Amul Ice-CreamDocument8 pagesMarketing Plan of Amul Ice-CreamEnglish with Syed Nafees Ahemed50% (2)
- Nano Dairy FarmDocument12 pagesNano Dairy FarmShrivathsaNo ratings yet
- Sweet Potato - An Excellent Source of Livestock FeedDocument5 pagesSweet Potato - An Excellent Source of Livestock Feedabdul rehmanNo ratings yet
- MGT657 - Group Wind - Company Business ReviewDocument27 pagesMGT657 - Group Wind - Company Business Reviewizzat asriNo ratings yet
- Background InformationDocument9 pagesBackground Informationapi-273064385No ratings yet
- V Block AssemblyDocument17 pagesV Block AssemblyRaghavendra P.No ratings yet
- Starbucks & CocioDocument5 pagesStarbucks & CocioWenda JiaNo ratings yet
- Cream Separation PDFDocument6 pagesCream Separation PDFEasy ways2017No ratings yet
- 1191 & 1153Document7 pages1191 & 1153Amruta JadhavNo ratings yet
- White Lies - The Truth About DairyDocument2 pagesWhite Lies - The Truth About DairyVegan FutureNo ratings yet
- Dwnload Full Research Methods For Social Work 8th Edition Rubin Test Bank PDFDocument35 pagesDwnload Full Research Methods For Social Work 8th Edition Rubin Test Bank PDFmatte.caudalebvf100% (12)
- LBT - Schedule of RatesDocument664 pagesLBT - Schedule of Rateschirag247No ratings yet
- tieu-luan-van-hoa-doanh-nghiep bản tiếng anhDocument47 pagestieu-luan-van-hoa-doanh-nghiep bản tiếng anhNông Thị DungNo ratings yet
- MarketingDocument18 pagesMarketingMia PeruchoNo ratings yet
- Assignment 1 - Milk Case Study. Tanzeela Maham ShahidDocument3 pagesAssignment 1 - Milk Case Study. Tanzeela Maham ShahidmahamNo ratings yet
- Cooking Light TruePDF-Summer 2020 PDFDocument100 pagesCooking Light TruePDF-Summer 2020 PDFliv2424No ratings yet
- 12 Frightening Facts About MilkDocument3 pages12 Frightening Facts About MilkAmerican English CourseNo ratings yet
- NKUNDA Cyprien-TERM III - MKT6301 - Week 5 - Summative Assessment 1 - Individual Learning Portfolio - FB-1Document18 pagesNKUNDA Cyprien-TERM III - MKT6301 - Week 5 - Summative Assessment 1 - Individual Learning Portfolio - FB-1Innocent MugenziNo ratings yet