Download as pdf or txt
You might also like
- Cyberpunk 2020 Gear ListingDocument12 pagesCyberpunk 2020 Gear ListingChefSchlumpf67% (3)
- Puts Column 28-90 MM Leica R LensesDocument10 pagesPuts Column 28-90 MM Leica R LensesDaniels PicturesNo ratings yet
- Instructions For Fisheye CameraDocument3 pagesInstructions For Fisheye CameraohpmynNo ratings yet
- Fabrication of The DESI Corrector Lenses: A A A A A A A A B B C D A A B C DDocument9 pagesFabrication of The DESI Corrector Lenses: A A A A A A A A B B C D A A B C DLucia SuarezNo ratings yet
- The Work of The Lens DesignerDocument5 pagesThe Work of The Lens Designerfatimayas USPNo ratings yet
- Slow Tool ServoDocument4 pagesSlow Tool Servokndprasad01No ratings yet
- Manufacturable Mobile Phone Optics - Higher Order Aspheres Are Not Always BetterDocument8 pagesManufacturable Mobile Phone Optics - Higher Order Aspheres Are Not Always BetterRokai LaNo ratings yet
- Katie - Introduction To The Optics Manufacturing ProcessDocument8 pagesKatie - Introduction To The Optics Manufacturing Processkndprasad01No ratings yet
- Notes On Progressive LensesDocument9 pagesNotes On Progressive LensesijudoptoNo ratings yet
- Flank Wear Measurement by Successive Image Analysis: W. Wang, Y.S. Wong, G.S. HongDocument15 pagesFlank Wear Measurement by Successive Image Analysis: W. Wang, Y.S. Wong, G.S. Hongmughal59No ratings yet
- 9 J MST 87 2023 78 84 881Document7 pages9 J MST 87 2023 78 84 881k3proNo ratings yet
- OptimizedMulti elementLensDesignDocument10 pagesOptimizedMulti elementLensDesignffb.boy.30No ratings yet
- Optical Method For Measurement of Radius of Curvature of Large Diameter MirrorsDocument7 pagesOptical Method For Measurement of Radius of Curvature of Large Diameter MirrorsJonathan DeomampoNo ratings yet
- Ceravolo All Spherical Catadioptric GregorianDocument9 pagesCeravolo All Spherical Catadioptric Gregorianzhonghua shiNo ratings yet
- Clin Experimental Optometry - 2008 - Meister - Progress in The Spectacle Correction of Presbyopia Part 2 ModernDocument14 pagesClin Experimental Optometry - 2008 - Meister - Progress in The Spectacle Correction of Presbyopia Part 2 ModernwikiszelaNo ratings yet
- Automated Glass Fragmentation Analysis: Gaile G. Gordon Tasc 55 Walkers Brook Drive Reading, MA 01867Document9 pagesAutomated Glass Fragmentation Analysis: Gaile G. Gordon Tasc 55 Walkers Brook Drive Reading, MA 01867ssNo ratings yet
- Asphere Design For DummiesDocument20 pagesAsphere Design For DummiesMiguel AlejandroNo ratings yet
- Asphere Fabrication Goes Commercial-Part III-Machines On The MarketDocument2 pagesAsphere Fabrication Goes Commercial-Part III-Machines On The Marketkndprasad01No ratings yet
- Camera Overview ReportDocument5 pagesCamera Overview ReportRose GhamariNo ratings yet
- Subwavelength Optical Lithography With Phase-Shift PhotomasksDocument14 pagesSubwavelength Optical Lithography With Phase-Shift Photomasksmonoj123No ratings yet
- 3-D Measurements On PistonsDocument4 pages3-D Measurements On PistonsRajaSekarsajjaNo ratings yet
- Optical Lab Knowledge For TheDocument18 pagesOptical Lab Knowledge For Thedirectorudci optometriaNo ratings yet
- Vehicle Tire (Tyre) Detection and Text Recognition Using Deep LearningDocument6 pagesVehicle Tire (Tyre) Detection and Text Recognition Using Deep LearningSolhost NiceNo ratings yet
- Fabrication Freeform MirrorsDocument2 pagesFabrication Freeform Mirrorskndprasad01No ratings yet
- Liu 2017Document5 pagesLiu 2017krafes.soukainaNo ratings yet
- Zebra BoardsDocument5 pagesZebra BoardsAlfaro ArrietaNo ratings yet
- METROLOGYDocument11 pagesMETROLOGYarvan singhNo ratings yet
- Special Report 08Document3 pagesSpecial Report 08741852963aaaNo ratings yet
- En WP Wire Bonding InspectionDocument8 pagesEn WP Wire Bonding InspectionhueyungxiangNo ratings yet
- Wafer Level CamerasDocument5 pagesWafer Level CamerasidatscribdNo ratings yet
- 1 4 9 PDFDocument7 pages1 4 9 PDFmatias79No ratings yet
- Ias 1660-4556Document10 pagesIas 1660-4556ravindu deshithaNo ratings yet
- 2003 DVDStraightnessDocument9 pages2003 DVDStraightnessyuecheng liNo ratings yet
- Development of A Fast Steering Mirror of Large DiameterDocument9 pagesDevelopment of A Fast Steering Mirror of Large Diameteromer kadıoğluNo ratings yet
- Improving Off Axis Performance WO 66 Petzval EDDocument18 pagesImproving Off Axis Performance WO 66 Petzval EDAher256No ratings yet
- Dangers Lurking Below WCSP Backside CoatingsDocument7 pagesDangers Lurking Below WCSP Backside Coatings70638453No ratings yet
- Image-Based Surface Crack Inspection and Pothole Depth EstimationDocument11 pagesImage-Based Surface Crack Inspection and Pothole Depth Estimationkiytff ghjjjjNo ratings yet
- Kapitel - 7 - en - QXD - Administrator PDFDocument10 pagesKapitel - 7 - en - QXD - Administrator PDFTechNo ratings yet
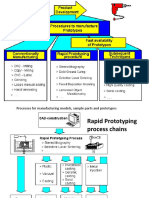
- Processes For Manufacturing Models, Sample Parts and PrototypesDocument39 pagesProcesses For Manufacturing Models, Sample Parts and PrototypesPRATIK JADHAVNo ratings yet
- Soimumps Design Handbook: A Mumps® ProcessDocument26 pagesSoimumps Design Handbook: A Mumps® ProcessFallon RiosNo ratings yet
- Tire Thread Machine Learning ModelDocument12 pagesTire Thread Machine Learning ModelMarcos CostaNo ratings yet
- Preliminary Mechanical Design of Fast Photo MeterDocument16 pagesPreliminary Mechanical Design of Fast Photo MeternandishvjNo ratings yet
- Cad Cam - in Fixed ProsthodonticsDocument54 pagesCad Cam - in Fixed ProsthodonticsGoutham Sunil83% (6)
- Fresnel Lens Dimensions Using 3D Profilometry: Prepared byDocument6 pagesFresnel Lens Dimensions Using 3D Profilometry: Prepared byChucho Rodríguez RondonNo ratings yet
- Vat Photopolymerization ProcessesDocument17 pagesVat Photopolymerization Processeshimanshu singhNo ratings yet
- Design Characteristics and Development of A Nozzle For Coaxial Laser CladdingDocument10 pagesDesign Characteristics and Development of A Nozzle For Coaxial Laser CladdingEduardo MendezNo ratings yet
- A Novel Fabrication Method For Micro Optical Waveguide Mold Based On Y-Cutting TechnologyDocument3 pagesA Novel Fabrication Method For Micro Optical Waveguide Mold Based On Y-Cutting TechnologyRizky FirmansyahNo ratings yet
- EdgeHD WhitePaper FINALDocument24 pagesEdgeHD WhitePaper FINALStephane ChevalierNo ratings yet
- Profile ProjectorDocument17 pagesProfile ProjectorMariam ZakirNo ratings yet
- An Inspection Technology of Inner Surface of The Fine Hole Based On Machine VisionDocument10 pagesAn Inspection Technology of Inner Surface of The Fine Hole Based On Machine VisionAnonymous pKuPK3zUNo ratings yet
- Newt Sec MirrorDocument15 pagesNewt Sec MirrordsvvNo ratings yet
- Tyre Image RecognitionDocument7 pagesTyre Image RecognitionSaurabh GuptaNo ratings yet
- 2017 Esthetic Rehabilitation of Anterior Teeth With Copy Milled RestorationsDocument5 pages2017 Esthetic Rehabilitation of Anterior Teeth With Copy Milled RestorationshadriaanaNo ratings yet
- Automated Metrology Solar CellDocument7 pagesAutomated Metrology Solar CellhanazahrNo ratings yet
- Clemex: Welding AnalysisDocument8 pagesClemex: Welding Analysisemirson_samatNo ratings yet
- 4 - Column DesignDocument10 pages4 - Column Designlarry0lao0iiiNo ratings yet
- Three-Dimensional Particle Image Velocimetry: Experimental Error Analysis of A Digital Angular Stereoscopic SystemDocument11 pagesThree-Dimensional Particle Image Velocimetry: Experimental Error Analysis of A Digital Angular Stereoscopic Systemsamik4uNo ratings yet
- (21928584 - Advanced Optical Technologies) Lens Centering of Aspheres For High-Quality OpticsDocument6 pages(21928584 - Advanced Optical Technologies) Lens Centering of Aspheres For High-Quality OpticsAustin KonNo ratings yet
- 1 - Wei-Cheng Lin - AIV de Un M1Document12 pages1 - Wei-Cheng Lin - AIV de Un M1ojangurenNo ratings yet
- EP Failure AnalysisDocument87 pagesEP Failure AnalysisFisher1987No ratings yet
- Contact Lens Design Tables: Tables for the Determination of Surface Radii of Curvature of Hard Contact Lenses to Give a Required Axial Edge LiftFrom EverandContact Lens Design Tables: Tables for the Determination of Surface Radii of Curvature of Hard Contact Lenses to Give a Required Axial Edge LiftNo ratings yet
- Peters2001 - GeDocument8 pagesPeters2001 - GeWNo ratings yet
- Adani Renewable Business - Engineer Quality - IngotWaferDocument2 pagesAdani Renewable Business - Engineer Quality - IngotWaferWNo ratings yet
- Heavily Boron-Doped Silicon Single Crystal Growth: Boron SegregationDocument4 pagesHeavily Boron-Doped Silicon Single Crystal Growth: Boron SegregationWNo ratings yet
- Centerless Grinding Basic ConceptsDocument4 pagesCenterless Grinding Basic ConceptsWNo ratings yet
- Rapid Optical Manufacturing of Hard Ceramic Conformal WindowsDocument9 pagesRapid Optical Manufacturing of Hard Ceramic Conformal WindowsWNo ratings yet
- Truing & Dressing Centerless Diamond Grinding Wheels: AT's Wheel Adapter Mounting ServiceDocument1 pageTruing & Dressing Centerless Diamond Grinding Wheels: AT's Wheel Adapter Mounting ServiceWNo ratings yet
- Edmund Seminar - Ultra Low Surface Roughness Polishing and MetrologyDocument38 pagesEdmund Seminar - Ultra Low Surface Roughness Polishing and MetrologyWNo ratings yet
- Asphere Metrology: Options For Measuring Aspheric LensesDocument11 pagesAsphere Metrology: Options For Measuring Aspheric LensesWNo ratings yet
- Charged (Pitch) PolishingDocument8 pagesCharged (Pitch) PolishingWNo ratings yet
- Fight-Emoting Polymer Development Centre in UK: DisplayDocument2 pagesFight-Emoting Polymer Development Centre in UK: DisplayWNo ratings yet
- Grinding and Slicing Technique As An Advanced Technology For Silicon Wafer SlicingDocument16 pagesGrinding and Slicing Technique As An Advanced Technology For Silicon Wafer SlicingWNo ratings yet
- A Case Study of Silicon Wafer SlicingDocument22 pagesA Case Study of Silicon Wafer SlicingWNo ratings yet
- A Fuzzy Logic Approach To The Selection of The Best Silicon Crystal Slicing TechnologyDocument8 pagesA Fuzzy Logic Approach To The Selection of The Best Silicon Crystal Slicing TechnologyWNo ratings yet
- I-Bytes Technology February Edition 2021Document86 pagesI-Bytes Technology February Edition 2021IT ShadesNo ratings yet
- Canon RF 100mm f/2.8 L MACRO IS USM LensDocument2 pagesCanon RF 100mm f/2.8 L MACRO IS USM LensNikonRumorsNo ratings yet
- Responding To The Changing Business EnviormentDocument12 pagesResponding To The Changing Business Enviormentdaniel plescaNo ratings yet
- Government of Nepa1Document35 pagesGovernment of Nepa1Nitesh yadavNo ratings yet
- VR Speech OutlineDocument5 pagesVR Speech Outlineapi-548968695No ratings yet
- Kodak Z1285 Manual EnglishDocument79 pagesKodak Z1285 Manual Englishradu marinescuNo ratings yet
- Course 15: Computational PhotographyDocument24 pagesCourse 15: Computational PhotographyDinesh LuniyaNo ratings yet
- 1 EASYRET ZEISS BrochureDocument5 pages1 EASYRET ZEISS BrochureMiguel BascunanNo ratings yet
- Seminar On LEDDocument25 pagesSeminar On LEDOPEYEMI FIADE100% (1)
- Q2 MIL Week 6 LessonDocument27 pagesQ2 MIL Week 6 LessonHasañon Judy AnnNo ratings yet
- Umbar - Performance Task 7Document3 pagesUmbar - Performance Task 7Bella CiaoNo ratings yet
- D5300 ManualDocument104 pagesD5300 ManualSteve NjengaNo ratings yet
- Virtual RealityDocument3 pagesVirtual RealityPratistha AyonnaNo ratings yet
- The DPS Ultimate Guide To Nature and Outdoor PhotographyDocument50 pagesThe DPS Ultimate Guide To Nature and Outdoor Photographybionut1No ratings yet
- Lesson Plan - Introduction To 3-D ShapesDocument4 pagesLesson Plan - Introduction To 3-D ShapesLubna ZreinNo ratings yet
- Norman Medoff and Edward J. Fink (Auth.) - Portable Video. News and Field Production (2012)Document380 pagesNorman Medoff and Edward J. Fink (Auth.) - Portable Video. News and Field Production (2012)Marliza binti Abdul Malik Faculty of Communication, Visual Art & ComputingNo ratings yet
- FINEPIX Z85/Z90 Series: Owner's ManualDocument126 pagesFINEPIX Z85/Z90 Series: Owner's Manualperry7grineNo ratings yet
- Polycom Eagleeye™ Producer: Hands-Free Camera Operation and Usage AnalyticsDocument2 pagesPolycom Eagleeye™ Producer: Hands-Free Camera Operation and Usage Analyticsshubham singhNo ratings yet
- Professional Photographer - April 2021Document93 pagesProfessional Photographer - April 2021weiguan haiNo ratings yet
- DM2500 Leica MicroscopeDocument10 pagesDM2500 Leica Microscopemachinemam29No ratings yet
- Bushnell 2003 CatalogDocument9 pagesBushnell 2003 CatalogCraig ThompsonNo ratings yet
- Tute QuestionsDocument6 pagesTute QuestionsEce Ebru KayaNo ratings yet
- Microscope WebquestDocument4 pagesMicroscope Webquestnoemi moralesNo ratings yet
- Southway College of Technology Criminology Department: PhotographyDocument14 pagesSouthway College of Technology Criminology Department: PhotographyAmber EbayaNo ratings yet
- Oppo Product CatalogDocument26 pagesOppo Product CatalogNurhayati NurulNo ratings yet
- LUCIA Forensic Leaflet - enDocument4 pagesLUCIA Forensic Leaflet - enRoiban FlorinNo ratings yet
- An Atm With EyeDocument24 pagesAn Atm With EyeunweltedNo ratings yet
- Samsung Digital Camera SCB-2000Document17 pagesSamsung Digital Camera SCB-2000Jose Luis BallesterosNo ratings yet