
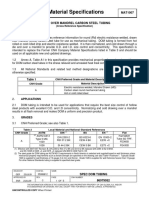
Astm a865 Муфты Npt
Astm a865 Муфты Npt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (350)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (824)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Caterpillar 323d 323d L 323d LN Excavators Parts ManualDocument20 pagesCaterpillar 323d 323d L 323d LN Excavators Parts Manualwilliam100% (62)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- A322Document4 pagesA322rgi178No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- GMW3059Document17 pagesGMW3059rgi178No ratings yet
- Astm A787Document7 pagesAstm A787rgi178No ratings yet
- Oracle Siebel Application TestingDocument27 pagesOracle Siebel Application TestingaustinfruNo ratings yet
- Sage ERP X3 ManufacturingDocument2 pagesSage ERP X3 ManufacturingpannieconradieNo ratings yet
- Astm A1018m PDFDocument7 pagesAstm A1018m PDFrgi178No ratings yet
- Wrought Ferritic, Ferritic/Austenitic, and Martensitic Stainless Steel Piping FittingsDocument8 pagesWrought Ferritic, Ferritic/Austenitic, and Martensitic Stainless Steel Piping Fittingsrgi178No ratings yet
- A1053a1053m PDFDocument5 pagesA1053a1053m PDFrgi178No ratings yet
- Electric-Fusion-Welded Steel Pipe For Atmospheric and Lower TemperaturesDocument7 pagesElectric-Fusion-Welded Steel Pipe For Atmospheric and Lower Temperaturesrgi178No ratings yet
- Cold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion ResistanceDocument5 pagesCold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion Resistancergi178No ratings yet
- Steel Line Pipe, Black, Plain-End, Seamless: Standard Specification ForDocument6 pagesSteel Line Pipe, Black, Plain-End, Seamless: Standard Specification Forrgi178No ratings yet
- General Requirements For Alloy and Stainless Steel PipeDocument11 pagesGeneral Requirements For Alloy and Stainless Steel Pipergi178No ratings yet
- A498Document13 pagesA498rgi178No ratings yet
- A498Document3 pagesA498rgi178No ratings yet
- Copper-Brazed Steel Tubing: Standard Specification ForDocument4 pagesCopper-Brazed Steel Tubing: Standard Specification Forrgi178No ratings yet
- CNH Mat 1007 - 07-2009Document5 pagesCNH Mat 1007 - 07-2009rgi178No ratings yet
- A181A181MDocument3 pagesA181A181Mrgi178No ratings yet
- Quality Plan IKANODocument30 pagesQuality Plan IKANOLilija BreivaNo ratings yet
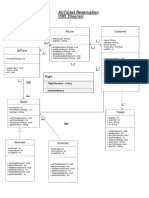
- Airticket Reservation Uml Diagram: FlightDocument1 pageAirticket Reservation Uml Diagram: Flightsalman mughalNo ratings yet
- SPE-177729-MS Improving Mega Project Economics Through The Use of Early ProductionDocument4 pagesSPE-177729-MS Improving Mega Project Economics Through The Use of Early Productionmohamed_sahnoun_enisNo ratings yet
- Default Rules OMDocument6 pagesDefault Rules OMSravaniMeessaragandaM0% (1)
- Steve Jobs: Presented By-Santosh Vijay Dhamankur Rahul JatinDocument24 pagesSteve Jobs: Presented By-Santosh Vijay Dhamankur Rahul JatinPaul013No ratings yet
- 5S - Good HousekeepingDocument39 pages5S - Good Housekeepingrslapena100% (10)
- Adding New Key Figure To Planning BookDocument8 pagesAdding New Key Figure To Planning BookavsomshettiNo ratings yet
- ArditHoda ECVDocument3 pagesArditHoda ECVArdit HodaNo ratings yet
- SMSK ISPL BrochureDocument4 pagesSMSK ISPL BrochureT.M.DEVI T.MNo ratings yet
- GOODYEAR Product Catalogue AsDocument300 pagesGOODYEAR Product Catalogue Astheunauthorised50% (2)
- InstallationGuide SAP SQLDocument31 pagesInstallationGuide SAP SQLCheo GarzaNo ratings yet
- JHMCS-D 2002Document83 pagesJHMCS-D 2002MeNo ratings yet
- Guia Bfa SMS PDFDocument1 pageGuia Bfa SMS PDFAnonymous wsT3YTNo ratings yet
- Sinamics g120p Cabinet Catalog d35 en 2018Document246 pagesSinamics g120p Cabinet Catalog d35 en 2018Edgar Lecona MNo ratings yet
- Floating Solar Market ReportDocument131 pagesFloating Solar Market ReportGustavo Iannacone100% (1)
- CV April IbaDocument94 pagesCV April Ibastudnt07No ratings yet
- A90055-5 Frequently Asked Questions - 2017 Edition of CSA Z245.11, 12 and 15 Standard Compliance - A6C3A7Document2 pagesA90055-5 Frequently Asked Questions - 2017 Edition of CSA Z245.11, 12 and 15 Standard Compliance - A6C3A7Luis Barrios ArandaNo ratings yet
- Daftar Pustaka Pratikum PTKDocument2 pagesDaftar Pustaka Pratikum PTKLopen JelinNo ratings yet
- 15 Training and Support enDocument9 pages15 Training and Support enIsmael GraciaNo ratings yet
- Bits Mba Profile 2019-21Document20 pagesBits Mba Profile 2019-21CHIRAG MATTANo ratings yet
- Takt TimeDocument4 pagesTakt Timemj123No ratings yet
- Usg Drywall Suspension System Catalog en AC3152Document60 pagesUsg Drywall Suspension System Catalog en AC3152bo cephusNo ratings yet
- Eco-Efficient Waste Glass Recycling - Integrated Waste Management and Green Product Development Through LCADocument9 pagesEco-Efficient Waste Glass Recycling - Integrated Waste Management and Green Product Development Through LCAAnatta OngNo ratings yet
- Group Members: Azli Ariffin Prabhu A/L Chandra Sagaran Norazmi Jumali Ratna Dewi Nursal Nur Ezrin Abdol RahimDocument62 pagesGroup Members: Azli Ariffin Prabhu A/L Chandra Sagaran Norazmi Jumali Ratna Dewi Nursal Nur Ezrin Abdol RahimNur EzrinNo ratings yet
- Birmingham Energy Institute NewspaperDocument12 pagesBirmingham Energy Institute NewspaperGavin D. J. HarperNo ratings yet
- Code of Practice For The Structural Use of Steel 2011Document388 pagesCode of Practice For The Structural Use of Steel 2011gamer9995126100% (1)
- 580-32-3157 Rev F0189Document20 pages580-32-3157 Rev F0189mohsenhfdNo ratings yet



















































































Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (350)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (824)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Caterpillar 323d 323d L 323d LN Excavators Parts ManualDocument20 pagesCaterpillar 323d 323d L 323d LN Excavators Parts Manualwilliam100% (62)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- A322Document4 pagesA322rgi178No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- GMW3059Document17 pagesGMW3059rgi178No ratings yet
- Astm A787Document7 pagesAstm A787rgi178No ratings yet
- Oracle Siebel Application TestingDocument27 pagesOracle Siebel Application TestingaustinfruNo ratings yet
- Sage ERP X3 ManufacturingDocument2 pagesSage ERP X3 ManufacturingpannieconradieNo ratings yet
- Astm A1018m PDFDocument7 pagesAstm A1018m PDFrgi178No ratings yet
- Wrought Ferritic, Ferritic/Austenitic, and Martensitic Stainless Steel Piping FittingsDocument8 pagesWrought Ferritic, Ferritic/Austenitic, and Martensitic Stainless Steel Piping Fittingsrgi178No ratings yet
- A1053a1053m PDFDocument5 pagesA1053a1053m PDFrgi178No ratings yet
- Electric-Fusion-Welded Steel Pipe For Atmospheric and Lower TemperaturesDocument7 pagesElectric-Fusion-Welded Steel Pipe For Atmospheric and Lower Temperaturesrgi178No ratings yet
- Cold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion ResistanceDocument5 pagesCold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion Resistancergi178No ratings yet
- Steel Line Pipe, Black, Plain-End, Seamless: Standard Specification ForDocument6 pagesSteel Line Pipe, Black, Plain-End, Seamless: Standard Specification Forrgi178No ratings yet
- General Requirements For Alloy and Stainless Steel PipeDocument11 pagesGeneral Requirements For Alloy and Stainless Steel Pipergi178No ratings yet
- A498Document13 pagesA498rgi178No ratings yet
- A498Document3 pagesA498rgi178No ratings yet
- Copper-Brazed Steel Tubing: Standard Specification ForDocument4 pagesCopper-Brazed Steel Tubing: Standard Specification Forrgi178No ratings yet
- CNH Mat 1007 - 07-2009Document5 pagesCNH Mat 1007 - 07-2009rgi178No ratings yet
- A181A181MDocument3 pagesA181A181Mrgi178No ratings yet
- Quality Plan IKANODocument30 pagesQuality Plan IKANOLilija BreivaNo ratings yet
- Airticket Reservation Uml Diagram: FlightDocument1 pageAirticket Reservation Uml Diagram: Flightsalman mughalNo ratings yet
- SPE-177729-MS Improving Mega Project Economics Through The Use of Early ProductionDocument4 pagesSPE-177729-MS Improving Mega Project Economics Through The Use of Early Productionmohamed_sahnoun_enisNo ratings yet
- Default Rules OMDocument6 pagesDefault Rules OMSravaniMeessaragandaM0% (1)
- Steve Jobs: Presented By-Santosh Vijay Dhamankur Rahul JatinDocument24 pagesSteve Jobs: Presented By-Santosh Vijay Dhamankur Rahul JatinPaul013No ratings yet
- 5S - Good HousekeepingDocument39 pages5S - Good Housekeepingrslapena100% (10)
- Adding New Key Figure To Planning BookDocument8 pagesAdding New Key Figure To Planning BookavsomshettiNo ratings yet
- ArditHoda ECVDocument3 pagesArditHoda ECVArdit HodaNo ratings yet
- SMSK ISPL BrochureDocument4 pagesSMSK ISPL BrochureT.M.DEVI T.MNo ratings yet
- GOODYEAR Product Catalogue AsDocument300 pagesGOODYEAR Product Catalogue Astheunauthorised50% (2)
- InstallationGuide SAP SQLDocument31 pagesInstallationGuide SAP SQLCheo GarzaNo ratings yet
- JHMCS-D 2002Document83 pagesJHMCS-D 2002MeNo ratings yet
- Guia Bfa SMS PDFDocument1 pageGuia Bfa SMS PDFAnonymous wsT3YTNo ratings yet
- Sinamics g120p Cabinet Catalog d35 en 2018Document246 pagesSinamics g120p Cabinet Catalog d35 en 2018Edgar Lecona MNo ratings yet
- Floating Solar Market ReportDocument131 pagesFloating Solar Market ReportGustavo Iannacone100% (1)
- CV April IbaDocument94 pagesCV April Ibastudnt07No ratings yet
- A90055-5 Frequently Asked Questions - 2017 Edition of CSA Z245.11, 12 and 15 Standard Compliance - A6C3A7Document2 pagesA90055-5 Frequently Asked Questions - 2017 Edition of CSA Z245.11, 12 and 15 Standard Compliance - A6C3A7Luis Barrios ArandaNo ratings yet
- Daftar Pustaka Pratikum PTKDocument2 pagesDaftar Pustaka Pratikum PTKLopen JelinNo ratings yet
- 15 Training and Support enDocument9 pages15 Training and Support enIsmael GraciaNo ratings yet
- Bits Mba Profile 2019-21Document20 pagesBits Mba Profile 2019-21CHIRAG MATTANo ratings yet
- Takt TimeDocument4 pagesTakt Timemj123No ratings yet
- Usg Drywall Suspension System Catalog en AC3152Document60 pagesUsg Drywall Suspension System Catalog en AC3152bo cephusNo ratings yet
- Eco-Efficient Waste Glass Recycling - Integrated Waste Management and Green Product Development Through LCADocument9 pagesEco-Efficient Waste Glass Recycling - Integrated Waste Management and Green Product Development Through LCAAnatta OngNo ratings yet
- Group Members: Azli Ariffin Prabhu A/L Chandra Sagaran Norazmi Jumali Ratna Dewi Nursal Nur Ezrin Abdol RahimDocument62 pagesGroup Members: Azli Ariffin Prabhu A/L Chandra Sagaran Norazmi Jumali Ratna Dewi Nursal Nur Ezrin Abdol RahimNur EzrinNo ratings yet
- Birmingham Energy Institute NewspaperDocument12 pagesBirmingham Energy Institute NewspaperGavin D. J. HarperNo ratings yet
- Code of Practice For The Structural Use of Steel 2011Document388 pagesCode of Practice For The Structural Use of Steel 2011gamer9995126100% (1)
- 580-32-3157 Rev F0189Document20 pages580-32-3157 Rev F0189mohsenhfdNo ratings yet