
L5 Junction in Friction - Junction Growth - 2021
L5 Junction in Friction - Junction Growth - 2021
You might also like
- Through Bolt Design EC2Document3 pagesThrough Bolt Design EC2Mungkorn Satt100% (1)
- Structural Excavation and Back FillDocument14 pagesStructural Excavation and Back FillphilipyapNo ratings yet
- CIVE1144 - Structural Analysis Lec 4 (2019)Document39 pagesCIVE1144 - Structural Analysis Lec 4 (2019)Leon TltNo ratings yet
- Graph Quadratic Functions in Vertex or Intercept Form: For Your NotebookDocument7 pagesGraph Quadratic Functions in Vertex or Intercept Form: For Your Notebook미나No ratings yet
- 06 ShearDocument32 pages06 ShearNathan MolongwanaNo ratings yet
- Foundation of Re-Normalized Synergetics:: Issues of Computability and ComplexityDocument17 pagesFoundation of Re-Normalized Synergetics:: Issues of Computability and ComplexityMilan JovovicNo ratings yet
- ESq HWCNacjf KY283 ERb TDocument21 pagesESq HWCNacjf KY283 ERb TJohn ElishNo ratings yet
- Strength of MaterialsDocument8 pagesStrength of MaterialsabshawNo ratings yet
- Basic Energy Principles in Stiffness Analysis: Stress-Strain RelationsDocument9 pagesBasic Energy Principles in Stiffness Analysis: Stress-Strain RelationsarjunNo ratings yet
- Level 5 Ellipse - 230207 - 100819Document10 pagesLevel 5 Ellipse - 230207 - 100819Tarun SamantaNo ratings yet
- Lec 8Document22 pagesLec 8Abdul Hanan SheikhNo ratings yet
- Effect If Shear Deformations On Tie Bending If Rectangular PlatesDocument5 pagesEffect If Shear Deformations On Tie Bending If Rectangular PlatesBahaa AlomairiNo ratings yet
- Chap10 2Document8 pagesChap10 2alexNo ratings yet
- Slide 1Document5 pagesSlide 1Franchelle KayeNo ratings yet
- FT 02 QPDocument8 pagesFT 02 QPAnYme XNo ratings yet
- 1C8 Advanced Design of Steel Structures: Prepared by Josef MachacekDocument24 pages1C8 Advanced Design of Steel Structures: Prepared by Josef MachacekLeavMenghuyNo ratings yet
- 1.BM & SF PDFDocument11 pages1.BM & SF PDFsutrimoNo ratings yet
- Lateral Torsional Buckling of Web Tapered I Beams 1d and 3d Fem ApproachDocument6 pagesLateral Torsional Buckling of Web Tapered I Beams 1d and 3d Fem ApproachKleber RamosNo ratings yet
- Section 1.5 General Second Degree Equations PDFDocument3 pagesSection 1.5 General Second Degree Equations PDFRaymart Leyson100% (1)
- Sally Dawson, BNL Introduction To The Standard Model TASI, 2006Document54 pagesSally Dawson, BNL Introduction To The Standard Model TASI, 2006WWE SuperstarsNo ratings yet
- Lateral-Torsional Buckling of Web-Tapered I-Beams. 1D and 3D FEM ApproachDocument7 pagesLateral-Torsional Buckling of Web-Tapered I-Beams. 1D and 3D FEM ApproachDaniel YTNo ratings yet
- ECE440 MW Chapter - 2 - EM Plane Wave Propagation PDFDocument53 pagesECE440 MW Chapter - 2 - EM Plane Wave Propagation PDFBill PiedraNo ratings yet
- Math 170 Lecture8Document33 pagesMath 170 Lecture8Murat SahilliogluNo ratings yet
- Tanishyhumar: 2.5 FIX X 4 4Document2 pagesTanishyhumar: 2.5 FIX X 4 4tankumar27No ratings yet
- ENGI6705 StructuralAnalysis ClassNotes2Document14 pagesENGI6705 StructuralAnalysis ClassNotes2TanitriNo ratings yet
- EE2001D - Unit - 7-Maxwell's Equations PDFDocument40 pagesEE2001D - Unit - 7-Maxwell's Equations PDFbenson215No ratings yet
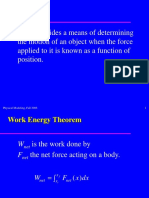
- Work Provides A Means of Determining The Motion of An Object When The Force Applied To It Is Known As A Function of PositionDocument11 pagesWork Provides A Means of Determining The Motion of An Object When The Force Applied To It Is Known As A Function of PositionjearNo ratings yet
- Chapter 3 - Strain Energy 2024Document39 pagesChapter 3 - Strain Energy 2024patriquembeleonokokoNo ratings yet
- Qcd, Wick'S Theorem For Kdv Τ -Functions And The String EquationDocument6 pagesQcd, Wick'S Theorem For Kdv Τ -Functions And The String Equationhelmantico1970No ratings yet
- Ap22 Apc Physics C Mech q1 Set 2Document18 pagesAp22 Apc Physics C Mech q1 Set 2Dilpreet SinghNo ratings yet
- Math 30-1 Diploma ReviewDocument25 pagesMath 30-1 Diploma ReviewHeidy ChauNo ratings yet
- Solution To TP1Document8 pagesSolution To TP1khadiz.a0104No ratings yet
- Mock Test 09 - (Test Papers) - Lakshya JEE 2024Document11 pagesMock Test 09 - (Test Papers) - Lakshya JEE 2024MerakiNo ratings yet
- Intensive CST-01 (Code-A) 09-06-2022 SolDocument23 pagesIntensive CST-01 (Code-A) 09-06-2022 SolThe BoNg FOOD recipesNo ratings yet
- WINSEM2017-18 - ECE2005 - TH - TT304 - VL2017185001360 - Reference Material IV - CatI - A2 - Slot - KeyDocument3 pagesWINSEM2017-18 - ECE2005 - TH - TT304 - VL2017185001360 - Reference Material IV - CatI - A2 - Slot - KeyCh PranushaNo ratings yet
- The Analysis of Beams & Frames: Iii) Beams and Frames Subjected To Shear Force, Bending Moment and Axial ForcesDocument73 pagesThe Analysis of Beams & Frames: Iii) Beams and Frames Subjected To Shear Force, Bending Moment and Axial Forcessohail ahmedNo ratings yet
- ECE440 MW Chapter - 2 - EM Plane Wave PropagationDocument53 pagesECE440 MW Chapter - 2 - EM Plane Wave Propagationomar1905283No ratings yet
- Aakash Intensive CST 01-A (@neet - Nikalo1)Document39 pagesAakash Intensive CST 01-A (@neet - Nikalo1)all India TamilNo ratings yet
- Sample Examination PaperDocument5 pagesSample Examination Paperjunehum049No ratings yet
- U U V V W: Extending Koiter's Simplified Equations To Cylindrical Shells of Arbitrary Closed Cross SectionDocument7 pagesU U V V W: Extending Koiter's Simplified Equations To Cylindrical Shells of Arbitrary Closed Cross SectionRui CbNo ratings yet
- Holt Algebra 1 - Chapter 05 - SAT-ACTDocument3 pagesHolt Algebra 1 - Chapter 05 - SAT-ACTStanley GuoNo ratings yet
- STERA3D Technical ManualDocument364 pagesSTERA3D Technical ManualJohn Michael CampitanNo ratings yet
- 502 Sample PaperDocument6 pages502 Sample PaperLawson SangoNo ratings yet
- Energy Methods Two Weeks, Seventh in LineDocument38 pagesEnergy Methods Two Weeks, Seventh in LineHarrold CuteNo ratings yet
- Lecture 2: Review of Vector Calculus: Instructor: Dr. Gleb V. Tcheslavski Contact: Office Hours: Class Web SiteDocument30 pagesLecture 2: Review of Vector Calculus: Instructor: Dr. Gleb V. Tcheslavski Contact: Office Hours: Class Web SitetalhausmanNo ratings yet
- CST 1Document20 pagesCST 1aryaadarshsinghNo ratings yet
- 15A04403 Electromagnetic Theory & Transmission LinesDocument2 pages15A04403 Electromagnetic Theory & Transmission LinesRadhika MahankaliNo ratings yet
- 17.05.24 Seniors-Super24 Pap-1 SolutionsDocument22 pages17.05.24 Seniors-Super24 Pap-1 SolutionsHhNo ratings yet
- Part 1.2. Back PropagationDocument30 pagesPart 1.2. Back PropagationViệt HoàngNo ratings yet
- Chapter 5Document16 pagesChapter 5nursyahzananiNo ratings yet
- On CR-Structure and F-Structure Satisfying: C C F F X YDocument2 pagesOn CR-Structure and F-Structure Satisfying: C C F F X YerpublicationNo ratings yet
- Final Unit 6 Ellipsesspr18Document38 pagesFinal Unit 6 Ellipsesspr18api-276566085No ratings yet
- FME3 Ch05 DeformationDocument23 pagesFME3 Ch05 DeformationM.Hafidz AqilNo ratings yet
- Function NotesDocument16 pagesFunction NotesAnkit PooniaNo ratings yet
- PureMaths1979 Pastpaper P2Document3 pagesPureMaths1979 Pastpaper P2wltfNo ratings yet
- Assignment-2 - Vector AnalysisDocument5 pagesAssignment-2 - Vector Analysiskaushal gupta100% (1)
- Quantum Mechanics - 5Document20 pagesQuantum Mechanics - 5khaledga65No ratings yet
- MIT16 522S15 Lecture17Document5 pagesMIT16 522S15 Lecture17lololol 1010101No ratings yet
- RTS 06 QPDocument17 pagesRTS 06 QPM charan X CNo ratings yet
- Numerical Methods For Partial Differential Equations: Problem 5.1 Linear Output FunctionalsDocument6 pagesNumerical Methods For Partial Differential Equations: Problem 5.1 Linear Output FunctionalsMohamed JaawaneNo ratings yet
- Rectangular Wave GuideDocument6 pagesRectangular Wave GuideKamran RaziNo ratings yet
- Study Guide For Module 5 CONCRETEDocument10 pagesStudy Guide For Module 5 CONCRETEKherstine Muyano TantayNo ratings yet
- Jis Beams PDFDocument1 pageJis Beams PDFwisnu_bayusaktiNo ratings yet
- JKRDocument3 pagesJKRStanley NgNo ratings yet
- Muthoot Homez, STN Chambers, Vazhuthacaud, Trivandrum, KeralaDocument10 pagesMuthoot Homez, STN Chambers, Vazhuthacaud, Trivandrum, KeralaJomon JohnyNo ratings yet
- Drawing List - BMSDocument2 pagesDrawing List - BMShannaNo ratings yet
- May 2022 Ce Board Exam Policarpio 3: Eview NnovationsDocument3 pagesMay 2022 Ce Board Exam Policarpio 3: Eview NnovationsKian InductivoNo ratings yet
- Section Through M-M: East Elevation West Elevation Front ElevatiionDocument1 pageSection Through M-M: East Elevation West Elevation Front ElevatiionAthiyo MartinNo ratings yet
- An Introduction To Stress and Strain - The Efficient EngineerDocument10 pagesAn Introduction To Stress and Strain - The Efficient Engineermysterioussecret771No ratings yet
- CFD Radiator by Nano AjayDocument35 pagesCFD Radiator by Nano AjayPooja BanNo ratings yet
- Specifications For Plumbing, Drainage, Portable Fire Extinguishers and Hosereel PDFDocument31 pagesSpecifications For Plumbing, Drainage, Portable Fire Extinguishers and Hosereel PDFsk lukoNo ratings yet
- Buıldıng MaterıalsDocument40 pagesBuıldıng MaterıalsKagan DolekNo ratings yet
- Petrosleeve PresentationDocument26 pagesPetrosleeve PresentationGerman Gonzalo RivasNo ratings yet
- Rail Specification S & CorrosionDocument94 pagesRail Specification S & CorrosionGowthami Priya HanumuthuNo ratings yet
- Applications & Processing of Metal AlloysDocument17 pagesApplications & Processing of Metal AlloysSohaibNo ratings yet
- Glossary of Roofing TermsDocument8 pagesGlossary of Roofing TermsKevinNo ratings yet
- 9 Braced CutsDocument26 pages9 Braced CutsAizat HermanNo ratings yet
- API 653 Minimum Thk. CalculationDocument1 pageAPI 653 Minimum Thk. CalculationSiva baalan0% (1)
- Vernacular TermsDocument3 pagesVernacular TermsSamson, Maisie DominiqueNo ratings yet
- Seccionviii UltDocument12 pagesSeccionviii UltFa ChNo ratings yet
- Averted Piping Failure - Earth Dam On Permeable FoundationDocument9 pagesAverted Piping Failure - Earth Dam On Permeable FoundationHabeeb ShaikNo ratings yet
- Hepworth Company Profile.Document24 pagesHepworth Company Profile.Osama sayedNo ratings yet
- Arup Journal 2-2009Document60 pagesArup Journal 2-2009alvaredNo ratings yet
- Liahona: BuildersDocument1 pageLiahona: BuildersSheena Mae FloresNo ratings yet
- Ultimate Load Capacity of Pile Foundation, Q: WhereDocument11 pagesUltimate Load Capacity of Pile Foundation, Q: WhereRgne EpehakNo ratings yet
- Column Footing Detail-1Document1 pageColumn Footing Detail-1Dianne EstillerNo ratings yet
- Bridge Beam Manual: Precast Concrete SpecialistsDocument27 pagesBridge Beam Manual: Precast Concrete SpecialistsVijayNo ratings yet
- Pile Design UsingDocument6 pagesPile Design UsingIndustry Standard Structural DesignNo ratings yet






















































































Download as pdf or txt
You might also like
- Through Bolt Design EC2Document3 pagesThrough Bolt Design EC2Mungkorn Satt100% (1)
- Structural Excavation and Back FillDocument14 pagesStructural Excavation and Back FillphilipyapNo ratings yet
- CIVE1144 - Structural Analysis Lec 4 (2019)Document39 pagesCIVE1144 - Structural Analysis Lec 4 (2019)Leon TltNo ratings yet
- Graph Quadratic Functions in Vertex or Intercept Form: For Your NotebookDocument7 pagesGraph Quadratic Functions in Vertex or Intercept Form: For Your Notebook미나No ratings yet
- 06 ShearDocument32 pages06 ShearNathan MolongwanaNo ratings yet
- Foundation of Re-Normalized Synergetics:: Issues of Computability and ComplexityDocument17 pagesFoundation of Re-Normalized Synergetics:: Issues of Computability and ComplexityMilan JovovicNo ratings yet
- ESq HWCNacjf KY283 ERb TDocument21 pagesESq HWCNacjf KY283 ERb TJohn ElishNo ratings yet
- Strength of MaterialsDocument8 pagesStrength of MaterialsabshawNo ratings yet
- Basic Energy Principles in Stiffness Analysis: Stress-Strain RelationsDocument9 pagesBasic Energy Principles in Stiffness Analysis: Stress-Strain RelationsarjunNo ratings yet
- Level 5 Ellipse - 230207 - 100819Document10 pagesLevel 5 Ellipse - 230207 - 100819Tarun SamantaNo ratings yet
- Lec 8Document22 pagesLec 8Abdul Hanan SheikhNo ratings yet
- Effect If Shear Deformations On Tie Bending If Rectangular PlatesDocument5 pagesEffect If Shear Deformations On Tie Bending If Rectangular PlatesBahaa AlomairiNo ratings yet
- Chap10 2Document8 pagesChap10 2alexNo ratings yet
- Slide 1Document5 pagesSlide 1Franchelle KayeNo ratings yet
- FT 02 QPDocument8 pagesFT 02 QPAnYme XNo ratings yet
- 1C8 Advanced Design of Steel Structures: Prepared by Josef MachacekDocument24 pages1C8 Advanced Design of Steel Structures: Prepared by Josef MachacekLeavMenghuyNo ratings yet
- 1.BM & SF PDFDocument11 pages1.BM & SF PDFsutrimoNo ratings yet
- Lateral Torsional Buckling of Web Tapered I Beams 1d and 3d Fem ApproachDocument6 pagesLateral Torsional Buckling of Web Tapered I Beams 1d and 3d Fem ApproachKleber RamosNo ratings yet
- Section 1.5 General Second Degree Equations PDFDocument3 pagesSection 1.5 General Second Degree Equations PDFRaymart Leyson100% (1)
- Sally Dawson, BNL Introduction To The Standard Model TASI, 2006Document54 pagesSally Dawson, BNL Introduction To The Standard Model TASI, 2006WWE SuperstarsNo ratings yet
- Lateral-Torsional Buckling of Web-Tapered I-Beams. 1D and 3D FEM ApproachDocument7 pagesLateral-Torsional Buckling of Web-Tapered I-Beams. 1D and 3D FEM ApproachDaniel YTNo ratings yet
- ECE440 MW Chapter - 2 - EM Plane Wave Propagation PDFDocument53 pagesECE440 MW Chapter - 2 - EM Plane Wave Propagation PDFBill PiedraNo ratings yet
- Math 170 Lecture8Document33 pagesMath 170 Lecture8Murat SahilliogluNo ratings yet
- Tanishyhumar: 2.5 FIX X 4 4Document2 pagesTanishyhumar: 2.5 FIX X 4 4tankumar27No ratings yet
- ENGI6705 StructuralAnalysis ClassNotes2Document14 pagesENGI6705 StructuralAnalysis ClassNotes2TanitriNo ratings yet
- EE2001D - Unit - 7-Maxwell's Equations PDFDocument40 pagesEE2001D - Unit - 7-Maxwell's Equations PDFbenson215No ratings yet
- Work Provides A Means of Determining The Motion of An Object When The Force Applied To It Is Known As A Function of PositionDocument11 pagesWork Provides A Means of Determining The Motion of An Object When The Force Applied To It Is Known As A Function of PositionjearNo ratings yet
- Chapter 3 - Strain Energy 2024Document39 pagesChapter 3 - Strain Energy 2024patriquembeleonokokoNo ratings yet
- Qcd, Wick'S Theorem For Kdv Τ -Functions And The String EquationDocument6 pagesQcd, Wick'S Theorem For Kdv Τ -Functions And The String Equationhelmantico1970No ratings yet
- Ap22 Apc Physics C Mech q1 Set 2Document18 pagesAp22 Apc Physics C Mech q1 Set 2Dilpreet SinghNo ratings yet
- Math 30-1 Diploma ReviewDocument25 pagesMath 30-1 Diploma ReviewHeidy ChauNo ratings yet
- Solution To TP1Document8 pagesSolution To TP1khadiz.a0104No ratings yet
- Mock Test 09 - (Test Papers) - Lakshya JEE 2024Document11 pagesMock Test 09 - (Test Papers) - Lakshya JEE 2024MerakiNo ratings yet
- Intensive CST-01 (Code-A) 09-06-2022 SolDocument23 pagesIntensive CST-01 (Code-A) 09-06-2022 SolThe BoNg FOOD recipesNo ratings yet
- WINSEM2017-18 - ECE2005 - TH - TT304 - VL2017185001360 - Reference Material IV - CatI - A2 - Slot - KeyDocument3 pagesWINSEM2017-18 - ECE2005 - TH - TT304 - VL2017185001360 - Reference Material IV - CatI - A2 - Slot - KeyCh PranushaNo ratings yet
- The Analysis of Beams & Frames: Iii) Beams and Frames Subjected To Shear Force, Bending Moment and Axial ForcesDocument73 pagesThe Analysis of Beams & Frames: Iii) Beams and Frames Subjected To Shear Force, Bending Moment and Axial Forcessohail ahmedNo ratings yet
- ECE440 MW Chapter - 2 - EM Plane Wave PropagationDocument53 pagesECE440 MW Chapter - 2 - EM Plane Wave Propagationomar1905283No ratings yet
- Aakash Intensive CST 01-A (@neet - Nikalo1)Document39 pagesAakash Intensive CST 01-A (@neet - Nikalo1)all India TamilNo ratings yet
- Sample Examination PaperDocument5 pagesSample Examination Paperjunehum049No ratings yet
- U U V V W: Extending Koiter's Simplified Equations To Cylindrical Shells of Arbitrary Closed Cross SectionDocument7 pagesU U V V W: Extending Koiter's Simplified Equations To Cylindrical Shells of Arbitrary Closed Cross SectionRui CbNo ratings yet
- Holt Algebra 1 - Chapter 05 - SAT-ACTDocument3 pagesHolt Algebra 1 - Chapter 05 - SAT-ACTStanley GuoNo ratings yet
- STERA3D Technical ManualDocument364 pagesSTERA3D Technical ManualJohn Michael CampitanNo ratings yet
- 502 Sample PaperDocument6 pages502 Sample PaperLawson SangoNo ratings yet
- Energy Methods Two Weeks, Seventh in LineDocument38 pagesEnergy Methods Two Weeks, Seventh in LineHarrold CuteNo ratings yet
- Lecture 2: Review of Vector Calculus: Instructor: Dr. Gleb V. Tcheslavski Contact: Office Hours: Class Web SiteDocument30 pagesLecture 2: Review of Vector Calculus: Instructor: Dr. Gleb V. Tcheslavski Contact: Office Hours: Class Web SitetalhausmanNo ratings yet
- CST 1Document20 pagesCST 1aryaadarshsinghNo ratings yet
- 15A04403 Electromagnetic Theory & Transmission LinesDocument2 pages15A04403 Electromagnetic Theory & Transmission LinesRadhika MahankaliNo ratings yet
- 17.05.24 Seniors-Super24 Pap-1 SolutionsDocument22 pages17.05.24 Seniors-Super24 Pap-1 SolutionsHhNo ratings yet
- Part 1.2. Back PropagationDocument30 pagesPart 1.2. Back PropagationViệt HoàngNo ratings yet
- Chapter 5Document16 pagesChapter 5nursyahzananiNo ratings yet
- On CR-Structure and F-Structure Satisfying: C C F F X YDocument2 pagesOn CR-Structure and F-Structure Satisfying: C C F F X YerpublicationNo ratings yet
- Final Unit 6 Ellipsesspr18Document38 pagesFinal Unit 6 Ellipsesspr18api-276566085No ratings yet
- FME3 Ch05 DeformationDocument23 pagesFME3 Ch05 DeformationM.Hafidz AqilNo ratings yet
- Function NotesDocument16 pagesFunction NotesAnkit PooniaNo ratings yet
- PureMaths1979 Pastpaper P2Document3 pagesPureMaths1979 Pastpaper P2wltfNo ratings yet
- Assignment-2 - Vector AnalysisDocument5 pagesAssignment-2 - Vector Analysiskaushal gupta100% (1)
- Quantum Mechanics - 5Document20 pagesQuantum Mechanics - 5khaledga65No ratings yet
- MIT16 522S15 Lecture17Document5 pagesMIT16 522S15 Lecture17lololol 1010101No ratings yet
- RTS 06 QPDocument17 pagesRTS 06 QPM charan X CNo ratings yet
- Numerical Methods For Partial Differential Equations: Problem 5.1 Linear Output FunctionalsDocument6 pagesNumerical Methods For Partial Differential Equations: Problem 5.1 Linear Output FunctionalsMohamed JaawaneNo ratings yet
- Rectangular Wave GuideDocument6 pagesRectangular Wave GuideKamran RaziNo ratings yet
- Study Guide For Module 5 CONCRETEDocument10 pagesStudy Guide For Module 5 CONCRETEKherstine Muyano TantayNo ratings yet
- Jis Beams PDFDocument1 pageJis Beams PDFwisnu_bayusaktiNo ratings yet
- JKRDocument3 pagesJKRStanley NgNo ratings yet
- Muthoot Homez, STN Chambers, Vazhuthacaud, Trivandrum, KeralaDocument10 pagesMuthoot Homez, STN Chambers, Vazhuthacaud, Trivandrum, KeralaJomon JohnyNo ratings yet
- Drawing List - BMSDocument2 pagesDrawing List - BMShannaNo ratings yet
- May 2022 Ce Board Exam Policarpio 3: Eview NnovationsDocument3 pagesMay 2022 Ce Board Exam Policarpio 3: Eview NnovationsKian InductivoNo ratings yet
- Section Through M-M: East Elevation West Elevation Front ElevatiionDocument1 pageSection Through M-M: East Elevation West Elevation Front ElevatiionAthiyo MartinNo ratings yet
- An Introduction To Stress and Strain - The Efficient EngineerDocument10 pagesAn Introduction To Stress and Strain - The Efficient Engineermysterioussecret771No ratings yet
- CFD Radiator by Nano AjayDocument35 pagesCFD Radiator by Nano AjayPooja BanNo ratings yet
- Specifications For Plumbing, Drainage, Portable Fire Extinguishers and Hosereel PDFDocument31 pagesSpecifications For Plumbing, Drainage, Portable Fire Extinguishers and Hosereel PDFsk lukoNo ratings yet
- Buıldıng MaterıalsDocument40 pagesBuıldıng MaterıalsKagan DolekNo ratings yet
- Petrosleeve PresentationDocument26 pagesPetrosleeve PresentationGerman Gonzalo RivasNo ratings yet
- Rail Specification S & CorrosionDocument94 pagesRail Specification S & CorrosionGowthami Priya HanumuthuNo ratings yet
- Applications & Processing of Metal AlloysDocument17 pagesApplications & Processing of Metal AlloysSohaibNo ratings yet
- Glossary of Roofing TermsDocument8 pagesGlossary of Roofing TermsKevinNo ratings yet
- 9 Braced CutsDocument26 pages9 Braced CutsAizat HermanNo ratings yet
- API 653 Minimum Thk. CalculationDocument1 pageAPI 653 Minimum Thk. CalculationSiva baalan0% (1)
- Vernacular TermsDocument3 pagesVernacular TermsSamson, Maisie DominiqueNo ratings yet
- Seccionviii UltDocument12 pagesSeccionviii UltFa ChNo ratings yet
- Averted Piping Failure - Earth Dam On Permeable FoundationDocument9 pagesAverted Piping Failure - Earth Dam On Permeable FoundationHabeeb ShaikNo ratings yet
- Hepworth Company Profile.Document24 pagesHepworth Company Profile.Osama sayedNo ratings yet
- Arup Journal 2-2009Document60 pagesArup Journal 2-2009alvaredNo ratings yet
- Liahona: BuildersDocument1 pageLiahona: BuildersSheena Mae FloresNo ratings yet
- Ultimate Load Capacity of Pile Foundation, Q: WhereDocument11 pagesUltimate Load Capacity of Pile Foundation, Q: WhereRgne EpehakNo ratings yet
- Column Footing Detail-1Document1 pageColumn Footing Detail-1Dianne EstillerNo ratings yet
- Bridge Beam Manual: Precast Concrete SpecialistsDocument27 pagesBridge Beam Manual: Precast Concrete SpecialistsVijayNo ratings yet
- Pile Design UsingDocument6 pagesPile Design UsingIndustry Standard Structural DesignNo ratings yet