Download as pdf or txt
You might also like
- CSA W47.1 and CSA W59 Exam QuestionsDocument5 pagesCSA W47.1 and CSA W59 Exam QuestionsAlex Alex100% (3)
- Concrete Construction Article PDF - Mechanical vs. Lap SplicingDocument4 pagesConcrete Construction Article PDF - Mechanical vs. Lap SplicingGilven MedinaNo ratings yet
- ACI - 2019 Arabic - p490-521Document32 pagesACI - 2019 Arabic - p490-521Mustafa Al-QawasmehNo ratings yet
- SRIA TN42-2 Welding of ReinforcementDocument2 pagesSRIA TN42-2 Welding of ReinforcementMoh IsmailNo ratings yet
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You! SendDocument2 pagesSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You! SendAndres CasadoNo ratings yet
- Moment Frame DetailingDocument53 pagesMoment Frame DetailingSaad AllamNo ratings yet
- Moment Connection TipsDocument7 pagesMoment Connection TipsManoj JaiswalNo ratings yet
- Standar Box Girder AashtoDocument21 pagesStandar Box Girder AashtoAbdul RahmanNo ratings yet
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You! SendDocument2 pagesSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You! SendAndres CasadoNo ratings yet
- SECTION 6 .Steel NSCP-commentaryDocument49 pagesSECTION 6 .Steel NSCP-commentaryJyrus Jyles CadienteNo ratings yet
- 5.19 Splices: AWS D1.1/D1.1M:2015 Clause 5. FabricationDocument1 page5.19 Splices: AWS D1.1/D1.1M:2015 Clause 5. FabricationRohit KambleNo ratings yet
- NSCP 2015 10Document1 pageNSCP 2015 10Gabriel Paolo CañeteNo ratings yet
- 3 KSN AnchorsDocument24 pages3 KSN AnchorsAhmedMahmoudNo ratings yet
- Steelwise PDFDocument4 pagesSteelwise PDFBilal RasheedNo ratings yet
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Document8 pagesSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!JitendraNo ratings yet
- Steelwise Web PDFDocument3 pagesSteelwise Web PDFpio.mirandaNo ratings yet
- Digging Through The Rubble, Part Two: The Discussion On Welding For Seismic Applications Continues..Document3 pagesDigging Through The Rubble, Part Two: The Discussion On Welding For Seismic Applications Continues..Khaled A MarashliNo ratings yet
- Mixing Weld and Bolt Part2Document4 pagesMixing Weld and Bolt Part2ihpeterNo ratings yet
- AASTHO Horizontally Curved Steel Girder Highway Bridges 2003 - Part2 PDFDocument28 pagesAASTHO Horizontally Curved Steel Girder Highway Bridges 2003 - Part2 PDFMehedi HasanNo ratings yet
- AASHTO LRFD Bridge Design Specifications 7th Ed. 2014 CL 5.11.5.3Document3 pagesAASHTO LRFD Bridge Design Specifications 7th Ed. 2014 CL 5.11.5.3JohnNo ratings yet
- 9999999999999999FAQs About Mechanical Splices - ETN-M-4-14 PDFDocument8 pages9999999999999999FAQs About Mechanical Splices - ETN-M-4-14 PDFSeahorseNo ratings yet
- ACI 318 Provisions and ASTM References For Specifying WWR: A Consolidated GuideDocument9 pagesACI 318 Provisions and ASTM References For Specifying WWR: A Consolidated GuideAdemiloye TopeNo ratings yet
- Post-Installed Rebar Manual 2017 - Web - R1Document45 pagesPost-Installed Rebar Manual 2017 - Web - R1Anonymous YW5mvpNo ratings yet
- KSN Anchors: Reinforcement Continuity System For The Construction IndustryDocument24 pagesKSN Anchors: Reinforcement Continuity System For The Construction IndustryPaulNo ratings yet
- Steel Interchange: Drift LimitsDocument2 pagesSteel Interchange: Drift Limitsmaxeytm_839061685No ratings yet
- KSN Anchors Nov 2013 v2 NZ 1113Document24 pagesKSN Anchors Nov 2013 v2 NZ 1113200365530No ratings yet
- Lecture 10 (B) - DR S K Garg On Ductile Detailing of Steel BridgesDocument20 pagesLecture 10 (B) - DR S K Garg On Ductile Detailing of Steel BridgesSulabh GuptaNo ratings yet
- Steel Interchange: Steel's Monthly Steel Interchange Is For You! Send YourDocument2 pagesSteel Interchange: Steel's Monthly Steel Interchange Is For You! Send YourAndres CasadoNo ratings yet
- CRSI-FAQ About RebarsDocument8 pagesCRSI-FAQ About Rebarsk_maheswari3397No ratings yet
- Chapter 4 - Bolted Connections: A Beginner's Guide To The Steel Construction ManualDocument5 pagesChapter 4 - Bolted Connections: A Beginner's Guide To The Steel Construction Manualedn_mj1645No ratings yet
- ASCC #2 Location of WWF in Conc SlabsDocument1 pageASCC #2 Location of WWF in Conc SlabsKen SuNo ratings yet
- Steelwise PDFDocument3 pagesSteelwise PDFYan Naung KoNo ratings yet
- ShearStrengthofHSCBeams-2003 05 May PDFDocument6 pagesShearStrengthofHSCBeams-2003 05 May PDFAlessio FicocielloNo ratings yet
- What Makes A Special Moment Frame SpecialDocument3 pagesWhat Makes A Special Moment Frame SpecialMehdi FarrokhiNo ratings yet
- ICC-ES Evaluation Report ESR-2611: - (800) 423-6587 - (562) 699-0543 A Subsidiary of The International Code CouncilDocument9 pagesICC-ES Evaluation Report ESR-2611: - (800) 423-6587 - (562) 699-0543 A Subsidiary of The International Code CouncilErika WessoNo ratings yet
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Document2 pagesSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoNo ratings yet
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Document2 pagesSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoNo ratings yet
- Galvanized Slip-Critical ConnectionsDocument2 pagesGalvanized Slip-Critical Connectionsaams_sNo ratings yet
- Design of Anchorages To Concrete: Comm. B3.) Design BasisDocument390 pagesDesign of Anchorages To Concrete: Comm. B3.) Design Basisedginton1comedorNo ratings yet
- Bridge Technical Note 2022 - 008 Mechanical Anchors v13 October 2022Document3 pagesBridge Technical Note 2022 - 008 Mechanical Anchors v13 October 2022aeroforce1007No ratings yet
- CRSI - Freq Asked Questions About BarsDocument8 pagesCRSI - Freq Asked Questions About Barswfjerr100% (1)
- Are Tier Building Column SplicesDocument2 pagesAre Tier Building Column SplicesKarthi SriNo ratings yet
- CFSEI Tech Note X Bracing L001-09Document8 pagesCFSEI Tech Note X Bracing L001-09Jane EyreNo ratings yet
- Bolting Flash Cards 1Document4 pagesBolting Flash Cards 1Emerson Hernandez100% (1)
- Welded Connection - 2Document11 pagesWelded Connection - 2Ravi RawatNo ratings yet
- Mixing Weld and Bolt Part1Document3 pagesMixing Weld and Bolt Part1ihpeterNo ratings yet
- Pages From 177344845 Aashto LRFD 4th 2007Document2 pagesPages From 177344845 Aashto LRFD 4th 2007vrajan1988No ratings yet
- Pullout Strength of Embed Plates With Welded Anchor Bars in ConcreteDocument16 pagesPullout Strength of Embed Plates With Welded Anchor Bars in Concreteabhishek kumarNo ratings yet
- Wind 3Document2 pagesWind 3Ashish VishnoiNo ratings yet
- Amendment No. 1/august, 2013/IRC:112-2011 To IRC:112-2011 "Code of Practice For Concrete Road Bridges"Document2 pagesAmendment No. 1/august, 2013/IRC:112-2011 To IRC:112-2011 "Code of Practice For Concrete Road Bridges"mokshanNo ratings yet
- Tures. Frame Structures Constructed With A Structural SteelDocument1 pageTures. Frame Structures Constructed With A Structural SteelAnees RehamnNo ratings yet
- AASHTO BoltsDocument5 pagesAASHTO BoltsCyrilNo ratings yet
- Pre-Qualified Seismic Moment Connection: January 2010Document6 pagesPre-Qualified Seismic Moment Connection: January 2010Lucas HoodNo ratings yet
- Module 4 Singapore Structural Steel Society 2001Document29 pagesModule 4 Singapore Structural Steel Society 2001joyce burhanNo ratings yet
- SK Ghosh - Strong Column Weak BeamDocument3 pagesSK Ghosh - Strong Column Weak BeamrahuljoagNo ratings yet
- FAQs About Headed Reinf Bars - ETN-M-3-14Document8 pagesFAQs About Headed Reinf Bars - ETN-M-3-14MukarramuddinNo ratings yet
- Lecture 3 - CIE 551 - Part 3Document32 pagesLecture 3 - CIE 551 - Part 3Emmanuel MwabaNo ratings yet
- American Institute of Steel CoAnchor Rods (2004) 2nd Edition 33Document1 pageAmerican Institute of Steel CoAnchor Rods (2004) 2nd Edition 33behnam fallahNo ratings yet
- Chapter 26-Prestressed Concrete: 2602-ScopeDocument15 pagesChapter 26-Prestressed Concrete: 2602-ScopeSantiago CiroNo ratings yet
- Pages from CSA A23 (1) .3-04 - 加拿大标准协会 Design of Concrete Structures-3Document1 pagePages from CSA A23 (1) .3-04 - 加拿大标准协会 Design of Concrete Structures-3Babrak Khan NoorzoiNo ratings yet
- Pages from CSA A23 (1) .3-04 - 加拿大标准协会 Design of Concrete Structures-2Document1 pagePages from CSA A23 (1) .3-04 - 加拿大标准协会 Design of Concrete Structures-2Babrak Khan NoorzoiNo ratings yet
- Benefits of Steel RC Shear Walls in Building Structures - ETN-D-8-21Document4 pagesBenefits of Steel RC Shear Walls in Building Structures - ETN-D-8-21Babrak Khan NoorzoiNo ratings yet
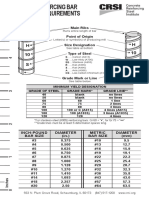
- Astm Reinforcing Bar Marking Requirements: (Inch-Pound)Document2 pagesAstm Reinforcing Bar Marking Requirements: (Inch-Pound)Babrak Khan NoorzoiNo ratings yet
- 2020 14 Mazzoni GroundmotionselectionDocument139 pages2020 14 Mazzoni GroundmotionselectionBabrak Khan NoorzoiNo ratings yet
- Pacific Earthquake Engineering Research CenterDocument143 pagesPacific Earthquake Engineering Research CenterBabrak Khan NoorzoiNo ratings yet
- 2017 05 31 SEAONC Spring Seminar V4Document48 pages2017 05 31 SEAONC Spring Seminar V4Babrak Khan NoorzoiNo ratings yet
- E1586522786733 PDFDocument1 pageE1586522786733 PDFBabrak Khan NoorzoiNo ratings yet
- 2003 BookMatter PolymerBlendsHandbook PDFDocument240 pages2003 BookMatter PolymerBlendsHandbook PDFMirko TapperoNo ratings yet
- Kingspan Insulation Warehouse WallsDocument4 pagesKingspan Insulation Warehouse WallsVishy BhatiaNo ratings yet
- Silicone As A Moulding Material For LossDocument3 pagesSilicone As A Moulding Material For LossDan Octavian PaulNo ratings yet
- Appendix B3-05 Welding Procedure Specification ENB-MA-WPS-5 Rev. 0 - A4A2E4Document14 pagesAppendix B3-05 Welding Procedure Specification ENB-MA-WPS-5 Rev. 0 - A4A2E4Fadil WimalaNo ratings yet
- Act - Red Mud PolymerDocument39 pagesAct - Red Mud PolymerNaGamani KanDanNo ratings yet
- Capoxy GroutDocument2 pagesCapoxy GroutSayed Diab AlsayedNo ratings yet
- Sandvik SAF 2205: Duplex Stainless SteelDocument8 pagesSandvik SAF 2205: Duplex Stainless SteelIuliu HurducaciNo ratings yet
- Glenium 51: A High Performance Concrete Superplasticiser Based On Modified Polycarboxylic EtherDocument3 pagesGlenium 51: A High Performance Concrete Superplasticiser Based On Modified Polycarboxylic EtherFrancois-No ratings yet
- Victaulic Data SheetDocument5 pagesVictaulic Data SheetAmr BadranNo ratings yet
- Bolt Tightening Torques PDFDocument3 pagesBolt Tightening Torques PDFSH1961100% (3)
- To 1-1a-9Document288 pagesTo 1-1a-9CarlozNo ratings yet
- Master HW Silica ProductsDocument1 pageMaster HW Silica ProductsJuan WurstNo ratings yet
- Buhl MannDocument2 pagesBuhl ManndsiucNo ratings yet
- Ibraim Overview Influence of Pozzolanic Materials PDFDocument12 pagesIbraim Overview Influence of Pozzolanic Materials PDFrobertsj21No ratings yet
- ETS01-07-01 - Specs LV ABC & XLPE Cable Equipment & FittingsDocument61 pagesETS01-07-01 - Specs LV ABC & XLPE Cable Equipment & FittingsTerex14253No ratings yet
- A. Excavation E. Materials Quantity Unit Unit Price Amount: E. Total Project CostDocument6 pagesA. Excavation E. Materials Quantity Unit Unit Price Amount: E. Total Project CostPermits LicensingNo ratings yet
- WIS5 WeldabilityDocument83 pagesWIS5 WeldabilityTran Nguyen100% (3)
- TDS 8201 PT NewDocument2 pagesTDS 8201 PT NewWahyudi Rendiana NyotoNo ratings yet
- Hdpe Pipe Chart1Document3 pagesHdpe Pipe Chart1BENJAMIN UNALANNo ratings yet
- Catalog of Channel LettersDocument46 pagesCatalog of Channel LettersauNo ratings yet
- Mini-: Precise Turning, Grooving, Threading & Face GroovingDocument24 pagesMini-: Precise Turning, Grooving, Threading & Face GroovingMiguelNo ratings yet
- Sch40Pipe FrictionLossDocument2 pagesSch40Pipe FrictionLossdaud heruNo ratings yet
- BackDrop DetailsDocument1 pageBackDrop DetailsAndy LeNo ratings yet
- Panduit Electrical CatalogDocument1,040 pagesPanduit Electrical CatalognumnummoNo ratings yet
- BSR-2021 Construction ICTAD 2022Document125 pagesBSR-2021 Construction ICTAD 2022Nilupul RajakarunaNo ratings yet
- Dacm PT1Document2 pagesDacm PT1Vieru CiprianNo ratings yet
- Metrology M2Document85 pagesMetrology M2sidNo ratings yet
- Scope and Limitations of The StudyDocument2 pagesScope and Limitations of The Studyjeremie carpioNo ratings yet
- 07 - TDS - Concresive 1418Document4 pages07 - TDS - Concresive 1418aahtagoNo ratings yet
- Eng Bobtail Flyer-Web ResDocument2 pagesEng Bobtail Flyer-Web Ress_padu3003@yahoo.comNo ratings yet