Download as pdf or txt
You might also like
- CG4352 GM1927 03a Gas Mig Braze Weld Quality Verification ProcedureDocument10 pagesCG4352 GM1927 03a Gas Mig Braze Weld Quality Verification ProcedureBruna VitalNo ratings yet
- DSP9004 r06 PDC BrazingDocument23 pagesDSP9004 r06 PDC BrazingJonathanNo ratings yet
- DSP9004 r06 PDC BrazingDocument23 pagesDSP9004 r06 PDC BrazingJonathanNo ratings yet
- API 4G - Cat 3 and 4 RequirementDocument1 pageAPI 4G - Cat 3 and 4 RequirementMurali SambandanNo ratings yet
- Repair Procedures: Connection Field Repair (Refacing)Document5 pagesRepair Procedures: Connection Field Repair (Refacing)islam atif100% (1)
- Bear - Public - JFEBEAR-TP-M-101 Rev3 Field Inspection of JFEBEARDocument5 pagesBear - Public - JFEBEAR-TP-M-101 Rev3 Field Inspection of JFEBEARGabriel Ibarra100% (2)
- Optimal Spacing For Casing Centralizer PDFDocument10 pagesOptimal Spacing For Casing Centralizer PDFimampranadipaNo ratings yet
- Toro Tool Joint Identifier PDFDocument9 pagesToro Tool Joint Identifier PDFkrishnsgk100% (1)
- Abs - Approved Welding Consumables Shielded Metal Arc WeldingDocument59 pagesAbs - Approved Welding Consumables Shielded Metal Arc Weldinggeorgekc77No ratings yet
- Chap EDocument44 pagesChap ERANJITH K PNo ratings yet
- 9 - What Is A Special Drift CasingDocument2 pages9 - What Is A Special Drift CasingLuis David Concha CastilloNo ratings yet
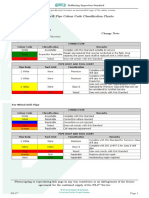
- T4 Drill Pipe Colour Code Classification Chart NS2Document1 pageT4 Drill Pipe Colour Code Classification Chart NS2Josue Fish100% (2)
- X Over Wash Pipe FJWPDocument1 pageX Over Wash Pipe FJWPkhalilNo ratings yet
- BVM Corporation Maintenance Manual: "C", "T", & "MP" Series Safety ClampsDocument8 pagesBVM Corporation Maintenance Manual: "C", "T", & "MP" Series Safety ClampsRakefs100% (1)
- Mud Motor Inspection Report: ResultsDocument1 pageMud Motor Inspection Report: ResultsNadir Hallah100% (2)
- Lift Caps: General RequirementsDocument2 pagesLift Caps: General Requirementsislam atif100% (1)
- Bit BallingDocument18 pagesBit BallingGPC100% (1)
- Manual: CDQ (S) Sucker Rod ElevatorsDocument5 pagesManual: CDQ (S) Sucker Rod ElevatorsDarshan MakwanaNo ratings yet
- Cold Rolling Info GuideDocument11 pagesCold Rolling Info Guide72espoNo ratings yet
- Iv-0778-20 Junk Mill A02002aDocument1 pageIv-0778-20 Junk Mill A02002aivan dario benavides bonilla100% (1)
- 1588-1326 Hyd Jar ...Document1 page1588-1326 Hyd Jar ...khalilNo ratings yet
- 8.5 In. (215.9 MM) TD506X: Hughes Christensen Talon™ PDC BitsDocument1 page8.5 In. (215.9 MM) TD506X: Hughes Christensen Talon™ PDC BitsLeonardo BarriosNo ratings yet
- Iv-0017-21 Overshot Standard X42093Document1 pageIv-0017-21 Overshot Standard X42093ivan dario benavides bonillaNo ratings yet
- Drill Collar According To DS1Document1 pageDrill Collar According To DS1Hayder Habib100% (1)
- 1.wash Pipe 8-1-8 SN NNDocument1 page1.wash Pipe 8-1-8 SN NNMuhammad Rijal sembiringNo ratings yet
- Drilling Junk Sub: Operation & Maintenance ManualDocument8 pagesDrilling Junk Sub: Operation & Maintenance ManualShag ShaggyNo ratings yet
- Machinery Selection-Books06Document146 pagesMachinery Selection-Books06miningnova2100% (1)
- Analisis Penggunaan Bit For ChevronDocument15 pagesAnalisis Penggunaan Bit For Chevronfaishal hafizhNo ratings yet
- NS-1-141. Internal Coating and Inspection Specifications For Drill PipeDocument2 pagesNS-1-141. Internal Coating and Inspection Specifications For Drill PipeWHWENNo ratings yet
- Bit Balling and Nozzle Plugging Mitigation - 6059263 - 01Document12 pagesBit Balling and Nozzle Plugging Mitigation - 6059263 - 01Khairatul Nada BurhanuddinNo ratings yet
- BOP and Component1Document16 pagesBOP and Component1Idel SoaresNo ratings yet
- Stabilizer TypeDocument14 pagesStabilizer TypeAdin PraviMoški PartAdisNo ratings yet
- HT and XT Running and Handling SeminarDocument38 pagesHT and XT Running and Handling SeminarNhoj AicragNo ratings yet
- API Recommended Practice 4G - Exceprt Section 6Document4 pagesAPI Recommended Practice 4G - Exceprt Section 6ANTONI RamNo ratings yet
- Handing Tools CPMCDocument32 pagesHanding Tools CPMCcristinelb100% (1)
- Near Bit Stabilizer PDS 6716 ...Document1 pageNear Bit Stabilizer PDS 6716 ...khalilNo ratings yet
- Duraband Information Vs 300XTDocument4 pagesDuraband Information Vs 300XTanhlhNo ratings yet
- Visual SL APEXDocument3 pagesVisual SL APEXOscar Gomez Gonzalez100% (1)
- China Guanghan Petroleum 2 FZ 35-35 RAMSDocument1 pageChina Guanghan Petroleum 2 FZ 35-35 RAMSTiffany DacinoNo ratings yet
- Drilling Bits SalamDocument93 pagesDrilling Bits Salamkmelloistaken100% (3)
- API Spec 10D Committee Working Draft 11072013 JH CJDocument20 pagesAPI Spec 10D Committee Working Draft 11072013 JH CJAquiles CarreraNo ratings yet
- Black Max Downhole Motors PDFDocument52 pagesBlack Max Downhole Motors PDFGeorge BoafoNo ratings yet
- SB Drill CollarDocument51 pagesSB Drill CollarJeff ZhangNo ratings yet
- 3 - Drilling String Equipment - enDocument21 pages3 - Drilling String Equipment - enام فاطمة البطاطNo ratings yet
- Drillstar CatalogueDocument16 pagesDrillstar CatalogueDon BraithwaiteNo ratings yet
- B+V Manual - CLS 100-150 - 621100-Y-BC-D Rev 005Document30 pagesB+V Manual - CLS 100-150 - 621100-Y-BC-D Rev 005Leonardo Rachen RodriguezNo ratings yet
- Handling ToolsDocument21 pagesHandling ToolsMehmet SoysalNo ratings yet
- Rock BitsDocument17 pagesRock Bitssuresh_501No ratings yet
- IV-0794-20 CROSS OVER Pin-Box 05807HDocument1 pageIV-0794-20 CROSS OVER Pin-Box 05807Hivan dario benavides bonillaNo ratings yet
- Bit Condition ChartDocument1 pageBit Condition ChartMas KuncritNo ratings yet
- Slips Maintenance, Inspection, & Wear Data PDFDocument3 pagesSlips Maintenance, Inspection, & Wear Data PDFcorsini999100% (2)
- Stacey Oil Services Drill Pipe Float Valves Pullers Baffle Plates Float Subs BrochureDocument27 pagesStacey Oil Services Drill Pipe Float Valves Pullers Baffle Plates Float Subs BrochureKeshav Pujeri100% (1)
- Mckissick RJ Style Drilling BlocksDocument1 pageMckissick RJ Style Drilling BlocksRichard EVNo ratings yet
- Algeria Presentation PDCDocument38 pagesAlgeria Presentation PDCAmine BoucedraNo ratings yet
- Itag Ibop ValveDocument23 pagesItag Ibop ValveValmac ServicesNo ratings yet
- Api RP 4g OperacionDocument1 pageApi RP 4g OperacionÁngel BermúdezNo ratings yet
- Cementing Tools: General RequirementsDocument4 pagesCementing Tools: General Requirementsislam atifNo ratings yet
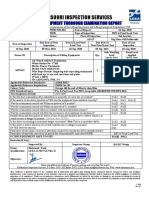
- Almansoori Inspection Services: Lifting Equipment Thorough Examination ReportDocument9 pagesAlmansoori Inspection Services: Lifting Equipment Thorough Examination ReportRanjithNo ratings yet
- Tenaris Running Manual 01Document20 pagesTenaris Running Manual 01advantage025No ratings yet
- Ste 02465Document10 pagesSte 02465noorNo ratings yet
- IOGP S-619D Pressure Vessel Datasheet (Ver 1.0)Document24 pagesIOGP S-619D Pressure Vessel Datasheet (Ver 1.0)CrNo ratings yet
- Jars Accelerators Hydraulic NS 1 A4 2watermarkedDocument15 pagesJars Accelerators Hydraulic NS 1 A4 2watermarkedislam atifNo ratings yet
- DPB Workbook Rev 2.8 AppendixDocument13 pagesDPB Workbook Rev 2.8 AppendixJonathanNo ratings yet
- Bicenter Running ParametersDocument4 pagesBicenter Running ParametersJonathanNo ratings yet
- SPE IADC FC Dull Bit GradingDocument5 pagesSPE IADC FC Dull Bit GradingJonathanNo ratings yet
- SPE 1987 FC IADC CodeDocument11 pagesSPE 1987 FC IADC CodeJonathanNo ratings yet
- Abrasivity Determination Using Cerchar Abrasivity Index (CAI)Document1 pageAbrasivity Determination Using Cerchar Abrasivity Index (CAI)JonathanNo ratings yet
- Rai (Rock Abrasivity Index)Document9 pagesRai (Rock Abrasivity Index)JonathanNo ratings yet
- Silversmithing Jewelry Silver BoxDocument2 pagesSilversmithing Jewelry Silver BoxsimalauraNo ratings yet
- Nav Aid SpecDocument9 pagesNav Aid Specnikhil1305No ratings yet
- Cel 339 Course OutlineDocument1 pageCel 339 Course OutlineSuman.SNo ratings yet
- DLL - Tle 6 - Q4 - W2Document5 pagesDLL - Tle 6 - Q4 - W2Marween QuiambaoNo ratings yet
- UntitledDocument54 pagesUntitledandraNo ratings yet
- TD If 9009ltDocument4 pagesTD If 9009ltbehzadNo ratings yet
- SP-93-1 Paint and Coatings PDFDocument12 pagesSP-93-1 Paint and Coatings PDFMahmoud Al HomranNo ratings yet
- Discontinuity TableDocument15 pagesDiscontinuity TablekrishnaNo ratings yet
- Section 54-10-00 Repair 029 Air Intake Cowl Acoustic Liner Facing Sheet Hole RepairDocument10 pagesSection 54-10-00 Repair 029 Air Intake Cowl Acoustic Liner Facing Sheet Hole RepairDanilo SuarezNo ratings yet
- Rotary Kiln Shells: 1. Preventive Measures For Longitudinal CracksDocument3 pagesRotary Kiln Shells: 1. Preventive Measures For Longitudinal CracksCarlos Ramón Plazaola LorioNo ratings yet
- Diagrama Bomba 9010B 1 de 2Document4 pagesDiagrama Bomba 9010B 1 de 2Comassur SA de CVNo ratings yet
- STD 103 Rev.0 August, 1993Document26 pagesSTD 103 Rev.0 August, 1993Kiran Babu KandulaNo ratings yet
- P0004RevA - Guide To Container DefectsDocument1 pageP0004RevA - Guide To Container Defectsporix86No ratings yet
- MLSS VSS DeterminationDocument3 pagesMLSS VSS DeterminationAnonymous lVbhvJfNo ratings yet
- TDS - Dicyanex 1200 (Evonik)Document2 pagesTDS - Dicyanex 1200 (Evonik)LIM YE HENGNo ratings yet
- 2 Norsok Terje Lokke SorensenDocument14 pages2 Norsok Terje Lokke SorensenAminNo ratings yet
- Ultraclean Go 25 LTRDocument2 pagesUltraclean Go 25 LTRRishabh saxenaNo ratings yet
- Usage of Additive Manufacturing in The Automotive IndustryDocument12 pagesUsage of Additive Manufacturing in The Automotive IndustryNasim HossainNo ratings yet
- Job Safety Analysis Worksheet: JGC Penthouse Extension BLDGDocument2 pagesJob Safety Analysis Worksheet: JGC Penthouse Extension BLDGCherry BetonioNo ratings yet
- 08aae18 Welding Technology: Unit - I IntroductionDocument229 pages08aae18 Welding Technology: Unit - I IntroductionArunachalam ManiNo ratings yet
- Formulating With Millathane Millable PolyurethanesDocument3 pagesFormulating With Millathane Millable PolyurethanesMichael WokurekNo ratings yet
- DR Fixit Epoxy Injection Grout 64 1Document3 pagesDR Fixit Epoxy Injection Grout 64 1Rajaram RamanNo ratings yet
- Elcometer 1066 Coatings On Concrete Adhesion Tester 140224001849 Phpapp02Document2 pagesElcometer 1066 Coatings On Concrete Adhesion Tester 140224001849 Phpapp02Felix AlvarezNo ratings yet
- 3 D Printing PresentationDocument22 pages3 D Printing PresentationJyoti santosh HiremathNo ratings yet
- Microsoft PowerPoint - LECTURE3Document36 pagesMicrosoft PowerPoint - LECTURE3Bassel AlshamiNo ratings yet
- The Basic STD Cable Tray System, Fittings & AccessoriesDocument8 pagesThe Basic STD Cable Tray System, Fittings & AccessoriesVikesh PoojaryNo ratings yet
- Physical Properties of Mould Powders For Slab CastingDocument10 pagesPhysical Properties of Mould Powders For Slab CastingAmir GorjiNo ratings yet
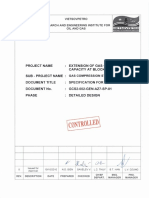
- Gcs2 002 Gen Az7 SP 01 0 Specification For PaintingDocument31 pagesGcs2 002 Gen Az7 SP 01 0 Specification For Paintingsondk2100% (2)
- Waterbase Fluid Metal Working OilDocument1 pageWaterbase Fluid Metal Working OilHammada AlfafaNo ratings yet