Download as pdf or txt
You might also like
- DefStd 61-12 (Part18)Document40 pagesDefStd 61-12 (Part18)darren100% (1)
- Berger-Protective Coatings-S-Ravichandran - FEB 2019Document108 pagesBerger-Protective Coatings-S-Ravichandran - FEB 2019MOHD AZAMNo ratings yet
- Lecture 7Document8 pagesLecture 7remi1988No ratings yet
- Styrene Methods 2520of ProductionDocument9 pagesStyrene Methods 2520of ProductionMohd Zulazreen50% (2)
- Preparation of Butyl Acetate PDFDocument6 pagesPreparation of Butyl Acetate PDFjoiya100133% (3)
- Working of Breather Valve Working On TanksDocument4 pagesWorking of Breather Valve Working On Tanks54045114No ratings yet
- Haynes - Curme - 1923 - Production of EthyleneDocument6 pagesHaynes - Curme - 1923 - Production of EthyleneEdwinAndresRodriguezNo ratings yet
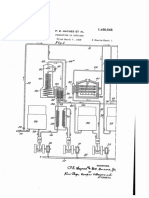
- By Qmimu (? O4?: H. A. Huckins, JR., EtalDocument4 pagesBy Qmimu (? O4?: H. A. Huckins, JR., EtalAnonymous 8dSjJVHsEkNo ratings yet
- Transcripción PATENTEDocument19 pagesTranscripción PATENTEK-rlosGarciaGarciaNo ratings yet
- Webversion Production of EthyleneDocument7 pagesWebversion Production of EthyleneasyenvladiNo ratings yet
- Acetylene Reactor PerformanceDocument19 pagesAcetylene Reactor Performancevenkateshs_g5420No ratings yet
- Chapter 3Document14 pagesChapter 3Larry Jampong100% (1)
- Experiment 1Document13 pagesExperiment 1許書僑(乂傳說x飛龍乂)No ratings yet
- Styrene: Ethyly Benzene and StyreneDocument7 pagesStyrene: Ethyly Benzene and Styreneم.احمد سالمNo ratings yet
- Jan-27, 1959 ' - G. Baecklund 2,870,866: Method of Obtaining Acetaldehyde ' Filed June 14, 1952Document3 pagesJan-27, 1959 ' - G. Baecklund 2,870,866: Method of Obtaining Acetaldehyde ' Filed June 14, 1952MuhlisaApriliaNo ratings yet
- Us 2509877Document3 pagesUs 2509877Mary Grace VelitarioNo ratings yet
- 05 Lab 2 EthanolDocument7 pages05 Lab 2 EthanolTriani PradinaputriNo ratings yet
- Us 3642838 PatentDocument3 pagesUs 3642838 PatentElsie XiaoNo ratings yet
- Manufacture of Acetylene by Paraffin Hydrocarbons : Wulff ProcessDocument8 pagesManufacture of Acetylene by Paraffin Hydrocarbons : Wulff ProcessTones&Feels100% (1)
- Etilbenzene 2 (Recovered)Document8 pagesEtilbenzene 2 (Recovered)Mario VensfiseCrewNo ratings yet
- CATALYSTSDocument21 pagesCATALYSTSJhon Jairo Rico CerqueraNo ratings yet
- United States Patent (19) : Im, Naperville, Both of Ill. Attorney, Agent, or Firm-William C. Clarke Arthur GDocument9 pagesUnited States Patent (19) : Im, Naperville, Both of Ill. Attorney, Agent, or Firm-William C. Clarke Arthur GFebrian Dimas Adi NugrahaNo ratings yet
- Separation and PurificationDocument4 pagesSeparation and PurificationNarges MalikNo ratings yet
- Coke Oven Gas Purification and Cooling ProcessDocument3 pagesCoke Oven Gas Purification and Cooling Processshishir18No ratings yet
- Simulacion de Procesos Unidad 3Document8 pagesSimulacion de Procesos Unidad 3ChecoCastilloNo ratings yet
- OS Coll. Vol. 2 P389-PhenylacetoneDocument5 pagesOS Coll. Vol. 2 P389-Phenylacetonesunil_vaman_joshi100% (2)
- Report On Fractional DistillationDocument5 pagesReport On Fractional DistillationJackson YamangaNo ratings yet
- The Platen - Munters Absorption Refrigeration Cycle: AS Bsorption EfrigerationDocument5 pagesThe Platen - Munters Absorption Refrigeration Cycle: AS Bsorption Efrigerationbasheerahamed1991No ratings yet
- Ullmann's Encyclopedia of Industrial Chemistry: Cryogenic TechnologyDocument6 pagesUllmann's Encyclopedia of Industrial Chemistry: Cryogenic TechnologyJulio GomezNo ratings yet
- Us 2498806Document7 pagesUs 2498806regina pramuditaNo ratings yet
- April 3, 1945. E. E. Stahly 2,373,062: Filed Aug. 1, 1941Document3 pagesApril 3, 1945. E. E. Stahly 2,373,062: Filed Aug. 1, 1941محمد مNo ratings yet
- S SSS L, SS S SS SN S SS S: March 19, 1968 N. L. Carr Etal 3,374,280Document4 pagesS SSS L, SS S SS SN S SS S: March 19, 1968 N. L. Carr Etal 3,374,280toastcfhNo ratings yet
- Reactive AdsorptionDocument9 pagesReactive AdsorptionLinhXuânPhạmNo ratings yet
- Ethylene Urea JACS 1Document10 pagesEthylene Urea JACS 1tavolenNo ratings yet
- Brit. J. Anaesth. (1964), 36, 53: C. Bishop, D. S. Robertson, and S. R. WilliamsDocument5 pagesBrit. J. Anaesth. (1964), 36, 53: C. Bishop, D. S. Robertson, and S. R. WilliamsJosé Manuel SilvaNo ratings yet
- United States Patent (19) : 11 Patent Number: 45 Date of PatentDocument25 pagesUnited States Patent (19) : 11 Patent Number: 45 Date of Patentfitri rowiyahNo ratings yet
- Production of StyreneDocument7 pagesProduction of StyreneNeil Tesaluna75% (4)
- OPTIMUM CONDITIONS FOR THE PREPARATION OF KETENE FROM ACETONE - J. Am. Chem. Soc., 1925, 47 (5), PP 1427-1430Document4 pagesOPTIMUM CONDITIONS FOR THE PREPARATION OF KETENE FROM ACETONE - J. Am. Chem. Soc., 1925, 47 (5), PP 1427-1430muopioidreceptor100% (1)
- Kinetics of Photochemical DecompositionDocument8 pagesKinetics of Photochemical DecompositionGaurav DahiyaNo ratings yet
- Separation of Ethyl Acetate and Butyl Acetate by Simple Distillation and Analysis of Fractions by GasDocument9 pagesSeparation of Ethyl Acetate and Butyl Acetate by Simple Distillation and Analysis of Fractions by GasMunna Patel100% (1)
- US3126422 EnglishDocument3 pagesUS3126422 EnglishMarike Bunga HarfintanaNo ratings yet
- Ethylene ProductionDocument7 pagesEthylene Productionaiman naim100% (1)
- Us 4379028Document6 pagesUs 4379028Adeel AbbasNo ratings yet
- Production of StyreneDocument14 pagesProduction of StyreneAinggararuban GaneshanNo ratings yet
- US2430874Document2 pagesUS2430874xcvNo ratings yet
- United States Patent Office: Patented Feb. 6, 1951Document3 pagesUnited States Patent Office: Patented Feb. 6, 1951karmilaNo ratings yet
- US3252269Document7 pagesUS3252269Antonio García BoadellaNo ratings yet
- US4113780 AsetonasetilenisopropilDocument4 pagesUS4113780 AsetonasetilenisopropilIrfan WahyudinNo ratings yet
- Ethyl Benzene 1978Document8 pagesEthyl Benzene 1978Annisa SetyantariNo ratings yet
- Chem 2219: Exp. #2 Fractional Distillation: (Cbolon Updated 201030) 1Document10 pagesChem 2219: Exp. #2 Fractional Distillation: (Cbolon Updated 201030) 1mitrasatapathyNo ratings yet
- United States Patent Office: Patented June 23, 1970Document2 pagesUnited States Patent Office: Patented June 23, 1970MãdãlinaStanciuNo ratings yet
- LECTURE - 6: Ethylene Derivatives: Ethylene Oxide and Ethanol Amines 6.1 Ethylene OxideDocument7 pagesLECTURE - 6: Ethylene Derivatives: Ethylene Oxide and Ethanol Amines 6.1 Ethylene Oxideمحمود محمدNo ratings yet
- Phenol PlantDocument33 pagesPhenol PlantrakeshNo ratings yet
- Phenol ProductionDocument3 pagesPhenol ProductionHARSH DHOLAKIYANo ratings yet
- PH CH 126.1 Fischer Esterification of Methyl Benzoate 2Document6 pagesPH CH 126.1 Fischer Esterification of Methyl Benzoate 2Tammy CacnioNo ratings yet
- Low-Temperature ProcessingDocument5 pagesLow-Temperature ProcessingAlberto Fonseca UribeNo ratings yet
- United States Patent: Patented June 15, 1971Document3 pagesUnited States Patent: Patented June 15, 1971cantikNo ratings yet
- Chem 310 Prac 3Document6 pagesChem 310 Prac 3Asande NdlovuNo ratings yet
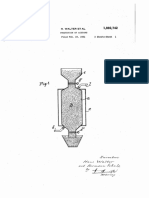
- Jan. 3, 1933. H. Walter Et Al: Filed Feb. 19, 1931 2 Sheets-Sheet 1Document5 pagesJan. 3, 1933. H. Walter Et Al: Filed Feb. 19, 1931 2 Sheets-Sheet 1Rzn LaviNo ratings yet
- Acetylene, the Principles of Its Generation and UseFrom EverandAcetylene, the Principles of Its Generation and UseNo ratings yet
- Naskah Irfan WahyudinDocument13 pagesNaskah Irfan WahyudinIrfan WahyudinNo ratings yet
- Kyoto UniversityDocument9 pagesKyoto UniversityIrfan WahyudinNo ratings yet
- US4113780 AsetonasetilenisopropilDocument4 pagesUS4113780 AsetonasetilenisopropilIrfan WahyudinNo ratings yet
- OanaDocument8 pagesOanaIrfan WahyudinNo ratings yet
- Lennard Jones ParamDocument33 pagesLennard Jones ParamIrfan WahyudinNo ratings yet
- Experimental Study and Isotherm Models of Water Vapor Adsorption in Shale RocksDocument9 pagesExperimental Study and Isotherm Models of Water Vapor Adsorption in Shale RocksIrfan WahyudinNo ratings yet
- High Energy Beams and Related Welding and Cutting Process PrinciplesDocument8 pagesHigh Energy Beams and Related Welding and Cutting Process PrinciplesWilly UioNo ratings yet
- Chemical Equilibrium Tutorial QuestionDocument4 pagesChemical Equilibrium Tutorial QuestionHANIS HADIRAH BINTI HASHIMNo ratings yet
- WWW - Substech.com Dokuwiki Doku - PHP Id Estimations of Com PDFDocument4 pagesWWW - Substech.com Dokuwiki Doku - PHP Id Estimations of Com PDFrahul srivastavaNo ratings yet
- FloArm Screed Eco Ver7Document4 pagesFloArm Screed Eco Ver7imsNo ratings yet
- Toluene Methylation To Para-Xylene PDFDocument165 pagesToluene Methylation To Para-Xylene PDFaizat edzmirNo ratings yet
- Ersa VP 100: Self-Contained SMD Vacuum PlacerDocument1 pageErsa VP 100: Self-Contained SMD Vacuum PlacerbehzadNo ratings yet
- Mole Concept 11 PDFDocument26 pagesMole Concept 11 PDFSamyak Jha100% (1)
- TDS - Mastertop 230Document2 pagesTDS - Mastertop 230Venkata RaoNo ratings yet
- Ferro Alloys - AR - 2017 Plant & CapacityDocument28 pagesFerro Alloys - AR - 2017 Plant & CapacitysmithNo ratings yet
- Maf Accessories LTDDocument5 pagesMaf Accessories LTDMd. MominulNo ratings yet
- Finite Element Analysis in Metal Forming: A Presentation By: Abhishek V Hukkerikar & Jitendra Singh RathoreDocument38 pagesFinite Element Analysis in Metal Forming: A Presentation By: Abhishek V Hukkerikar & Jitendra Singh Rathorekrunal07786No ratings yet
- Equivalencia de Matariales (Material Class For Stainless Steel)Document15 pagesEquivalencia de Matariales (Material Class For Stainless Steel)juancparra20No ratings yet
- TB Grinding EnglishDocument20 pagesTB Grinding EnglishVk PrabakranNo ratings yet
- TDSSWLDocument1 pageTDSSWLBhvunesh AshaliyaNo ratings yet
- Investigation On 3-D-Printing Technologies For Millimeter-Wave and Terahertz ApplicationsDocument14 pagesInvestigation On 3-D-Printing Technologies For Millimeter-Wave and Terahertz ApplicationsAnuj SharmaNo ratings yet
- Vantage BrochureDocument72 pagesVantage Brochure谭伟明No ratings yet
- Managing Safety Hazards in Electric Cable Splicing and TerminationDocument5 pagesManaging Safety Hazards in Electric Cable Splicing and TerminationSujit Kumar pahiNo ratings yet
- IMO Classification of Dangerous GoodsDocument4 pagesIMO Classification of Dangerous GoodsJun ReyesNo ratings yet
- Box Culvert Estimate & BOQDocument18 pagesBox Culvert Estimate & BOQsujeetNo ratings yet
- Catalog Icme EcabDocument77 pagesCatalog Icme EcabAnonymous PwOIF8JJNo ratings yet
- 3x18 AWG 600V Overall Shielded PVC Control Cable - 8BMP103xxxDocument2 pages3x18 AWG 600V Overall Shielded PVC Control Cable - 8BMP103xxxjersonNo ratings yet
- Dean & Wood - The Engineers BibleDocument275 pagesDean & Wood - The Engineers Bibledavid hNo ratings yet
- Goc - 1 (Xii 2022-24) (Print) 18 06 23Document3 pagesGoc - 1 (Xii 2022-24) (Print) 18 06 23Piyush Student Acc JEENo ratings yet
- US01CPHY01 Unit2 Elasticity PMPDocument20 pagesUS01CPHY01 Unit2 Elasticity PMPAjay Adithya0% (1)
- Waste Management in Portugal and CascaisDocument58 pagesWaste Management in Portugal and CascaisABAEJRANo ratings yet
- Vaccum Heat TretmentDocument2 pagesVaccum Heat TretmentNITIN0% (1)
- Nomenclature Practice ChemistryDocument6 pagesNomenclature Practice ChemistryScott Wheeler100% (2)