Download as docx, pdf, or txt
You might also like
- How to Rebuild & Modify Rochester Quadrajet CarburetorsFrom EverandHow to Rebuild & Modify Rochester Quadrajet CarburetorsRating: 5 out of 5 stars5/5 (2)
- 737 Performance Reference Handbook - EASA EditionFrom Everand737 Performance Reference Handbook - EASA EditionRating: 4.5 out of 5 stars4.5/5 (3)
- GE90 Engine Data With 3D CutawayDocument19 pagesGE90 Engine Data With 3D CutawayjauuulNo ratings yet
- DC Designs Concorde ManualDocument107 pagesDC Designs Concorde ManualSalamandre33100% (1)
- Aerodynamics Wing AssignmentDocument8 pagesAerodynamics Wing Assignmentosca7100% (1)
- ATR AircraftDocument4 pagesATR AircraftHendro Prakoso100% (1)
- The Design and Construction of Flying Model AircraftFrom EverandThe Design and Construction of Flying Model AircraftRating: 5 out of 5 stars5/5 (2)
- YMER2111U1Document13 pagesYMER2111U1Pramod ChaudharyNo ratings yet
- Reconnaisance Aircraft Design ProjectDocument67 pagesReconnaisance Aircraft Design ProjecterdaltekinNo ratings yet
- Abstract AdpDocument93 pagesAbstract AdpgovindaNo ratings yet
- MH-RF2: A Cargo Aircraft With Giant Structure and Full of Modern TechnologyDocument69 pagesMH-RF2: A Cargo Aircraft With Giant Structure and Full of Modern Technologyjohn tanvirNo ratings yet
- ADP Project 1Document32 pagesADP Project 1KishoremcNo ratings yet
- Developing A Programme For Engine Design Calculations of A Commercial AirlinerDocument12 pagesDeveloping A Programme For Engine Design Calculations of A Commercial Airlinermani kvrNo ratings yet
- Boeing7879 Aditya BaraskarDocument21 pagesBoeing7879 Aditya BaraskarTin DangNo ratings yet
- E 55 Outback OverviewDocument22 pagesE 55 Outback OverviewNicolasNo ratings yet
- Adp 1Document119 pagesAdp 1Mohan RossNo ratings yet
- Phoenix BrochureDocument3 pagesPhoenix BrochureNicolasNo ratings yet
- Aircraft Design Project-1: Business JetsDocument34 pagesAircraft Design Project-1: Business Jetsஇர. இரகுநாதன்No ratings yet
- Robert Wolfe Sparky Aid Designs Disaster Relief Project Final ReportDocument30 pagesRobert Wolfe Sparky Aid Designs Disaster Relief Project Final Reportapi-702883782No ratings yet
- Conceptual DESIGN OF AD 71Document32 pagesConceptual DESIGN OF AD 71jagadishpp20itNo ratings yet
- Design of Bomber Aircraft: Department of Aeronautical Engineering Gojan School of Business and TechnologyDocument51 pagesDesign of Bomber Aircraft: Department of Aeronautical Engineering Gojan School of Business and TechnologyThilak KumarNo ratings yet
- Conventional Aircraft Wing Preliminary DDocument6 pagesConventional Aircraft Wing Preliminary Dalexpnitb2000No ratings yet
- Adp 1 FinalDocument43 pagesAdp 1 Finalrahul_vh100% (1)
- Bombardier BD-700 Global ExpressDocument26 pagesBombardier BD-700 Global ExpressWefly srl100% (2)
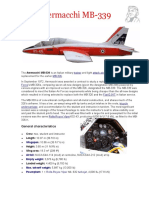
- The Aermacchi MB-339 Is An Italian MilitaryDocument3 pagesThe Aermacchi MB-339 Is An Italian MilitaryMariano ErroNo ratings yet
- Venturado Aircraft DesignDocument13 pagesVenturado Aircraft DesignRolando OtazaNo ratings yet
- Embraer 175Document2 pagesEmbraer 175gaveta86No ratings yet
- Intoduction To Aircraft DesignDocument27 pagesIntoduction To Aircraft DesignAbdullah IlyasNo ratings yet
- PsawatDocument14 pagesPsawatRidho Iqbal Maulana100% (1)
- 7 TH Sem AdpDocument56 pages7 TH Sem AdpJackson JackNo ratings yet
- Discus-2c Premium v2.0.0Document21 pagesDiscus-2c Premium v2.0.0Jose Manuel MacíasNo ratings yet
- Aircraft Design ProjectDocument16 pagesAircraft Design ProjectRohit KalsiNo ratings yet
- Team 2 - Complete PresentationDocument39 pagesTeam 2 - Complete PresentationCdizkNo ratings yet
- Adp FinalreviewDocument29 pagesAdp FinalreviewVeeranjaneyulu Chowdary VajjaNo ratings yet
- 3101Document10 pages3101Madhavan Jayaraman100% (1)
- Advanced Commercial Jet With GEnx Turbofans and 9 Abreast Seating Design by Carl M. Simpson (B.SC.)Document26 pagesAdvanced Commercial Jet With GEnx Turbofans and 9 Abreast Seating Design by Carl M. Simpson (B.SC.)NYIT SCHOOL OF ENGINEERING100% (1)
- Request For Proposal: Austere Field Light Attack AircraftDocument6 pagesRequest For Proposal: Austere Field Light Attack AircraftDANIEL ENRIQUE ALDANA LOPERANo ratings yet
- Embraer 175Document2 pagesEmbraer 175Lalitya Dhavala100% (2)
- Aircraft Design Project On Cargo Aircraft 2Document26 pagesAircraft Design Project On Cargo Aircraft 2Goutham KrsNo ratings yet
- Aerodynamic of AircraftDocument73 pagesAerodynamic of AircraftAmirul Fikry SamsudinNo ratings yet
- Fed The TovDocument27 pagesFed The TovSergey FilipkovskyNo ratings yet
- A Review On Strategies To Reduce Fuel Consumption in Different Phases of FlightDocument8 pagesA Review On Strategies To Reduce Fuel Consumption in Different Phases of FlightIJRASETPublicationsNo ratings yet
- Adp ProjectDocument10 pagesAdp ProjectJobin JoyNo ratings yet
- THR BoysDocument16 pagesTHR BoysTHE BOISNo ratings yet
- Details Arrow-Copter GBDocument3 pagesDetails Arrow-Copter GBKotnis KolluNo ratings yet
- NINUDocument55 pagesNINUAzcarrental55 CarrentalNo ratings yet
- Conf 15288 1529303363 11.IJMPERD - ICEMSDocument6 pagesConf 15288 1529303363 11.IJMPERD - ICEMSanandharajaNo ratings yet
- Technical Familiarization Manual: CSP B-026Document65 pagesTechnical Familiarization Manual: CSP B-026Daniel Vásquez CabreraNo ratings yet
- Aircraft Design Project - 1Document80 pagesAircraft Design Project - 1Abhishekhari50% (2)
- How to buy and fly a quadcopter drone: a small guide and flight schoolFrom EverandHow to buy and fly a quadcopter drone: a small guide and flight schoolNo ratings yet
- Small Unmanned Fixed-wing Aircraft Design: A Practical ApproachFrom EverandSmall Unmanned Fixed-wing Aircraft Design: A Practical ApproachNo ratings yet
- Tractor Principles: The Action, Mechanism, Handling, Care, Maintenance and Repair of the Gas Engine TractorFrom EverandTractor Principles: The Action, Mechanism, Handling, Care, Maintenance and Repair of the Gas Engine TractorNo ratings yet
- Getting Started with Containers in Google Cloud Platform: Deploy, Manage, and Secure Containerized ApplicationsFrom EverandGetting Started with Containers in Google Cloud Platform: Deploy, Manage, and Secure Containerized ApplicationsNo ratings yet
- Rapid Prototyping Software for Avionics Systems: Model-oriented Approaches for Complex Systems CertificationFrom EverandRapid Prototyping Software for Avionics Systems: Model-oriented Approaches for Complex Systems CertificationNo ratings yet
- Advance in Academic Writing Chapter 2Document12 pagesAdvance in Academic Writing Chapter 2Doan Dang Nhat Minh100% (1)
- Properties and Applications of Perovskite Proton ConductorsDocument10 pagesProperties and Applications of Perovskite Proton ConductorsYbiedSalazarNo ratings yet
- Distributed Generation Technologies: An Approach Towards Future EnergyDocument7 pagesDistributed Generation Technologies: An Approach Towards Future EnergyPavan KhetrapalNo ratings yet
- Research Proposal For The Proton BatteryDocument4 pagesResearch Proposal For The Proton BatteryStacey SkibaNo ratings yet
- Electric VehiclesDocument23 pagesElectric VehiclesLucifer RoxxNo ratings yet
- Hannover Messe 2016 Us Exhibitor DirectoryDocument153 pagesHannover Messe 2016 Us Exhibitor DirectoryMbamali ChukwunenyeNo ratings yet
- Hydrogen EssayDocument2 pagesHydrogen EssayMichael W.100% (2)
- Hydrogen Fuel Cells 101 Jan2022Document14 pagesHydrogen Fuel Cells 101 Jan2022crangelNo ratings yet
- Paper - 1 - SetA - QADocument16 pagesPaper - 1 - SetA - QAAhamedulla KhanNo ratings yet
- Smart Mobility - Well-To-wheels Efficiency of Hydrogen VehiclesDocument8 pagesSmart Mobility - Well-To-wheels Efficiency of Hydrogen VehiclesarusmNo ratings yet
- EE5303 Dynamics of Renewable Energy Sources PCC 3 - 0 - 0 3 CreditsDocument2 pagesEE5303 Dynamics of Renewable Energy Sources PCC 3 - 0 - 0 3 CreditsSaurabhNo ratings yet
- The Hindu Explainer Compilation 2022-23Document169 pagesThe Hindu Explainer Compilation 2022-23Dipen KadamNo ratings yet
- Todays Wastes, Tomorrow's Energy: Phoenix' BiotechnologyDocument22 pagesTodays Wastes, Tomorrow's Energy: Phoenix' BiotechnologyMahesh AithalNo ratings yet
- Full Download Book Advanced District Heating and Cooling DHC Systems PDFDocument41 pagesFull Download Book Advanced District Heating and Cooling DHC Systems PDFchristopher.cordova849100% (36)
- Design and Testing of Ejectors For High Temperature Fuel Cell Hybrid Systems 1 PDFDocument8 pagesDesign and Testing of Ejectors For High Temperature Fuel Cell Hybrid Systems 1 PDFHector Flores Marcos100% (1)
- Fuel Cell Component Product ListDocument3 pagesFuel Cell Component Product ListpgandzNo ratings yet
- Apes U6 Energy Resources and ConsumptionDocument3 pagesApes U6 Energy Resources and Consumptionapi-352694884No ratings yet
- Engineering For Teens A Beginners Book For Aspiring Engineers by McCauley PHD, PamelaDocument137 pagesEngineering For Teens A Beginners Book For Aspiring Engineers by McCauley PHD, PamelaSirbcdNo ratings yet
- Global Network For Renewable Energy Approaches in Desert RegionsDocument7 pagesGlobal Network For Renewable Energy Approaches in Desert RegionsHayan JanakatNo ratings yet
- Dynamic Modeling A of Phosphoric Acid Fuel Cell (PAFC) and Its Power Conditioning SystemDocument6 pagesDynamic Modeling A of Phosphoric Acid Fuel Cell (PAFC) and Its Power Conditioning SystemMarwa Osama El-HofyNo ratings yet
- Fuel Cell TrainerDocument4 pagesFuel Cell TrainererNo ratings yet
- Mercedes-Benz Canada Release - 3.17.11Document3 pagesMercedes-Benz Canada Release - 3.17.11bianca7sallesNo ratings yet
- Compilation of Lab Reports IpeDocument20 pagesCompilation of Lab Reports IpePandaNo ratings yet
- Hydrogen Fuel Cell TechnologyDocument107 pagesHydrogen Fuel Cell TechnologyShriniketh Chandrashekhar67% (3)
- Meeg 442 Term Paper - Turning Over A New LeafDocument17 pagesMeeg 442 Term Paper - Turning Over A New Leafapi-233129849No ratings yet
- OMD-507 O2 AnalyzerDocument2 pagesOMD-507 O2 Analyzerindra irawanNo ratings yet
- 2008 - Chemistry of Materials - Materials For The Solid Oxide Fuel CellsDocument15 pages2008 - Chemistry of Materials - Materials For The Solid Oxide Fuel CellscbvxcvbxvbNo ratings yet
- Fuel Cells in Aviation Hamburg PrintnewDocument30 pagesFuel Cells in Aviation Hamburg PrintnewMarina LenzaNo ratings yet
- Gemini Spacecraft Electrical System SpecificationDocument68 pagesGemini Spacecraft Electrical System SpecificationBob AndrepontNo ratings yet
- Description of Cells (SOFC and Na+)Document10 pagesDescription of Cells (SOFC and Na+)210TARUSHNo ratings yet