
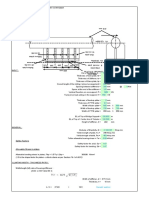
Tipos de Aletas para Tubos Aletados
Tipos de Aletas para Tubos Aletados
You might also like
- Scratch WorksheetDocument4 pagesScratch WorksheetGazal Bansal91% (11)
- TAYLOR FORGE - Catalog 722 PDFDocument79 pagesTAYLOR FORGE - Catalog 722 PDFMiguel Martinez Guerrero0% (1)
- Amphion Loudspeakers FinlandDocument2 pagesAmphion Loudspeakers FinlandAmphionNo ratings yet
- Major Project Report Civil Engineering College of Shakumbhari, Roorkee SESSION: 2018-2019Document16 pagesMajor Project Report Civil Engineering College of Shakumbhari, Roorkee SESSION: 2018-2019ritesh chauhan100% (2)
- FEWA WOODEN POLE and OHL PDFDocument56 pagesFEWA WOODEN POLE and OHL PDFscribdgineerNo ratings yet
- Waffle Slab DesignDocument23 pagesWaffle Slab DesignMwengei Muteti100% (1)
- Catalog PDFDocument88 pagesCatalog PDFadiNo ratings yet
- What's Where On Earth Atlas - DKDocument162 pagesWhat's Where On Earth Atlas - DKMiguel Martinez Guerrero100% (2)
- ICA Solid Woven PVC Conveyor Belting Vulcanising ProcedureDocument18 pagesICA Solid Woven PVC Conveyor Belting Vulcanising ProcedureThanuja PereraNo ratings yet
- Fine-Fin: High Performance Tubes For Heat ExchangersDocument12 pagesFine-Fin: High Performance Tubes For Heat ExchangersPankaj RaneNo ratings yet
- Bridge B 1 Fixed EndDocument7 pagesBridge B 1 Fixed EndSai SushankNo ratings yet
- MSF Bridge Support Stiffener DesignDocument7 pagesMSF Bridge Support Stiffener DesignSai SushankNo ratings yet
- A A A D N L A: Company DateDocument6 pagesA A A D N L A: Company Datechemical509No ratings yet
- SM Catalogue Price Range July 2022Document21 pagesSM Catalogue Price Range July 2022ankitajmaniNo ratings yet
- Moving Magnet CartridgesDocument2 pagesMoving Magnet CartridgesHolaNo ratings yet
- Sub P 25 Db-Technical SheetDocument1 pageSub P 25 Db-Technical SheetLenin GonzalezNo ratings yet
- Kup FL Rapid en 2006Document2 pagesKup FL Rapid en 2006Arief RakhmadNo ratings yet
- All You Need To Know About PCI Wires: Structure, Coating, FunctionDocument56 pagesAll You Need To Know About PCI Wires: Structure, Coating, FunctionRanda TabbahNo ratings yet
- Especificaciones DT820Document5 pagesEspecificaciones DT820Jorge Cid BlancoNo ratings yet
- Instalación Fibra OpticaDocument10 pagesInstalación Fibra OpticaCristian OrozcoNo ratings yet
- Bandit Park Jet EDF (Assembly Drawing Tiled)Document2 pagesBandit Park Jet EDF (Assembly Drawing Tiled)roman golianNo ratings yet
- Formwork Design Concrete Slab: Givens/intial Design ActualDocument3 pagesFormwork Design Concrete Slab: Givens/intial Design ActualNarainNo ratings yet
- Om 5 Series ProductsheetDocument2 pagesOm 5 Series ProductsheetHolaNo ratings yet
- Wire AntennasDocument16 pagesWire AntennasBudi SantosoNo ratings yet
- Letatwin Lm-550a2 Series.Document8 pagesLetatwin Lm-550a2 Series.Suryakanta PradhanNo ratings yet
- Xfs Sub Surface Dripline Performance ChartsDocument2 pagesXfs Sub Surface Dripline Performance ChartsYASSER SHAALANNo ratings yet
- New Lowfin Product Sheet V1Document9 pagesNew Lowfin Product Sheet V1parsiti unnesNo ratings yet
- SHIFT N TypesDocument24 pagesSHIFT N Typesscooba84No ratings yet
- TB1009 Insulfoam EPS Below Concrete Slab Applications 2012Document2 pagesTB1009 Insulfoam EPS Below Concrete Slab Applications 2012josephfulwoodNo ratings yet
- Premier Coatings Premcote 500Document2 pagesPremier Coatings Premcote 500Im ChinithNo ratings yet
- MRX515Document2 pagesMRX515Raquel OrtegaNo ratings yet
- Став Atlas Copco DM30, DM45Document16 pagesСтав Atlas Copco DM30, DM45Дамир Назипов100% (1)
- Bob Cat6 FTP DatasheetDocument1 pageBob Cat6 FTP DatasheetJhinson Edgar CoyagoNo ratings yet
- Denso Densopol 60 TapeDocument2 pagesDenso Densopol 60 TapeDwi SutiknoNo ratings yet
- All Weld ConnectionDocument77 pagesAll Weld ConnectionAamir SuhailNo ratings yet
- RCF Usa Lf15g401 Specifications 46922Document2 pagesRCF Usa Lf15g401 Specifications 46922Andrea PaoNo ratings yet
- 36 TD ConventionalDocument12 pages36 TD Conventionalgarias1000No ratings yet
- Bridge Sliding End and Fixed End-CIFB03Document7 pagesBridge Sliding End and Fixed End-CIFB03Sai SushankNo ratings yet
- Column Splicing For DietaryDocument1 pageColumn Splicing For DietarySebastian AbordoNo ratings yet
- Cadem-L4 2Document18 pagesCadem-L4 2mohammedNo ratings yet
- 4-800 GrainSupreme1-16 X 1-16 UGH 2.0Document1 page4-800 GrainSupreme1-16 X 1-16 UGH 2.0eurofeedcomercialNo ratings yet
- Budmat Product Catalogue 27 11 2019 enDocument31 pagesBudmat Product Catalogue 27 11 2019 enTraistaru AndreaNo ratings yet
- Epson SC-F530 - SC-F531 (Updated2)Document2 pagesEpson SC-F530 - SC-F531 (Updated2)John Christopher Z. RectoNo ratings yet
- XFCV Dripline With Heavy-Duty Check Valve: Tech SpecDocument2 pagesXFCV Dripline With Heavy-Duty Check Valve: Tech Specmushy2009No ratings yet
- L15P200AK Spec SheetDocument2 pagesL15P200AK Spec SheetLucas LucasNo ratings yet
- BRIDGESTONEDocument90 pagesBRIDGESTONEmarco antonio talavera salazarNo ratings yet
- Leaflet Furrow RidgerDocument2 pagesLeaflet Furrow RidgerdeminpNo ratings yet
- X15 DatasheetDocument2 pagesX15 DatasheetAkashNo ratings yet
- 2021 Granvoz Audio Catalog1Document20 pages2021 Granvoz Audio Catalog1Kawasaki UnidentifieNo ratings yet
- A5X Sheet Engl LoresDocument2 pagesA5X Sheet Engl Loresmizu82No ratings yet
- CSWIP 3 0 Practical Fillet Welded T Joint Instruction SheetDocument4 pagesCSWIP 3 0 Practical Fillet Welded T Joint Instruction SheetAslanNo ratings yet
- Beam Column Cleat Angle ConnectionDocument4 pagesBeam Column Cleat Angle Connectionsatya100% (1)
- Katalog CMT 2016Document368 pagesKatalog CMT 2016Nenad PuhaloNo ratings yet
- Élhajlító SzerszámkatalógusDocument28 pagesÉlhajlító SzerszámkatalógusIls Inzinering100% (1)
- Timing Pulleys Catalogue PDFDocument20 pagesTiming Pulleys Catalogue PDFNguyen Nam100% (1)
- CAMF5/55-160-BBCF: Multifunction Tool For Bonded Semiconductor and InsulationDocument2 pagesCAMF5/55-160-BBCF: Multifunction Tool For Bonded Semiconductor and InsulationEslam SadekNo ratings yet
- Nota CA2c Fibre OpticDocument44 pagesNota CA2c Fibre OpticzuantionNo ratings yet
- Oak FP2B 2018Document2 pagesOak FP2B 2018Fernando RosadoNo ratings yet
- Dyna PoreDocument12 pagesDyna PoreW Morales100% (1)
- CBL-VDL 2016Document2 pagesCBL-VDL 2016smilegirlNo ratings yet
- Linaer SlotsDocument13 pagesLinaer Slotsabdalmonaem1986No ratings yet
- Sound Recording for Films - The History and Development of Sound RecordingFrom EverandSound Recording for Films - The History and Development of Sound RecordingNo ratings yet
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- Typical Details Vortex BreakersDocument1 pageTypical Details Vortex BreakersMiguel Martinez GuerreroNo ratings yet
- Especificacion 20072-D-201Document31 pagesEspecificacion 20072-D-201Miguel Martinez GuerreroNo ratings yet
- Pipe & Mechanical InsulationDocument36 pagesPipe & Mechanical InsulationMiguel Martinez GuerreroNo ratings yet
- Icaf Aislamiento y Proteccion PersonalDocument1 pageIcaf Aislamiento y Proteccion PersonalMiguel Martinez GuerreroNo ratings yet
- 1244 - 61-00-STC-0490-01 - 0 STD Recipientes EcopetrolDocument29 pages1244 - 61-00-STC-0490-01 - 0 STD Recipientes EcopetrolMiguel Martinez GuerreroNo ratings yet
- 4.5 External Pressure Design For Flat Bottom Cone Roof (RBCR) TanksDocument7 pages4.5 External Pressure Design For Flat Bottom Cone Roof (RBCR) TanksMiguel Martinez GuerreroNo ratings yet
- II Tank Capacities: Mechanical Engineering Rev. Date Section 3.1 Tank Reference Manual PageDocument6 pagesII Tank Capacities: Mechanical Engineering Rev. Date Section 3.1 Tank Reference Manual PageMiguel Martinez GuerreroNo ratings yet
- ASME Interpretation VIII-1!16!85Document1 pageASME Interpretation VIII-1!16!85Miguel Martinez GuerreroNo ratings yet
- Tank Weights: Mechanical Engineering Tank Reference Manual Rev. Date: SECTION: 3.2 12-95Document6 pagesTank Weights: Mechanical Engineering Tank Reference Manual Rev. Date: SECTION: 3.2 12-95Miguel Martinez GuerreroNo ratings yet
- 4.3 Basic Design Awwa D100 & Api 650Document7 pages4.3 Basic Design Awwa D100 & Api 650Miguel Martinez Guerrero100% (1)
- Specification Compliance: and Reference GuideDocument12 pagesSpecification Compliance: and Reference GuideMiguel Martinez GuerreroNo ratings yet
- 4.2 Miscellaneous Data and Design in TanksDocument5 pages4.2 Miscellaneous Data and Design in TanksMiguel Martinez GuerreroNo ratings yet
- Mineral Wool Pipe InsulationDocument4 pagesMineral Wool Pipe InsulationMiguel Martinez GuerreroNo ratings yet
- Rti Brochure Astm Compliance Chart Na enDocument2 pagesRti Brochure Astm Compliance Chart Na enMiguel Martinez GuerreroNo ratings yet
- 512-ET-08-REV-1-Atmopheric TanksDocument17 pages512-ET-08-REV-1-Atmopheric TanksMiguel Martinez GuerreroNo ratings yet
- Bearing Friction Torque in Bolted Joints, Sayed A Nassar, G C Barber, Dajun ZuoDocument17 pagesBearing Friction Torque in Bolted Joints, Sayed A Nassar, G C Barber, Dajun ZuoMiguel Martinez GuerreroNo ratings yet
- Especificacion de Ingenieria E-401 Requirement For Design and Fabircation of Destillation Tower Plates and InternalsDocument16 pagesEspecificacion de Ingenieria E-401 Requirement For Design and Fabircation of Destillation Tower Plates and InternalsMiguel Martinez GuerreroNo ratings yet
- Astm D2143 - 2005 PDFDocument3 pagesAstm D2143 - 2005 PDFMiguel Martinez GuerreroNo ratings yet
- (UNS N08904) : NAS High Corrosion Resistant Stainless SteelDocument4 pages(UNS N08904) : NAS High Corrosion Resistant Stainless SteelMiguel Martinez GuerreroNo ratings yet
- Specifications/Grades: Key BenefitsDocument2 pagesSpecifications/Grades: Key BenefitsMiguel Martinez GuerreroNo ratings yet
- Air Cooler Design Guidelines Rev 6, Jul 2012Document36 pagesAir Cooler Design Guidelines Rev 6, Jul 2012Miguel Martinez Guerrero100% (1)
- Chemax Tracit Heat Transfer CompoundDocument1 pageChemax Tracit Heat Transfer CompoundMiguel Martinez GuerreroNo ratings yet
- 7r135atl ADocument24 pages7r135atl AJhonatan ComakNo ratings yet
- CO - 7th UNITDocument17 pagesCO - 7th UNITStudent NameNo ratings yet
- Name Sap Abap Technical Consultant & Sap Vistex Techno-Functional ConsultantDocument6 pagesName Sap Abap Technical Consultant & Sap Vistex Techno-Functional ConsultantKiran NelluruNo ratings yet
- Show Attend and TellDocument10 pagesShow Attend and Tellbhavishya mittalNo ratings yet
- Vgf18Se: Enginator Generating SystemDocument2 pagesVgf18Se: Enginator Generating SystemJuly E. Maldonado M.No ratings yet
- MPLS and Internet Leased Lines - A ComparisonDocument3 pagesMPLS and Internet Leased Lines - A ComparisonRahul AherNo ratings yet
- Sciencedirect: Internet of Things Approach To Cloud-Based Smart Car ParkingDocument6 pagesSciencedirect: Internet of Things Approach To Cloud-Based Smart Car ParkingNoobstaxD AhmedNo ratings yet
- Roland Berger Report On Key Enablers For Hydrogen in MENA 1673535736Document16 pagesRoland Berger Report On Key Enablers For Hydrogen in MENA 1673535736MohamedNo ratings yet
- User Manual RD-50 PDFDocument58 pagesUser Manual RD-50 PDFTechno GenisysNo ratings yet
- Steps To A Safe and Successful Dis Assembly and Assembly of A System UnitDocument3 pagesSteps To A Safe and Successful Dis Assembly and Assembly of A System Unitmamer_2No ratings yet
- LC30 Compact Relay Controller ManualDocument6 pagesLC30 Compact Relay Controller ManualfarisazharuNo ratings yet
- Wifirobin ManualDocument25 pagesWifirobin ManualfilfrNo ratings yet
- (Begovic, Skaljo, Goran) Examp Estim of Twisted-Pair Channel Capacity in DSL Environm 2013 ICCSPA.2013.6487239Document5 pages(Begovic, Skaljo, Goran) Examp Estim of Twisted-Pair Channel Capacity in DSL Environm 2013 ICCSPA.2013.6487239jffm7147No ratings yet
- ReadmeDocument3 pagesReadmecarlosNo ratings yet
- NV - EulaDocument1 pageNV - EulaBia NovaisNo ratings yet
- Python Tutorial Class-Xll PDFDocument113 pagesPython Tutorial Class-Xll PDFH fc yuddh yugNo ratings yet
- Foundations of Online Learning Challenges and OpportunitiesDocument18 pagesFoundations of Online Learning Challenges and Opportunitiesyeo.junzhongNo ratings yet
- Raudah Al-Qayyumiah by Muhammad Ihsan Mujaddidi, Volume 2 (Urdu)Document491 pagesRaudah Al-Qayyumiah by Muhammad Ihsan Mujaddidi, Volume 2 (Urdu)Talib GhaffariNo ratings yet
- Ebook Database Systems A Practical Approach To Design Implementation and Management 6Th Edition Connolly Solutions Manual Full Chapter PDFDocument45 pagesEbook Database Systems A Practical Approach To Design Implementation and Management 6Th Edition Connolly Solutions Manual Full Chapter PDFdubitateswanmarkm4nvo100% (13)
- Oil Sample report-31.5MVA, Indotech PTR at Turkayamjal SSDocument2 pagesOil Sample report-31.5MVA, Indotech PTR at Turkayamjal SSMUSHAM217No ratings yet
- Dev Alden Christian Affandi - Emphaty Map CanvasDocument3 pagesDev Alden Christian Affandi - Emphaty Map CanvasERIQ TAN (00000058587)No ratings yet
- 74VHC245FT Datasheet en 20170222Document9 pages74VHC245FT Datasheet en 20170222rfidguysNo ratings yet
- OriginalDocument20 pagesOriginalم.نور المشاقبةNo ratings yet
- White Minimalist ResumeDocument1 pageWhite Minimalist ResumebabucpyNo ratings yet
- BH Session Task 1Document4 pagesBH Session Task 1RajNo ratings yet
- FMEA TemplateDocument8 pagesFMEA TemplateRohit LakhotiaNo ratings yet
- ACU AutoCAD Exam Objectives 0120Document1 pageACU AutoCAD Exam Objectives 0120jayakumarNo ratings yet
- QA QC Plan - WoodcrestDocument139 pagesQA QC Plan - WoodcrestthuanNo ratings yet
- Transportation ProblemsDocument32 pagesTransportation ProblemsAravindhan RavichandranNo ratings yet
















































































































Download as pdf or txt
You might also like
- Scratch WorksheetDocument4 pagesScratch WorksheetGazal Bansal91% (11)
- TAYLOR FORGE - Catalog 722 PDFDocument79 pagesTAYLOR FORGE - Catalog 722 PDFMiguel Martinez Guerrero0% (1)
- Amphion Loudspeakers FinlandDocument2 pagesAmphion Loudspeakers FinlandAmphionNo ratings yet
- Major Project Report Civil Engineering College of Shakumbhari, Roorkee SESSION: 2018-2019Document16 pagesMajor Project Report Civil Engineering College of Shakumbhari, Roorkee SESSION: 2018-2019ritesh chauhan100% (2)
- FEWA WOODEN POLE and OHL PDFDocument56 pagesFEWA WOODEN POLE and OHL PDFscribdgineerNo ratings yet
- Waffle Slab DesignDocument23 pagesWaffle Slab DesignMwengei Muteti100% (1)
- Catalog PDFDocument88 pagesCatalog PDFadiNo ratings yet
- What's Where On Earth Atlas - DKDocument162 pagesWhat's Where On Earth Atlas - DKMiguel Martinez Guerrero100% (2)
- ICA Solid Woven PVC Conveyor Belting Vulcanising ProcedureDocument18 pagesICA Solid Woven PVC Conveyor Belting Vulcanising ProcedureThanuja PereraNo ratings yet
- Fine-Fin: High Performance Tubes For Heat ExchangersDocument12 pagesFine-Fin: High Performance Tubes For Heat ExchangersPankaj RaneNo ratings yet
- Bridge B 1 Fixed EndDocument7 pagesBridge B 1 Fixed EndSai SushankNo ratings yet
- MSF Bridge Support Stiffener DesignDocument7 pagesMSF Bridge Support Stiffener DesignSai SushankNo ratings yet
- A A A D N L A: Company DateDocument6 pagesA A A D N L A: Company Datechemical509No ratings yet
- SM Catalogue Price Range July 2022Document21 pagesSM Catalogue Price Range July 2022ankitajmaniNo ratings yet
- Moving Magnet CartridgesDocument2 pagesMoving Magnet CartridgesHolaNo ratings yet
- Sub P 25 Db-Technical SheetDocument1 pageSub P 25 Db-Technical SheetLenin GonzalezNo ratings yet
- Kup FL Rapid en 2006Document2 pagesKup FL Rapid en 2006Arief RakhmadNo ratings yet
- All You Need To Know About PCI Wires: Structure, Coating, FunctionDocument56 pagesAll You Need To Know About PCI Wires: Structure, Coating, FunctionRanda TabbahNo ratings yet
- Especificaciones DT820Document5 pagesEspecificaciones DT820Jorge Cid BlancoNo ratings yet
- Instalación Fibra OpticaDocument10 pagesInstalación Fibra OpticaCristian OrozcoNo ratings yet
- Bandit Park Jet EDF (Assembly Drawing Tiled)Document2 pagesBandit Park Jet EDF (Assembly Drawing Tiled)roman golianNo ratings yet
- Formwork Design Concrete Slab: Givens/intial Design ActualDocument3 pagesFormwork Design Concrete Slab: Givens/intial Design ActualNarainNo ratings yet
- Om 5 Series ProductsheetDocument2 pagesOm 5 Series ProductsheetHolaNo ratings yet
- Wire AntennasDocument16 pagesWire AntennasBudi SantosoNo ratings yet
- Letatwin Lm-550a2 Series.Document8 pagesLetatwin Lm-550a2 Series.Suryakanta PradhanNo ratings yet
- Xfs Sub Surface Dripline Performance ChartsDocument2 pagesXfs Sub Surface Dripline Performance ChartsYASSER SHAALANNo ratings yet
- New Lowfin Product Sheet V1Document9 pagesNew Lowfin Product Sheet V1parsiti unnesNo ratings yet
- SHIFT N TypesDocument24 pagesSHIFT N Typesscooba84No ratings yet
- TB1009 Insulfoam EPS Below Concrete Slab Applications 2012Document2 pagesTB1009 Insulfoam EPS Below Concrete Slab Applications 2012josephfulwoodNo ratings yet
- Premier Coatings Premcote 500Document2 pagesPremier Coatings Premcote 500Im ChinithNo ratings yet
- MRX515Document2 pagesMRX515Raquel OrtegaNo ratings yet
- Став Atlas Copco DM30, DM45Document16 pagesСтав Atlas Copco DM30, DM45Дамир Назипов100% (1)
- Bob Cat6 FTP DatasheetDocument1 pageBob Cat6 FTP DatasheetJhinson Edgar CoyagoNo ratings yet
- Denso Densopol 60 TapeDocument2 pagesDenso Densopol 60 TapeDwi SutiknoNo ratings yet
- All Weld ConnectionDocument77 pagesAll Weld ConnectionAamir SuhailNo ratings yet
- RCF Usa Lf15g401 Specifications 46922Document2 pagesRCF Usa Lf15g401 Specifications 46922Andrea PaoNo ratings yet
- 36 TD ConventionalDocument12 pages36 TD Conventionalgarias1000No ratings yet
- Bridge Sliding End and Fixed End-CIFB03Document7 pagesBridge Sliding End and Fixed End-CIFB03Sai SushankNo ratings yet
- Column Splicing For DietaryDocument1 pageColumn Splicing For DietarySebastian AbordoNo ratings yet
- Cadem-L4 2Document18 pagesCadem-L4 2mohammedNo ratings yet
- 4-800 GrainSupreme1-16 X 1-16 UGH 2.0Document1 page4-800 GrainSupreme1-16 X 1-16 UGH 2.0eurofeedcomercialNo ratings yet
- Budmat Product Catalogue 27 11 2019 enDocument31 pagesBudmat Product Catalogue 27 11 2019 enTraistaru AndreaNo ratings yet
- Epson SC-F530 - SC-F531 (Updated2)Document2 pagesEpson SC-F530 - SC-F531 (Updated2)John Christopher Z. RectoNo ratings yet
- XFCV Dripline With Heavy-Duty Check Valve: Tech SpecDocument2 pagesXFCV Dripline With Heavy-Duty Check Valve: Tech Specmushy2009No ratings yet
- L15P200AK Spec SheetDocument2 pagesL15P200AK Spec SheetLucas LucasNo ratings yet
- BRIDGESTONEDocument90 pagesBRIDGESTONEmarco antonio talavera salazarNo ratings yet
- Leaflet Furrow RidgerDocument2 pagesLeaflet Furrow RidgerdeminpNo ratings yet
- X15 DatasheetDocument2 pagesX15 DatasheetAkashNo ratings yet
- 2021 Granvoz Audio Catalog1Document20 pages2021 Granvoz Audio Catalog1Kawasaki UnidentifieNo ratings yet
- A5X Sheet Engl LoresDocument2 pagesA5X Sheet Engl Loresmizu82No ratings yet
- CSWIP 3 0 Practical Fillet Welded T Joint Instruction SheetDocument4 pagesCSWIP 3 0 Practical Fillet Welded T Joint Instruction SheetAslanNo ratings yet
- Beam Column Cleat Angle ConnectionDocument4 pagesBeam Column Cleat Angle Connectionsatya100% (1)
- Katalog CMT 2016Document368 pagesKatalog CMT 2016Nenad PuhaloNo ratings yet
- Élhajlító SzerszámkatalógusDocument28 pagesÉlhajlító SzerszámkatalógusIls Inzinering100% (1)
- Timing Pulleys Catalogue PDFDocument20 pagesTiming Pulleys Catalogue PDFNguyen Nam100% (1)
- CAMF5/55-160-BBCF: Multifunction Tool For Bonded Semiconductor and InsulationDocument2 pagesCAMF5/55-160-BBCF: Multifunction Tool For Bonded Semiconductor and InsulationEslam SadekNo ratings yet
- Nota CA2c Fibre OpticDocument44 pagesNota CA2c Fibre OpticzuantionNo ratings yet
- Oak FP2B 2018Document2 pagesOak FP2B 2018Fernando RosadoNo ratings yet
- Dyna PoreDocument12 pagesDyna PoreW Morales100% (1)
- CBL-VDL 2016Document2 pagesCBL-VDL 2016smilegirlNo ratings yet
- Linaer SlotsDocument13 pagesLinaer Slotsabdalmonaem1986No ratings yet
- Sound Recording for Films - The History and Development of Sound RecordingFrom EverandSound Recording for Films - The History and Development of Sound RecordingNo ratings yet
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- Typical Details Vortex BreakersDocument1 pageTypical Details Vortex BreakersMiguel Martinez GuerreroNo ratings yet
- Especificacion 20072-D-201Document31 pagesEspecificacion 20072-D-201Miguel Martinez GuerreroNo ratings yet
- Pipe & Mechanical InsulationDocument36 pagesPipe & Mechanical InsulationMiguel Martinez GuerreroNo ratings yet
- Icaf Aislamiento y Proteccion PersonalDocument1 pageIcaf Aislamiento y Proteccion PersonalMiguel Martinez GuerreroNo ratings yet
- 1244 - 61-00-STC-0490-01 - 0 STD Recipientes EcopetrolDocument29 pages1244 - 61-00-STC-0490-01 - 0 STD Recipientes EcopetrolMiguel Martinez GuerreroNo ratings yet
- 4.5 External Pressure Design For Flat Bottom Cone Roof (RBCR) TanksDocument7 pages4.5 External Pressure Design For Flat Bottom Cone Roof (RBCR) TanksMiguel Martinez GuerreroNo ratings yet
- II Tank Capacities: Mechanical Engineering Rev. Date Section 3.1 Tank Reference Manual PageDocument6 pagesII Tank Capacities: Mechanical Engineering Rev. Date Section 3.1 Tank Reference Manual PageMiguel Martinez GuerreroNo ratings yet
- ASME Interpretation VIII-1!16!85Document1 pageASME Interpretation VIII-1!16!85Miguel Martinez GuerreroNo ratings yet
- Tank Weights: Mechanical Engineering Tank Reference Manual Rev. Date: SECTION: 3.2 12-95Document6 pagesTank Weights: Mechanical Engineering Tank Reference Manual Rev. Date: SECTION: 3.2 12-95Miguel Martinez GuerreroNo ratings yet
- 4.3 Basic Design Awwa D100 & Api 650Document7 pages4.3 Basic Design Awwa D100 & Api 650Miguel Martinez Guerrero100% (1)
- Specification Compliance: and Reference GuideDocument12 pagesSpecification Compliance: and Reference GuideMiguel Martinez GuerreroNo ratings yet
- 4.2 Miscellaneous Data and Design in TanksDocument5 pages4.2 Miscellaneous Data and Design in TanksMiguel Martinez GuerreroNo ratings yet
- Mineral Wool Pipe InsulationDocument4 pagesMineral Wool Pipe InsulationMiguel Martinez GuerreroNo ratings yet
- Rti Brochure Astm Compliance Chart Na enDocument2 pagesRti Brochure Astm Compliance Chart Na enMiguel Martinez GuerreroNo ratings yet
- 512-ET-08-REV-1-Atmopheric TanksDocument17 pages512-ET-08-REV-1-Atmopheric TanksMiguel Martinez GuerreroNo ratings yet
- Bearing Friction Torque in Bolted Joints, Sayed A Nassar, G C Barber, Dajun ZuoDocument17 pagesBearing Friction Torque in Bolted Joints, Sayed A Nassar, G C Barber, Dajun ZuoMiguel Martinez GuerreroNo ratings yet
- Especificacion de Ingenieria E-401 Requirement For Design and Fabircation of Destillation Tower Plates and InternalsDocument16 pagesEspecificacion de Ingenieria E-401 Requirement For Design and Fabircation of Destillation Tower Plates and InternalsMiguel Martinez GuerreroNo ratings yet
- Astm D2143 - 2005 PDFDocument3 pagesAstm D2143 - 2005 PDFMiguel Martinez GuerreroNo ratings yet
- (UNS N08904) : NAS High Corrosion Resistant Stainless SteelDocument4 pages(UNS N08904) : NAS High Corrosion Resistant Stainless SteelMiguel Martinez GuerreroNo ratings yet
- Specifications/Grades: Key BenefitsDocument2 pagesSpecifications/Grades: Key BenefitsMiguel Martinez GuerreroNo ratings yet
- Air Cooler Design Guidelines Rev 6, Jul 2012Document36 pagesAir Cooler Design Guidelines Rev 6, Jul 2012Miguel Martinez Guerrero100% (1)
- Chemax Tracit Heat Transfer CompoundDocument1 pageChemax Tracit Heat Transfer CompoundMiguel Martinez GuerreroNo ratings yet
- 7r135atl ADocument24 pages7r135atl AJhonatan ComakNo ratings yet
- CO - 7th UNITDocument17 pagesCO - 7th UNITStudent NameNo ratings yet
- Name Sap Abap Technical Consultant & Sap Vistex Techno-Functional ConsultantDocument6 pagesName Sap Abap Technical Consultant & Sap Vistex Techno-Functional ConsultantKiran NelluruNo ratings yet
- Show Attend and TellDocument10 pagesShow Attend and Tellbhavishya mittalNo ratings yet
- Vgf18Se: Enginator Generating SystemDocument2 pagesVgf18Se: Enginator Generating SystemJuly E. Maldonado M.No ratings yet
- MPLS and Internet Leased Lines - A ComparisonDocument3 pagesMPLS and Internet Leased Lines - A ComparisonRahul AherNo ratings yet
- Sciencedirect: Internet of Things Approach To Cloud-Based Smart Car ParkingDocument6 pagesSciencedirect: Internet of Things Approach To Cloud-Based Smart Car ParkingNoobstaxD AhmedNo ratings yet
- Roland Berger Report On Key Enablers For Hydrogen in MENA 1673535736Document16 pagesRoland Berger Report On Key Enablers For Hydrogen in MENA 1673535736MohamedNo ratings yet
- User Manual RD-50 PDFDocument58 pagesUser Manual RD-50 PDFTechno GenisysNo ratings yet
- Steps To A Safe and Successful Dis Assembly and Assembly of A System UnitDocument3 pagesSteps To A Safe and Successful Dis Assembly and Assembly of A System Unitmamer_2No ratings yet
- LC30 Compact Relay Controller ManualDocument6 pagesLC30 Compact Relay Controller ManualfarisazharuNo ratings yet
- Wifirobin ManualDocument25 pagesWifirobin ManualfilfrNo ratings yet
- (Begovic, Skaljo, Goran) Examp Estim of Twisted-Pair Channel Capacity in DSL Environm 2013 ICCSPA.2013.6487239Document5 pages(Begovic, Skaljo, Goran) Examp Estim of Twisted-Pair Channel Capacity in DSL Environm 2013 ICCSPA.2013.6487239jffm7147No ratings yet
- ReadmeDocument3 pagesReadmecarlosNo ratings yet
- NV - EulaDocument1 pageNV - EulaBia NovaisNo ratings yet
- Python Tutorial Class-Xll PDFDocument113 pagesPython Tutorial Class-Xll PDFH fc yuddh yugNo ratings yet
- Foundations of Online Learning Challenges and OpportunitiesDocument18 pagesFoundations of Online Learning Challenges and Opportunitiesyeo.junzhongNo ratings yet
- Raudah Al-Qayyumiah by Muhammad Ihsan Mujaddidi, Volume 2 (Urdu)Document491 pagesRaudah Al-Qayyumiah by Muhammad Ihsan Mujaddidi, Volume 2 (Urdu)Talib GhaffariNo ratings yet
- Ebook Database Systems A Practical Approach To Design Implementation and Management 6Th Edition Connolly Solutions Manual Full Chapter PDFDocument45 pagesEbook Database Systems A Practical Approach To Design Implementation and Management 6Th Edition Connolly Solutions Manual Full Chapter PDFdubitateswanmarkm4nvo100% (13)
- Oil Sample report-31.5MVA, Indotech PTR at Turkayamjal SSDocument2 pagesOil Sample report-31.5MVA, Indotech PTR at Turkayamjal SSMUSHAM217No ratings yet
- Dev Alden Christian Affandi - Emphaty Map CanvasDocument3 pagesDev Alden Christian Affandi - Emphaty Map CanvasERIQ TAN (00000058587)No ratings yet
- 74VHC245FT Datasheet en 20170222Document9 pages74VHC245FT Datasheet en 20170222rfidguysNo ratings yet
- OriginalDocument20 pagesOriginalم.نور المشاقبةNo ratings yet
- White Minimalist ResumeDocument1 pageWhite Minimalist ResumebabucpyNo ratings yet
- BH Session Task 1Document4 pagesBH Session Task 1RajNo ratings yet
- FMEA TemplateDocument8 pagesFMEA TemplateRohit LakhotiaNo ratings yet
- ACU AutoCAD Exam Objectives 0120Document1 pageACU AutoCAD Exam Objectives 0120jayakumarNo ratings yet
- QA QC Plan - WoodcrestDocument139 pagesQA QC Plan - WoodcrestthuanNo ratings yet
- Transportation ProblemsDocument32 pagesTransportation ProblemsAravindhan RavichandranNo ratings yet