Download as pdf or txt
You might also like
- IOSA ManualDocument702 pagesIOSA ManualManisha YuukiNo ratings yet
- HRB-4 KULLANIM KILAVUZU - Tr.enDocument73 pagesHRB-4 KULLANIM KILAVUZU - Tr.enHaidar Sareeni0% (1)
- KRA For HR ExecutiveDocument4 pagesKRA For HR ExecutiveChintan Shet100% (5)
- Steam Jet Ejectors For The Process Industries PDFDocument521 pagesSteam Jet Ejectors For The Process Industries PDFBolívar Amores67% (6)
- CONTENTSDocument7 pagesCONTENTSAliNo ratings yet
- FA IDCbookextractDocument32 pagesFA IDCbookextractAneeshNo ratings yet
- Turbogenerator DYP Student Report PDFDocument75 pagesTurbogenerator DYP Student Report PDFCojanu CozminNo ratings yet
- Slurry PumpDocument97 pagesSlurry Pumpsmendoza100% (1)
- Power Plant Equipment Operation and Maintenance Guide: Maximizing Efficiency and ProfitabilityDocument17 pagesPower Plant Equipment Operation and Maintenance Guide: Maximizing Efficiency and ProfitabilityMaterials Engineer100% (2)
- Sayers OCRDocument164 pagesSayers OCRWellington Paro Tuito50% (2)
- TurbochargerDocument95 pagesTurbochargerCurtler PaquibotNo ratings yet
- Fabrication of Automatic Sewage Cleaning System by Using DC MoterDocument9 pagesFabrication of Automatic Sewage Cleaning System by Using DC MoterNaveen KumarNo ratings yet
- Integration of Carrier Pin Assembly With Oneway Clutch Mechanism in Gear Reduction Starter MotorDocument71 pagesIntegration of Carrier Pin Assembly With Oneway Clutch Mechanism in Gear Reduction Starter MotorARVIND KUMARNo ratings yet
- Full ReportDocument79 pagesFull ReportBalaji ArumugamNo ratings yet
- Internal Combustion Enginess Theory and CalculationsDocument111 pagesInternal Combustion Enginess Theory and Calculationshtunhtunlynn07No ratings yet
- Internal Combustion Enginess Theoryand CalculationsDocument112 pagesInternal Combustion Enginess Theoryand CalculationsAlaa HosnyNo ratings yet
- Acknowledgement & ContentsDocument4 pagesAcknowledgement & ContentsKishan Rajeew AmarasiriNo ratings yet
- Study and Numerical Analysis of Jet PumpsDocument68 pagesStudy and Numerical Analysis of Jet PumpsNinadNo ratings yet
- Original Project Report PDFDocument70 pagesOriginal Project Report PDFJofin TM100% (1)
- POME BIOGAS PLANT ECXL SCRUBBER Rev 1Document70 pagesPOME BIOGAS PLANT ECXL SCRUBBER Rev 1carlossolanourango16No ratings yet
- Reduction Gearbox Manual & Spare Parts ListDocument50 pagesReduction Gearbox Manual & Spare Parts ListPhan Cao An TruongNo ratings yet
- Project File ReportDocument61 pagesProject File ReportVarun MalaviyaNo ratings yet
- Design Construction and Testing of Regen PDFDocument132 pagesDesign Construction and Testing of Regen PDFSimon TudorNo ratings yet
- Ebook Radial Flow Turbocompressors Design Analysis and Applications 1St Edition Casey Online PDF All ChapterDocument69 pagesEbook Radial Flow Turbocompressors Design Analysis and Applications 1St Edition Casey Online PDF All Chapterhelen.martin283100% (7)
- Turbo 10Document10 pagesTurbo 10Amitpal SinghNo ratings yet
- Content: Case 2: Shaft Calculations 3.1.3 Case 3: Bearing Selection 14Document26 pagesContent: Case 2: Shaft Calculations 3.1.3 Case 3: Bearing Selection 14Rock VenkatNo ratings yet
- Modern Power Transformer Practice2Document3 pagesModern Power Transformer Practice2amulya sNo ratings yet
- Bosch Rexroth PLC Internship ReportDocument24 pagesBosch Rexroth PLC Internship Reportkarthik n100% (3)
- Project Gf2020Document64 pagesProject Gf2020nastarunNo ratings yet
- Internship ReportDocument37 pagesInternship ReportSunil Rai100% (1)
- Automotive Mam RaquelDocument175 pagesAutomotive Mam RaquelJayson GuerreroNo ratings yet
- Dil ShafDocument6 pagesDil Shafsafal shaNo ratings yet
- Solar CoolerDocument47 pagesSolar CoolerMD SHALU RAHAMANNo ratings yet
- Manoj MDocument36 pagesManoj Mmanojm12062002No ratings yet
- TamburriniDocument136 pagesTamburriniapi-3847546100% (1)
- Talon Garikayi C056634k-Work Related Learning Report For Simbi Plantwith Cover PageDocument156 pagesTalon Garikayi C056634k-Work Related Learning Report For Simbi Plantwith Cover PagetalonNo ratings yet
- Full Download Book Electrical Submersible Pumps Manual Design Operations and Maintenance PDFDocument41 pagesFull Download Book Electrical Submersible Pumps Manual Design Operations and Maintenance PDFdorothy.brodeur727100% (23)
- Model and Simulation of Variable Hydraulic Dynamometers: HodgsonDocument279 pagesModel and Simulation of Variable Hydraulic Dynamometers: Hodgson192113No ratings yet
- Design and Analysis of Steering Box of A Supra Sae CarDocument42 pagesDesign and Analysis of Steering Box of A Supra Sae CarD MannaNo ratings yet
- C PumpDocument100 pagesC PumpAmmar Ahmad50% (2)
- Jet 04 Basic Oilfield v1-1 April 02 2007 4127828 01 PDFDocument88 pagesJet 04 Basic Oilfield v1-1 April 02 2007 4127828 01 PDFVladyslav100% (2)
- Field Study On Opration, Maintenance, Overhauling, Troubleshooting and Serviceing of Bangla Trac Limited (Bangla Cat)Document63 pagesField Study On Opration, Maintenance, Overhauling, Troubleshooting and Serviceing of Bangla Trac Limited (Bangla Cat)Shajadur MilonNo ratings yet
- Trolove ThesisDocument190 pagesTrolove ThesisLima CostaNo ratings yet
- Latestworking Manual DMC 1300-830-250Document38 pagesLatestworking Manual DMC 1300-830-250naveenNo ratings yet
- 3.1 Selection of Turbine and Governing System PDFDocument72 pages3.1 Selection of Turbine and Governing System PDFtanujaayer100% (1)
- OperatingManual PilecoDocument112 pagesOperatingManual PilecoToño ToñoNo ratings yet
- enDocument37 pagesenArgopartsNo ratings yet
- Manuscript A - CFD of Exhaust Gas PDFDocument93 pagesManuscript A - CFD of Exhaust Gas PDFNuraini Abdul AzizNo ratings yet
- Design of Hydrauli Cylinder Using Matlab Programing: Seminar ReportDocument7 pagesDesign of Hydrauli Cylinder Using Matlab Programing: Seminar ReportPranav ParikhNo ratings yet
- Trouble-Shooting-Guide Engine 15698 2015 en Digital TCM 12-294192Document76 pagesTrouble-Shooting-Guide Engine 15698 2015 en Digital TCM 12-294192lizar69No ratings yet
- Manual Motor de Pistones Radiales CA Bosch RexrothDocument64 pagesManual Motor de Pistones Radiales CA Bosch RexrothOlegNo ratings yet
- HD 10/25 S HD 13/18 S Service Manual: Downloaded From Manuals Search EngineDocument30 pagesHD 10/25 S HD 13/18 S Service Manual: Downloaded From Manuals Search Engineali83No ratings yet
- SENSORSINAUTOMOBILESDocument106 pagesSENSORSINAUTOMOBILESPonnapati HemanthNo ratings yet
- Universal Kit For Split Inverter Air ConditionerDocument48 pagesUniversal Kit For Split Inverter Air Conditionerniltoncebra100% (1)
- OIA 03enDocument61 pagesOIA 03enJohn ZhongNo ratings yet
- Report On Air CompressorDocument35 pagesReport On Air CompressorKrishna Kanth ChinthaNo ratings yet
- Viraj Desai - B.tech. Mini Project Report Mechanical (FINAL)Document19 pagesViraj Desai - B.tech. Mini Project Report Mechanical (FINAL)Sakshi JariwalaNo ratings yet
- ReportDocument42 pagesReportSastika IlangoNo ratings yet
- 3066 - York YCWM 90 - 2Document52 pages3066 - York YCWM 90 - 2Eng-Morhaf AL-KhudaryNo ratings yet
- Fundamentals of Drilling Engineering: MCQs and Workout Examples for Beginners and EngineersFrom EverandFundamentals of Drilling Engineering: MCQs and Workout Examples for Beginners and EngineersNo ratings yet
- Complimentary Slides To Chris MonnierDocument10 pagesComplimentary Slides To Chris MonniergocoolonNo ratings yet
- A Review Paper On Multipurpose Agriculture Machine Ijariie10214Document6 pagesA Review Paper On Multipurpose Agriculture Machine Ijariie10214gocoolonNo ratings yet
- EI8352 Transducers EngineeringDocument14 pagesEI8352 Transducers Engineeringgocoolon100% (1)
- Harshadkumar Patel: Career ObjectiveDocument21 pagesHarshadkumar Patel: Career ObjectivegocoolonNo ratings yet
- Design and Development of Movable Fan For Classroom: H.C.Patel:-23Document23 pagesDesign and Development of Movable Fan For Classroom: H.C.Patel:-23gocoolonNo ratings yet
- CAD LAB - FinalDocument28 pagesCAD LAB - FinalgocoolonNo ratings yet
- Syllabus B.E. Mechanical EngineeringDocument54 pagesSyllabus B.E. Mechanical EngineeringgocoolonNo ratings yet
- UcmDocument2 pagesUcmgocoolonNo ratings yet
- Metallurgical and Mechanical Properties of Laser Welded High Strength Low Alloy SteelDocument10 pagesMetallurgical and Mechanical Properties of Laser Welded High Strength Low Alloy SteelgocoolonNo ratings yet
- Effective Engineering Teaching in Practice - Unit 3 - Week 2 PDFDocument4 pagesEffective Engineering Teaching in Practice - Unit 3 - Week 2 PDFgocoolonNo ratings yet
- Spse01546 S 1050 - enDocument232 pagesSpse01546 S 1050 - engocoolonNo ratings yet
- A Typical Manufacturing Plant Layout Design Using CRAFT AlgorithmDocument7 pagesA Typical Manufacturing Plant Layout Design Using CRAFT AlgorithmgocoolonNo ratings yet
- 2014 Test 1 QuizDocument5 pages2014 Test 1 QuizgocoolonNo ratings yet
- Lec1 PDFDocument41 pagesLec1 PDFgocoolonNo ratings yet
- Fluid Mechanics and MachineryDocument1 pageFluid Mechanics and MachinerygocoolonNo ratings yet
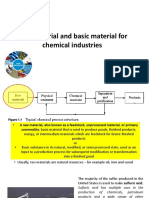
- Raw Material and Basic Material For Chemical IndustriesDocument20 pagesRaw Material and Basic Material For Chemical Industrieslaila nurul qodryNo ratings yet
- Paper 1: Group PropertiesDocument7 pagesPaper 1: Group PropertiesCHONG KAI JUN (STUDENT ACCT)No ratings yet
- Death Valley NP Historic Resource Study of Mining Vols 1 and 2Document982 pagesDeath Valley NP Historic Resource Study of Mining Vols 1 and 2Russell HartillNo ratings yet
- Low Cost Mechatronics Prototype Prosthesis For Transfemoral Amputation Controled by Myolectric SignalsDocument6 pagesLow Cost Mechatronics Prototype Prosthesis For Transfemoral Amputation Controled by Myolectric SignalsElizabeth CominaNo ratings yet
- Chapter 6 MORTAR (Compatibility Mode) PDFDocument14 pagesChapter 6 MORTAR (Compatibility Mode) PDFBerhanu Mengstu AlemayohNo ratings yet
- GGT FluitestDocument4 pagesGGT FluitestCristian LaraNo ratings yet
- Central Venous Pressure Monitoring.: DR Jyothsna Chairperson DR Sunil ChhabriaDocument24 pagesCentral Venous Pressure Monitoring.: DR Jyothsna Chairperson DR Sunil ChhabriaPriyanka MaiyaNo ratings yet
- Theory and Measurement of Bacterial GrowthDocument11 pagesTheory and Measurement of Bacterial GrowthBi Anh100% (1)
- AventDocument9 pagesAventgushjonesNo ratings yet
- Test Bank For Williams Basic Nutrition and Diet Therapy 14th Edition Staci NixDocument24 pagesTest Bank For Williams Basic Nutrition and Diet Therapy 14th Edition Staci Nixdavidjonescrjeagtnwp100% (38)
- Action Plan CommDocument3 pagesAction Plan CommEwan Mary Rose GalagalaNo ratings yet
- Analizador Hematologico Df50 CRPDocument41 pagesAnalizador Hematologico Df50 CRPoscarNo ratings yet
- HFGHFGHDocument5 pagesHFGHFGHcredo99No ratings yet
- Zagreb-Miler Qualitative Tests Presentation PDFDocument36 pagesZagreb-Miler Qualitative Tests Presentation PDFFernando CruzNo ratings yet
- Interfacial PhenomenaDocument75 pagesInterfacial Phenomenanejaabera12No ratings yet
- Intermittent Battery Drain: Ymms: Dec 4, 2019 Engine: 3.5L Eng License: Vin: Odometer: 2014 Acura MDX BaseDocument2 pagesIntermittent Battery Drain: Ymms: Dec 4, 2019 Engine: 3.5L Eng License: Vin: Odometer: 2014 Acura MDX Basebyungchul kimNo ratings yet
- Instruction Manual: E48W13A-AUDocument2 pagesInstruction Manual: E48W13A-AUDanilo100% (1)
- 240 IELTS Speaking Topics @IELTSDocument78 pages240 IELTS Speaking Topics @IELTShussy hussyNo ratings yet
- Phytochemical Screening and Antimicrobial Assay of Various SeedsDocument9 pagesPhytochemical Screening and Antimicrobial Assay of Various SeedsWendy FXNo ratings yet
- Road Safety Training DocumentsDocument25 pagesRoad Safety Training DocumentsAbdullah Al BakyNo ratings yet
- G4 Chem BoilingDocument5 pagesG4 Chem BoilingNashwaAlinsangaoNo ratings yet
- RusDocument42 pagesRusОльга КалмыковаNo ratings yet
- 38 Fault Codes Tachograph MID 220Document34 pages38 Fault Codes Tachograph MID 220Lazuardhitya oktananda100% (1)
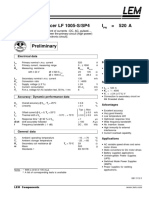
- Current Transducer LF 1005-S/SP4 I 520 ADocument2 pagesCurrent Transducer LF 1005-S/SP4 I 520 ARaul quispe quispeNo ratings yet
- Hypnisis in PsychosomaticsDocument3 pagesHypnisis in PsychosomaticsJoseph MeyersonNo ratings yet
- Effectiveness of Rehabilitation Interventions in Adults With Multi-Organ Dysfunction Syndrome: A Rapid ReviewDocument8 pagesEffectiveness of Rehabilitation Interventions in Adults With Multi-Organ Dysfunction Syndrome: A Rapid Reviewsari murnaniNo ratings yet
- Basic Aviation Medicine: DR Firman Rachman Masjhur SPKP 17 November 2014Document43 pagesBasic Aviation Medicine: DR Firman Rachman Masjhur SPKP 17 November 2014sunarniNo ratings yet
- SRA - 8601A 1 en 2Document36 pagesSRA - 8601A 1 en 2RobertNo ratings yet