Download as pdf or txt
You might also like
- Business Plan CircularCarbon 01.08.Document42 pagesBusiness Plan CircularCarbon 01.08.lepezNo ratings yet
- Final Wellhead ReportDocument53 pagesFinal Wellhead ReportAli BoubeniaNo ratings yet
- Procedure For Handling, Storage & Transportations of Bare & Coated PipesDocument6 pagesProcedure For Handling, Storage & Transportations of Bare & Coated Pipeskbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-011 Date. 23.05.2021Document3 pagesFIR No. JSL-KAN-OGC-92091-FIR-011 Date. 23.05.2021kbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-012 Date. 28.05.2021Document3 pagesFIR No. JSL-KAN-OGC-92091-FIR-012 Date. 28.05.2021kbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-006 Date. 28.04.2021Document7 pagesFIR No. JSL-KAN-OGC-92091-FIR-006 Date. 28.04.2021kbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-008 Date. 05.05.2021Document3 pagesFIR No. JSL-KAN-OGC-92091-FIR-008 Date. 05.05.2021kbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-010 Date. 17.05.2021Document3 pagesFIR No. JSL-KAN-OGC-92091-FIR-010 Date. 17.05.2021kbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-015 Date. 26.06.2021Document5 pagesFIR No. JSL-KAN-OGC-92091-FIR-015 Date. 26.06.2021kbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-013 Date. 05.06.2021Document3 pagesFIR No. JSL-KAN-OGC-92091-FIR-013 Date. 05.06.2021kbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-014 Date. 17.06.2021Document2 pagesFIR No. JSL-KAN-OGC-92091-FIR-014 Date. 17.06.2021kbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-015 Date. 20.06.2021Document5 pagesFIR No. JSL-KAN-OGC-92091-FIR-015 Date. 20.06.2021kbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-011 Date. 23.05.2021Document3 pagesFIR No. JSL-KAN-OGC-92091-FIR-011 Date. 23.05.2021kbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-129 Insp. Date. 10.10.2020Document3 pagesFIR No. JSL-KAN-OGC-92091-FIR-129 Insp. Date. 10.10.2020kbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-114 Insp. Date. 25.09.2020Document4 pagesFIR No. JSL-KAN-OGC-92091-FIR-114 Insp. Date. 25.09.2020kbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-144 Insp. Date. 25.10.2020Document2 pagesFIR No. JSL-KAN-OGC-92091-FIR-144 Insp. Date. 25.10.2020kbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-102 Insp. Date. 13.09.2020Document2 pagesFIR No. JSL-KAN-OGC-92091-FIR-102 Insp. Date. 13.09.2020kbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-147 Insp. Date. 28.10.2020Document2 pagesFIR No. JSL-KAN-OGC-92091-FIR-147 Insp. Date. 28.10.2020kbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-104 Insp. Date. 15.09.2020Document2 pagesFIR No. JSL-KAN-OGC-92091-FIR-104 Insp. Date. 15.09.2020kbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-148 Insp. Date. 09.01.2021Document2 pagesFIR No. JSL-KAN-OGC-92091-FIR-148 Insp. Date. 09.01.2021kbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-149 Insp. Date. 10.01.2021Document2 pagesFIR No. JSL-KAN-OGC-92091-FIR-149 Insp. Date. 10.01.2021kbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-150 Insp. Date. 11.01.2021Document3 pagesFIR No. JSL-KAN-OGC-92091-FIR-150 Insp. Date. 11.01.2021kbpatel123No ratings yet
- StatementDocument2 pagesStatementamit singhNo ratings yet
- Irn - GEMSCAB INDUSTRIES LTD - OMTECH ONGC CGS BOKARO 22 23 064 - 9152022 - 9222022ICSE-1250Document1 pageIrn - GEMSCAB INDUSTRIES LTD - OMTECH ONGC CGS BOKARO 22 23 064 - 9152022 - 9222022ICSE-1250QAQC OmtechNo ratings yet
- Approved By: Material Test Report Hydrotest Report Inspection CertificateDocument3 pagesApproved By: Material Test Report Hydrotest Report Inspection CertificateMohamed RaafatNo ratings yet
- Section 2: Schedule 80 CPVC Piping System Serviced by GF Little RockDocument28 pagesSection 2: Schedule 80 CPVC Piping System Serviced by GF Little RockArnold Ochochoque ArcosNo ratings yet
- Resultado Sala MaquinaDocument8 pagesResultado Sala Maquinajunioralamo17No ratings yet
- Statement 23Document4 pagesStatement 23amit singhNo ratings yet
- Name of The CBO and A/C No: SB A/C NO 32316962577 SBI KUDERUDocument45 pagesName of The CBO and A/C No: SB A/C NO 32316962577 SBI KUDERUTuara sangmaNo ratings yet
- Xxxx-Spe-Xxx - Mto FormatDocument10 pagesXxxx-Spe-Xxx - Mto FormatVijay GaikwadNo ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-175 Insp. Date. 05.02.2021Document3 pagesFIR No. JSL-KAN-OGC-92091-FIR-175 Insp. Date. 05.02.2021kbpatel123No ratings yet
- Justification of Rates S. No. Description Qty. Unit Unit Rate (RS.) in FigureDocument6 pagesJustification of Rates S. No. Description Qty. Unit Unit Rate (RS.) in Figurekiran raghukiranNo ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-189 Insp. Date. 19.02.2021Document2 pagesFIR No. JSL-KAN-OGC-92091-FIR-189 Insp. Date. 19.02.2021kbpatel123No ratings yet
- RFQ 16012023 BestrackDocument6 pagesRFQ 16012023 BestrackKasarachi AmadiNo ratings yet
- 2005 S003 NBPG Rfi 04957 - R00Document1 page2005 S003 NBPG Rfi 04957 - R00RPDeshNo ratings yet
- Rahman Heritage Tower, TangailDocument4 pagesRahman Heritage Tower, TangailHunter gamingNo ratings yet
- FP - Fire Pump 2023-00769-02Document6 pagesFP - Fire Pump 2023-00769-02Johnny SarioNo ratings yet
- Battery Limits 1 Technical Offer A Scope of Delta Saras Piping PVT LTD 1. Delta Saras Scope of InstallationDocument8 pagesBattery Limits 1 Technical Offer A Scope of Delta Saras Piping PVT LTD 1. Delta Saras Scope of InstallationSmit BhivgadeNo ratings yet
- Pdi 5Document1 pagePdi 5antNo ratings yet
- 7.1-16'' 10K Double Ram BOP Operation ManualDocument18 pages7.1-16'' 10K Double Ram BOP Operation ManualrahulNo ratings yet
- Hydrant System OfferDocument5 pagesHydrant System OfferMd. Sujaur RahmanNo ratings yet
- Hydrant System OfferDocument5 pagesHydrant System OfferMd. Sujaur RahmanNo ratings yet
- Cost Sheet For NPLDocument10 pagesCost Sheet For NPLSachin MishraNo ratings yet
- Hydac Testpoint PDFDocument4 pagesHydac Testpoint PDFEsteve CastilloNo ratings yet
- Vattigudipadu Bore Driling Motor and Pump Estimate-Gollapalli Xroad 27.02.24Document5 pagesVattigudipadu Bore Driling Motor and Pump Estimate-Gollapalli Xroad 27.02.24vattigudipadugpsNo ratings yet
- Customer Information Consolidated Report: Company Name: MULT TEC AddressDocument7 pagesCustomer Information Consolidated Report: Company Name: MULT TEC AddressLeandro MagriNo ratings yet
- Millsheet Pipa Spindo - 01Document4 pagesMillsheet Pipa Spindo - 01Mellany SeprinaNo ratings yet
- Piping MTO-Pipes & FittingsDocument2 pagesPiping MTO-Pipes & FittingsAnonymous bySKOTNo ratings yet
- Customer Information Consolidated Report: Company Name: MULT TEC AddressDocument7 pagesCustomer Information Consolidated Report: Company Name: MULT TEC AddressLeandro MagriNo ratings yet
- SprinklerDocument6 pagesSprinklernomarblesNo ratings yet
- A3a PDFDocument7 pagesA3a PDFJaved MohammedNo ratings yet
- Drain Pump, Data Sheet and Performance Curve: Genral Arrangement ofDocument11 pagesDrain Pump, Data Sheet and Performance Curve: Genral Arrangement ofAshish Gupta100% (1)
- Daily Report-018 (Su Jinlong)Document8 pagesDaily Report-018 (Su Jinlong)sujinlongNo ratings yet
- 1Document2 pages1sachinrmishraNo ratings yet
- Deep Tube Well BoringDocument5 pagesDeep Tube Well BoringHabibNo ratings yet
- Revised PM Is 12786 August 2020Document8 pagesRevised PM Is 12786 August 2020Mahesh YadavNo ratings yet
- 6.new Catalog For Diesel Parts Test BenchDocument50 pages6.new Catalog For Diesel Parts Test BenchUliAlejandroRodriguezCorianga50% (2)
- Medical Mo QuoteDocument5 pagesMedical Mo QuoteSam PattnaikNo ratings yet
- 7890 Parts-Guide APDocument4 pages7890 Parts-Guide APZia HaqNo ratings yet
- Truflo PipesDocument12 pagesTruflo Pipesnatarajan palanisamy25% (4)
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- FIR No. JSL-KAN-OGC-92091-FIR-013 Date. 05.06.2021Document3 pagesFIR No. JSL-KAN-OGC-92091-FIR-013 Date. 05.06.2021kbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-015 Date. 20.06.2021Document5 pagesFIR No. JSL-KAN-OGC-92091-FIR-015 Date. 20.06.2021kbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-011 Date. 23.05.2021Document3 pagesFIR No. JSL-KAN-OGC-92091-FIR-011 Date. 23.05.2021kbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-015 Date. 26.06.2021Document5 pagesFIR No. JSL-KAN-OGC-92091-FIR-015 Date. 26.06.2021kbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-012 Date. 28.05.2021Document3 pagesFIR No. JSL-KAN-OGC-92091-FIR-012 Date. 28.05.2021kbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-014 Date. 17.06.2021Document2 pagesFIR No. JSL-KAN-OGC-92091-FIR-014 Date. 17.06.2021kbpatel123No ratings yet
- Procurement Services: Industry & Facilities DivisionDocument10 pagesProcurement Services: Industry & Facilities Divisionkbpatel123No ratings yet
- Chandan Nath Gosewami SR - Qa/Qc Inspector (Welding, Coating) +91-7017386979Document13 pagesChandan Nath Gosewami SR - Qa/Qc Inspector (Welding, Coating) +91-7017386979kbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-010 Date. 17.05.2021Document3 pagesFIR No. JSL-KAN-OGC-92091-FIR-010 Date. 17.05.2021kbpatel123No ratings yet
- DPR Oq Pipemill 19 May 2021Document125 pagesDPR Oq Pipemill 19 May 2021kbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-008 Date. 05.05.2021Document3 pagesFIR No. JSL-KAN-OGC-92091-FIR-008 Date. 05.05.2021kbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-011 Date. 23.05.2021Document3 pagesFIR No. JSL-KAN-OGC-92091-FIR-011 Date. 23.05.2021kbpatel123No ratings yet
- Steelbird - Faceshield BillDocument1 pageSteelbird - Faceshield Billkbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-006 Date. 28.04.2021Document7 pagesFIR No. JSL-KAN-OGC-92091-FIR-006 Date. 28.04.2021kbpatel123No ratings yet
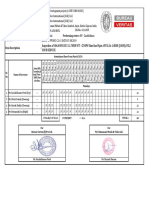
- Inspection of 406.4 MM OD X 11.78MM WT - CS HFW Bare Line Pipes API 5L Gr. L450M (X65M), PSL2 Sour ServiceDocument1 pageInspection of 406.4 MM OD X 11.78MM WT - CS HFW Bare Line Pipes API 5L Gr. L450M (X65M), PSL2 Sour Servicekbpatel123No ratings yet
- Curriculum Vitae: Total Experience 18.1 YearsDocument7 pagesCurriculum Vitae: Total Experience 18.1 Yearskbpatel123No ratings yet
- Inspection Certificate: IC No.: Date: Page 1 of 3Document3 pagesInspection Certificate: IC No.: Date: Page 1 of 3kbpatel123No ratings yet
- Curriculum Vitae: Discipline Material Forms Material Types Pressure Equipment Rotating Equipment Lifting EquipmentDocument4 pagesCurriculum Vitae: Discipline Material Forms Material Types Pressure Equipment Rotating Equipment Lifting Equipmentkbpatel123No ratings yet
- Foa Jindal SawDocument2 pagesFoa Jindal Sawkbpatel123No ratings yet
- Inspection and Test Paln For LSAWDocument4 pagesInspection and Test Paln For LSAWkbpatel123No ratings yet
- Ts LSAW SpecificationDocument40 pagesTs LSAW Specificationkbpatel123No ratings yet
- Ts Scope of Work and SupplyDocument12 pagesTs Scope of Work and Supplykbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-104 Insp. Date. 15.09.2020Document2 pagesFIR No. JSL-KAN-OGC-92091-FIR-104 Insp. Date. 15.09.2020kbpatel123No ratings yet
- FIR No. JSL-KAN-OGC-92091-FIR-102 Insp. Date. 13.09.2020Document2 pagesFIR No. JSL-KAN-OGC-92091-FIR-102 Insp. Date. 13.09.2020kbpatel123No ratings yet
- JS1034-XX-F06-0001. A1Document107 pagesJS1034-XX-F06-0001. A1Pawan Gosavi100% (1)
- Product Primer PaaplusDocument9 pagesProduct Primer PaaplusHeddy RoaringNo ratings yet
- Procedural Report CraniectomyDocument3 pagesProcedural Report CraniectomyAubrey UniqueNo ratings yet
- Product Decors and Services BrochureDocument76 pagesProduct Decors and Services BrochureAleksandr LesnikNo ratings yet
- GYQ Guayaquil 080219Document14 pagesGYQ Guayaquil 080219Fundación Esperanza Vida y Amor EcNo ratings yet
- Ra-253-Ma DB Us en PDFDocument12 pagesRa-253-Ma DB Us en PDFbadesharamkNo ratings yet
- A. Steps For Initiation of Criminal Machinery: 1. Cases in Which PCR Call Was MadeDocument4 pagesA. Steps For Initiation of Criminal Machinery: 1. Cases in Which PCR Call Was MadeAnchit Jassal100% (1)
- Buy Lizol Floor Cleaner 5000 ML Online - GeMDocument4 pagesBuy Lizol Floor Cleaner 5000 ML Online - GeMHimanshu ShuklaNo ratings yet
- Assignment Ahamadul Islam Ananna ID: 19304077 Section: 3 Course: ANT101 Fall 2020Document3 pagesAssignment Ahamadul Islam Ananna ID: 19304077 Section: 3 Course: ANT101 Fall 2020Ahamadul Islam OnonnoNo ratings yet
- Oxidation (Myers)Document10 pagesOxidation (Myers)YouTibeNo ratings yet
- Dinner MenuDocument3 pagesDinner MenueatlocalmenusNo ratings yet
- Sensor IKR 251 Pfeiffer Metalizadora BuhllerDocument24 pagesSensor IKR 251 Pfeiffer Metalizadora BuhllerRafael OliveiraNo ratings yet
- Nalco Spec Sheet Water Saver SPEC 623 PDFDocument3 pagesNalco Spec Sheet Water Saver SPEC 623 PDFBryar MuhsinNo ratings yet
- Aldobash The Osha Ppe StandardsDocument12 pagesAldobash The Osha Ppe StandardsRaad AljuboryNo ratings yet
- Pic152a ViDocument2 pagesPic152a Viiyappan5016100% (1)
- Kite Corporate Presentation 4-15-15 - Jefferies Immuno-Oncology SummitDocument27 pagesKite Corporate Presentation 4-15-15 - Jefferies Immuno-Oncology SummitJake MannNo ratings yet
- BoltCalcs R5Document4 pagesBoltCalcs R5Homer SilvaNo ratings yet
- GEAR BOX Service ManualDocument66 pagesGEAR BOX Service ManualJon Mo86% (7)
- 2014 Icd Handbook - CompressedDocument490 pages2014 Icd Handbook - CompressedSheri WilliamsNo ratings yet
- The POD of Metabical Is ThatDocument1 pageThe POD of Metabical Is ThatAsma GhaziNo ratings yet
- Research Narrative EssayDocument4 pagesResearch Narrative Essayafhbctdfx100% (2)
- Ahbab Travels & Tours: UMRAH PACKAGE - 2019 - Per Person in 10 Pax GroupDocument3 pagesAhbab Travels & Tours: UMRAH PACKAGE - 2019 - Per Person in 10 Pax GroupWaqi WaqiNo ratings yet
- Molar Volume of OxygenDocument5 pagesMolar Volume of OxygenGeorgeNo ratings yet
- GA CPPU + Fruit + BlueberriesDocument6 pagesGA CPPU + Fruit + BlueberriesAnonymous qWrIJh3No ratings yet
- Photosynthesis PDFDocument22 pagesPhotosynthesis PDFbhaskar rayNo ratings yet
- Protease ELU Activity AssayDocument2 pagesProtease ELU Activity AssayYunita KurniatiNo ratings yet
- Solvent Evaporation: Fast, Reliable and AffordableDocument24 pagesSolvent Evaporation: Fast, Reliable and Affordablepandiya rajanNo ratings yet
- GE MAC 5000 ECG MantenimientoDocument160 pagesGE MAC 5000 ECG Mantenimientomoises100% (1)
- DARAN (Research Activity)Document14 pagesDARAN (Research Activity)Jeanette Fernandez DNo ratings yet