Download as pdf or txt
You might also like
- Gas Tungsten Arc Welding of Austenitic Stainless Steel (M-8/P-8/S-8, Group 1), 1/16 Through 1-1/2 Inch Thick, ER3XX, As-Welded ConditionDocument23 pagesGas Tungsten Arc Welding of Austenitic Stainless Steel (M-8/P-8/S-8, Group 1), 1/16 Through 1-1/2 Inch Thick, ER3XX, As-Welded ConditionRemmy Torres Vega100% (3)
- Attachment 1 Company ProfileDocument45 pagesAttachment 1 Company Profilelemuel bacsaNo ratings yet
- TDS - NP505-HR Solder PasteDocument2 pagesTDS - NP505-HR Solder PasteChoice OrganoNo ratings yet
- Soldering electronic circuits: Beginner's guideFrom EverandSoldering electronic circuits: Beginner's guideRating: 4.5 out of 5 stars4.5/5 (9)
- ISO 13919-1 2019 (E) - Character PDF DocumentDocument22 pagesISO 13919-1 2019 (E) - Character PDF DocumentDon Jones100% (1)
- Amtech - RMA-223 Rev 0510Document2 pagesAmtech - RMA-223 Rev 0510Mohammed AbbariNo ratings yet
- Ficha Tecnica y Certificado de Bituminoso MartinDocument2 pagesFicha Tecnica y Certificado de Bituminoso MartinPasion Argentina EliuNo ratings yet
- TDS Enus 1Document2 pagesTDS Enus 1Director ResearchNo ratings yet
- NC 559 Asm TF PDFDocument2 pagesNC 559 Asm TF PDFroto44No ratings yet
- Product Data Sheet SP-6888Document5 pagesProduct Data Sheet SP-6888rmfpereiraNo ratings yet
- Super Tauro: DescriptionDocument2 pagesSuper Tauro: DescriptionSaurav SharmaNo ratings yet
- Web ProductSheet DiamondWrap 2018 PDFDocument2 pagesWeb ProductSheet DiamondWrap 2018 PDFRiankwnNo ratings yet
- Clock Spring Diamond Wrap BrochureDocument2 pagesClock Spring Diamond Wrap BrochuremuhammadxpNo ratings yet
- Pfaudler Din Be Reactors 1Document42 pagesPfaudler Din Be Reactors 1Nancy GarciaNo ratings yet
- Data Sheet EL-Lene H1000PC Rev - Feb - 09Document2 pagesData Sheet EL-Lene H1000PC Rev - Feb - 09kuntasee.duckNo ratings yet
- Fiche R2000 RS enDocument1 pageFiche R2000 RS enDouimni AyoubNo ratings yet
- PCRS9309-QT TDSDocument5 pagesPCRS9309-QT TDSDaniele CatacchioNo ratings yet
- Product Handbook Complete Product Line 1st Edition PDFDocument919 pagesProduct Handbook Complete Product Line 1st Edition PDFHADINo ratings yet
- Carboguard 880 MIO PDSDocument4 pagesCarboguard 880 MIO PDSHerman EngelbrechtNo ratings yet
- Mechanical Product Handbook 15th EditionDocument606 pagesMechanical Product Handbook 15th EditionEsteban GNo ratings yet
- Indium10.2hf Pbfree Solder Paste 99018 A4 r4Document2 pagesIndium10.2hf Pbfree Solder Paste 99018 A4 r4deepak cNo ratings yet
- Product Data Energol THB: DescriptionDocument2 pagesProduct Data Energol THB: Descriptionkarim karimNo ratings yet
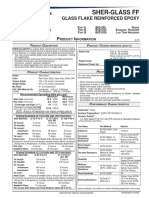
- Sherglass FFDocument4 pagesSherglass FFJhose BonillaNo ratings yet
- Asrene (Hdpe SP4808)Document2 pagesAsrene (Hdpe SP4808)AgusPurwantoNo ratings yet
- Product Data Sheet SP-8888Document7 pagesProduct Data Sheet SP-8888pablo gonzalezNo ratings yet
- Technical Data Sheet: Synthetic Oil For Trunnion Bearings and Mining MachinesDocument1 pageTechnical Data Sheet: Synthetic Oil For Trunnion Bearings and Mining MachinesDon HowardNo ratings yet
- Kester NP560 Solder Paste EN 07jan21 TBDocument5 pagesKester NP560 Solder Paste EN 07jan21 TBMargaAstaJayaMulyaNo ratings yet
- Instruction Manual: Soldering StationDocument12 pagesInstruction Manual: Soldering StationSayali ParabNo ratings yet
- Araldite 2011 Structural Adhesive: Advanced MaterialsDocument6 pagesAraldite 2011 Structural Adhesive: Advanced MaterialsrezaeibehrouzNo ratings yet
- Company Profile 2021Document36 pagesCompany Profile 2021Anonymous H9Qg1iNo ratings yet
- Armorite Soft Natural Rubber: Technical Data SheetDocument2 pagesArmorite Soft Natural Rubber: Technical Data SheetSantosh JayasavalNo ratings yet
- Hempel AI - English - 1736GDocument5 pagesHempel AI - English - 1736GM. Zaki RahmaniNo ratings yet
- BE Reactor Vessels 624-3eDocument22 pagesBE Reactor Vessels 624-3ekrishna kanthNo ratings yet
- Dura-Plate Uhs Primer NSF: Protective & Marine CoatingsDocument4 pagesDura-Plate Uhs Primer NSF: Protective & Marine CoatingscerorideNo ratings yet
- Test 123Document11 pagesTest 123herlinaNo ratings yet
- 009 Polyester Ortho SP 5119 Am Tds Amr Egypt Pa. No 4Document1 page009 Polyester Ortho SP 5119 Am Tds Amr Egypt Pa. No 4Yousef LotfyNo ratings yet
- 06.19.2022 Mafco-Rapid Curing RC-50Document2 pages06.19.2022 Mafco-Rapid Curing RC-50Pangky AbasoloNo ratings yet
- Case Study: Cast Dross PansDocument1 pageCase Study: Cast Dross PanssyamNo ratings yet
- Styrolution PS 147F: General Purpose Polystyrene (GPPS)Document3 pagesStyrolution PS 147F: General Purpose Polystyrene (GPPS)Ayaan Anowar100% (1)
- Zerust AxxaCoat90 TechnicalDataSheet RevD2Document3 pagesZerust AxxaCoat90 TechnicalDataSheet RevD2ccorp0089No ratings yet
- Pittseal CW Sealant: 1. Description and Area of ApplicationDocument3 pagesPittseal CW Sealant: 1. Description and Area of ApplicationElie AouadNo ratings yet
- Me6052 PDS Reg - World en V4 PDS World 4158 10058878Document3 pagesMe6052 PDS Reg - World en V4 PDS World 4158 10058878TANMAY NAYAKNo ratings yet
- Hysol Ea 956 PDFDocument4 pagesHysol Ea 956 PDFedgmtNo ratings yet
- SikaGrout212 Us PDFDocument2 pagesSikaGrout212 Us PDFsbunNo ratings yet
- AISI 1045 SteelDocument3 pagesAISI 1045 Steelsenthil4youNo ratings yet
- Perfecto TR UN BPXE-9Z8VBQDocument2 pagesPerfecto TR UN BPXE-9Z8VBQRNo ratings yet
- 3604-01 Simatherm Alu HR Finish ATP 600CDocument2 pages3604-01 Simatherm Alu HR Finish ATP 600CAkmalNo ratings yet
- Soft Natural Rubber Lining: Technical Data SheetDocument2 pagesSoft Natural Rubber Lining: Technical Data SheetArmanda SiryogiawanNo ratings yet
- HojaTecnica Heat Flex Hi Temp 1200Document4 pagesHojaTecnica Heat Flex Hi Temp 1200NANCY JASMIN MORENONo ratings yet
- ChemflakeDocument5 pagesChemflakeManohar SeetharamNo ratings yet
- Carbozinc 858 (3K)Document4 pagesCarbozinc 858 (3K)DuongthithuydungNo ratings yet
- Intershield803 MDSDocument4 pagesIntershield803 MDSSahanNo ratings yet
- HP Alloy 718Document4 pagesHP Alloy 718Rajesh RadeNo ratings yet
- Alpha SP Range: DescriptionDocument3 pagesAlpha SP Range: Descriptionvicky kNo ratings yet
- Ginplate Ni - 426: Technical Data SheetDocument7 pagesGinplate Ni - 426: Technical Data SheetLuuThiThuyDuongNo ratings yet
- Ti Be PDFDocument30 pagesTi Be PDFPascual Ronald PatrickNo ratings yet
- Abs Absolac 300Document2 pagesAbs Absolac 300ShrikantNo ratings yet
- Carboguard 890: Selection & Specification DataDocument5 pagesCarboguard 890: Selection & Specification DataMuthazhagan SaravananNo ratings yet
- Tds Tasnee HD Im2050 Revised in 2022Document2 pagesTds Tasnee HD Im2050 Revised in 2022Amir NawazNo ratings yet
- SP-9888® Tank Lining: Selection & Specification DataDocument4 pagesSP-9888® Tank Lining: Selection & Specification DataSatees KrishnanNo ratings yet
- Absolac 300 Ineos AbsDocument2 pagesAbsolac 300 Ineos Absadrian4santanaNo ratings yet
- Specification - EstimationDocument4 pagesSpecification - EstimationVenkatesan VenkatNo ratings yet
- A 328 - A 328M - 03 - Qtmyoc9bmzi4tqDocument3 pagesA 328 - A 328M - 03 - Qtmyoc9bmzi4tqmaniazharNo ratings yet
- 8L (G.V) Canister Vessel - R01 - For VendorDocument1 page8L (G.V) Canister Vessel - R01 - For VendorChethan Nagaraju KumbarNo ratings yet
- 3 - Planigrout 300 SP - SGDocument4 pages3 - Planigrout 300 SP - SGyaw shuNo ratings yet
- Introduction To Quality Control JRH 2020Document26 pagesIntroduction To Quality Control JRH 2020aaronNo ratings yet
- NT Poly 175 Adhesive Compounds Tests For Use in Marine Environments.Document7 pagesNT Poly 175 Adhesive Compounds Tests For Use in Marine Environments.ironfaceNo ratings yet
- REVISION: M: Boeing/Spirit - Maintained Specification ReportDocument21 pagesREVISION: M: Boeing/Spirit - Maintained Specification ReportMASOUDNo ratings yet
- Bolt & Stud Grade MarkingsDocument2 pagesBolt & Stud Grade MarkingsJacobNo ratings yet
- Stone Cladding: Natural RangeDocument24 pagesStone Cladding: Natural RangeWylieNo ratings yet
- SG Solar PDFDocument8 pagesSG Solar PDFJorge CantanteNo ratings yet
- Aluminum Vs CopperDocument7 pagesAluminum Vs Copperc.a.g.p.No ratings yet
- Atlas Bronze Bearing Guide 2021Document55 pagesAtlas Bronze Bearing Guide 2021guilleaguadoNo ratings yet
- 505 Product SheetDocument17 pages505 Product Sheetsintemma accountNo ratings yet
- Corrosion Handbook - Hilti (2021)Document42 pagesCorrosion Handbook - Hilti (2021)brettNo ratings yet
- Unit 1Document22 pagesUnit 1ShyamalaNo ratings yet
- 25 Estimation of Machining TimeDocument15 pages25 Estimation of Machining TimePRASAD326100% (16)
- API Specification 2BDocument10 pagesAPI Specification 2Bmoonstar_dme100% (1)
- Gmaw Complete Aws d1.6Document1 pageGmaw Complete Aws d1.6Hamza Nouman100% (2)
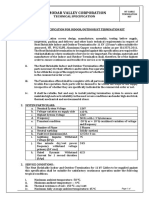
- HT Cable Termination Kit 14.3.22Document8 pagesHT Cable Termination Kit 14.3.22JIGSNo ratings yet
- L1 Introduction To Steel DesignDocument76 pagesL1 Introduction To Steel DesignLeah GotladeraNo ratings yet
- W2 W3-302E Long Products Bulletin 2016Document120 pagesW2 W3-302E Long Products Bulletin 2016bbcsteeltech LtdNo ratings yet
- Astm F1941M 2007Document12 pagesAstm F1941M 2007Jesse ChenNo ratings yet
- T-29 & T-29-K - 200 PSI CWP Bronze Gate ValvesDocument1 pageT-29 & T-29-K - 200 PSI CWP Bronze Gate ValvesIlyas sagriNo ratings yet
- SWP Metal Cutting Guillotine AS525Document2 pagesSWP Metal Cutting Guillotine AS525Riddhi SarvaiyaNo ratings yet
- 1281 - Fire Extinguisher and Fire Safety Products Brochure S - tcm431-48382Document16 pages1281 - Fire Extinguisher and Fire Safety Products Brochure S - tcm431-48382Cv. muda karya jayaNo ratings yet
- Study of Electric Arc Welding Process and Various Types of JointDocument12 pagesStudy of Electric Arc Welding Process and Various Types of JointMohammed RakibNo ratings yet
- WH2 GaDocument5 pagesWH2 GaRaveendra Babu CherukuriNo ratings yet