Download as pdf or txt
You might also like
- Check Your Progress: Cambridge Lower Secondary Mathematics 9: Teacher'S ResourceDocument8 pagesCheck Your Progress: Cambridge Lower Secondary Mathematics 9: Teacher'S ResourceMinh Ngo50% (2)
- Cambridge Secondary Checkpoint - Science (1113) October 2021 Paper 2 QuestionDocument16 pagesCambridge Secondary Checkpoint - Science (1113) October 2021 Paper 2 QuestionDavid Anthony100% (6)
- ConnectorizationDocument34 pagesConnectorizationMofasser Ahmed (Tamal)100% (1)
- Wireless Receiver Architectures and Design: Antennas, RF, Synthesizers, Mixed Signal, and Digital Signal ProcessingFrom EverandWireless Receiver Architectures and Design: Antennas, RF, Synthesizers, Mixed Signal, and Digital Signal ProcessingNo ratings yet
- What Is Fusion Splicing?: Mechanical Splice Products HereDocument9 pagesWhat Is Fusion Splicing?: Mechanical Splice Products HerekumarsachinguptaNo ratings yet
- Optical Fibre CommunicationDocument35 pagesOptical Fibre CommunicationSreejith Rajeev R100% (1)
- Fibre Fusion Splicing England ScotlandDocument4 pagesFibre Fusion Splicing England ScotlandAmir SalahNo ratings yet
- Fusion SplicingDocument23 pagesFusion SplicingRoni SharmaNo ratings yet
- Whitepaper PHENIXDocument7 pagesWhitepaper PHENIXshaunbartonNo ratings yet
- UNIT.5.Fiber Couplers and ConnectorsDocument52 pagesUNIT.5.Fiber Couplers and ConnectorsNandan GowdaNo ratings yet
- ch5 SolutionDocument11 pagesch5 Solutionfatimah.albadiri.ms9No ratings yet
- Technicians' Best Practices: Handling Reduced Bend Radius FiberDocument4 pagesTechnicians' Best Practices: Handling Reduced Bend Radius FiberJorge A Caceres GNo ratings yet
- Graded Index Fiber Optic CablesDocument3 pagesGraded Index Fiber Optic CablesMichaelNo ratings yet
- Moncrieff 97Document10 pagesMoncrieff 97Ted MosbyNo ratings yet
- Single Fiber Fusion Splicing: Application NoteDocument8 pagesSingle Fiber Fusion Splicing: Application NoteShaik EsubNo ratings yet
- 1 MergedDocument13 pages1 MergedkhjhjhNo ratings yet
- B-22SW0074 Key Technologies of SWR and SZ BunchingDocument8 pagesB-22SW0074 Key Technologies of SWR and SZ BunchingPrasadNo ratings yet
- Les Bonnes Pratiques Installation FO - White - Paper - e - The - Straight - Facts - About - Bend - Insensitive - Multimode - FiberDocument15 pagesLes Bonnes Pratiques Installation FO - White - Paper - e - The - Straight - Facts - About - Bend - Insensitive - Multimode - Fiberelmimouni famiNo ratings yet
- Fiber Beam ExpansionDocument7 pagesFiber Beam ExpansiondarookieNo ratings yet
- CH-5 Optical Connectors PDFDocument31 pagesCH-5 Optical Connectors PDFNaser MahmudNo ratings yet
- Splicing in Optical Fibre CommunicationDocument9 pagesSplicing in Optical Fibre CommunicationchocolateNo ratings yet
- Blown Optical Fiber Mini CatalogDocument20 pagesBlown Optical Fiber Mini CatalogBDNo ratings yet
- Optical Fibre Fusion Splicing: Factors That Are Possible Affecting The Signal QualityDocument10 pagesOptical Fibre Fusion Splicing: Factors That Are Possible Affecting The Signal QualityFrancis WapsNo ratings yet
- Ruggedcom Fiber GuideDocument15 pagesRuggedcom Fiber GuideKOUTIEBOU GUYNo ratings yet
- Fiber Optic Cable and Connector Selection: 1. Define Environmental RequirementsDocument5 pagesFiber Optic Cable and Connector Selection: 1. Define Environmental RequirementshugoflgNo ratings yet
- OFC PPT - 3 ASRaoDocument71 pagesOFC PPT - 3 ASRaoAllanki Sanyasi RaoNo ratings yet
- Bracket Synergy RDocument6 pagesBracket Synergy RDaniel Garcia VergaraNo ratings yet
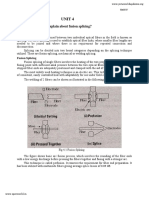
- Unit 4: 1. What Is Splicing? Explain About Fusion Splicing? AnsDocument16 pagesUnit 4: 1. What Is Splicing? Explain About Fusion Splicing? AnsGaurav MehraNo ratings yet
- 200 Micron Fiber Enables New Cable DesignsDocument6 pages200 Micron Fiber Enables New Cable DesignsDenisTarasNo ratings yet
- Fiber Optic Splicing GuideDocument5 pagesFiber Optic Splicing GuideCucu Tok Sagor100% (1)
- By Ramya R (R & M)Document21 pagesBy Ramya R (R & M)Ramya RNo ratings yet
- Application Note - Splicing and OTDR MeasurementsDocument11 pagesApplication Note - Splicing and OTDR MeasurementsVipper80No ratings yet
- REA101 - Sensor FiberDocument18 pagesREA101 - Sensor FiberLuan CotaNo ratings yet
- A New World of Fiber SensorsDocument2 pagesA New World of Fiber Sensorspawanceeri1965No ratings yet
- Fiber Alignment and Joint Loss Fresnel ReflectionDocument10 pagesFiber Alignment and Joint Loss Fresnel Reflectionlachuns123No ratings yet
- Optical Fiber Communication NoteDocument24 pagesOptical Fiber Communication NoteAbdullah WalidNo ratings yet
- IADC/SPE 133735 Optimizing in Four Steps Composite Lost-Circulation Pills Without Knowing Loss Zone WidthDocument13 pagesIADC/SPE 133735 Optimizing in Four Steps Composite Lost-Circulation Pills Without Knowing Loss Zone WidthmiladNo ratings yet
- Optical Communications U4Document16 pagesOptical Communications U4anmolNo ratings yet
- Vcsel ThesisDocument5 pagesVcsel Thesisamymilleranchorage100% (2)
- Fundamentals of Fiber Cable ManagementDocument23 pagesFundamentals of Fiber Cable ManagementNalaka ManawaduNo ratings yet
- Spliceing FiberDocument3 pagesSpliceing FiberjavedpakNo ratings yet
- Optical Fiber Fusion Splicer: NoriyukiDocument5 pagesOptical Fiber Fusion Splicer: NoriyukiPrince JoseNo ratings yet
- SpliceDocument2 pagesSplicesudheeshmanjuNo ratings yet
- Fiber Optic Cable and Connector Selection: 1. Define Environmental RequirementsDocument5 pagesFiber Optic Cable and Connector Selection: 1. Define Environmental RequirementsRyan ZamoraNo ratings yet
- Thesis Substrate Integrated WaveguideDocument4 pagesThesis Substrate Integrated Waveguideafknlbbnf100% (2)
- Technical Whitepaper On LON Gi S Proprietary Smart Soldering Technology 40a9b07772Document5 pagesTechnical Whitepaper On LON Gi S Proprietary Smart Soldering Technology 40a9b07772Stefan BusoiNo ratings yet
- Group 8 Hett 401 Presentation MembersDocument22 pagesGroup 8 Hett 401 Presentation MembersedwardNo ratings yet
- PR-22 Process and Design Considerations For The Automated Fiber Placement ProcessDocument11 pagesPR-22 Process and Design Considerations For The Automated Fiber Placement Processgliso100% (1)
- Fiber Patch Cable ManagementDocument5 pagesFiber Patch Cable ManagementLaurayuNo ratings yet
- Core Alignment Fusion Splicer VS Clad Splicing MachineDocument1 pageCore Alignment Fusion Splicer VS Clad Splicing MachineTuppiNo ratings yet
- Fiber Optic Terminations For Subsea Applications: Matt Christiansen and Gary Brown, SEACON / Brantner & Associates IncDocument8 pagesFiber Optic Terminations For Subsea Applications: Matt Christiansen and Gary Brown, SEACON / Brantner & Associates IncKarlJohansonNo ratings yet
- Dallakian v. IPG PhotonicsDocument16 pagesDallakian v. IPG PhotonicsPriorSmartNo ratings yet
- Fiber Optic ConnectorsDocument9 pagesFiber Optic ConnectorsWalter CañazacaNo ratings yet
- Splicing LabDocument6 pagesSplicing LabSafia SohailNo ratings yet
- Open Foam-MeshingDocument122 pagesOpen Foam-Meshingsuresh_501100% (1)
- 7 StraighteningDocument5 pages7 StraighteningChirag SuleNo ratings yet
- 1: Bienvenido A Esta LecciónDocument31 pages1: Bienvenido A Esta Leccióncarlos mario pandales lopezNo ratings yet
- Ofclii 3Document6 pagesOfclii 3محمد الساعديNo ratings yet
- Motor MomentsDocument4 pagesMotor Momentsgeorgel1980No ratings yet
- Building Technologies Fs Training: CoursewareDocument2 pagesBuilding Technologies Fs Training: CoursewaresmnguyenNo ratings yet
- Agenda CerberusPRO Rollout IP5 20140113Document2 pagesAgenda CerberusPRO Rollout IP5 20140113smnguyenNo ratings yet
- Solar Energy Solutions CatalogDocument34 pagesSolar Energy Solutions CatalogsmnguyenNo ratings yet
- Netsure™ 211 Series: DC Power SystemDocument8 pagesNetsure™ 211 Series: DC Power SystemsmnguyenNo ratings yet
- Netsure™ 7100 Series - 48 VDC Power System: Installation ManualDocument202 pagesNetsure™ 7100 Series - 48 VDC Power System: Installation ManualsmnguyenNo ratings yet
- Netsure 501 The Compact DC Power SystemDocument8 pagesNetsure 501 The Compact DC Power SystemsmnguyenNo ratings yet
- System Overview Emerson Network PowerDocument100 pagesSystem Overview Emerson Network PowersmnguyenNo ratings yet
- NetSure™ - 48 VDC Power System (Issue N)Document14 pagesNetSure™ - 48 VDC Power System (Issue N)smnguyenNo ratings yet
- Vertiv Hybrid Off Grid Solar Solution TelecomDocument28 pagesVertiv Hybrid Off Grid Solar Solution TelecomsmnguyenNo ratings yet
- 74LVC245A 74LVCH245A: 1. General DescriptionDocument17 pages74LVC245A 74LVCH245A: 1. General DescriptionsmnguyenNo ratings yet
- NetSure™ 502NGFB DC Power SystemDocument128 pagesNetSure™ 502NGFB DC Power SystemsmnguyenNo ratings yet
- Description: - 48 VDC at Up To 4000 Amperes Power SystemDocument128 pagesDescription: - 48 VDC at Up To 4000 Amperes Power SystemsmnguyenNo ratings yet
- General Description: Octal D-Type Flip-Flop With Data Enable Positive-Edge TriggerDocument15 pagesGeneral Description: Octal D-Type Flip-Flop With Data Enable Positive-Edge TriggersmnguyenNo ratings yet
- IFS-10 Fusion Splicer TroubleshootingDocument4 pagesIFS-10 Fusion Splicer TroubleshootingsmnguyenNo ratings yet
- Netsure™ Site Monitoring Unit: Installation and User ManualDocument30 pagesNetsure™ Site Monitoring Unit: Installation and User Manualsmnguyen100% (1)
- Netsure 501 A50, Netsure 501 Aa0, Netsure 701 A51 19-Inch Subrack Power Supply System User ManualDocument127 pagesNetsure 501 A50, Netsure 501 Aa0, Netsure 701 A51 19-Inch Subrack Power Supply System User ManualsmnguyenNo ratings yet
- NetSure™ - 48 VDC Bulk Output Power SystemDocument62 pagesNetSure™ - 48 VDC Bulk Output Power SystemsmnguyenNo ratings yet
- Calculus 2 Diagnostic ExamDocument3 pagesCalculus 2 Diagnostic Examjoyce dela torreNo ratings yet
- Operating Instructions: Multiturn Actuator Pneumatic - MechanicalDocument9 pagesOperating Instructions: Multiturn Actuator Pneumatic - MechanicalSergioNo ratings yet
- 4th Quarter SCIENCE10 - Asynchronous Seatwork #2 (Boyle's Law)Document2 pages4th Quarter SCIENCE10 - Asynchronous Seatwork #2 (Boyle's Law)brylle legoNo ratings yet
- Sem Dial 2021 CRRT PrinciplesDocument8 pagesSem Dial 2021 CRRT PrinciplesArun KumarNo ratings yet
- H2S PPM Into Mol % ConversionDocument1 pageH2S PPM Into Mol % ConversionYasir MumtazNo ratings yet
- Question Bank - B.SC - III Sem. VI Paper XVI Nuclear PhysicsDocument3 pagesQuestion Bank - B.SC - III Sem. VI Paper XVI Nuclear PhysicsKunal DabhaneNo ratings yet
- Formula Cards TrigonometryDocument5 pagesFormula Cards TrigonometryJet FranciscoNo ratings yet
- Yarn Manufacturing IDocument219 pagesYarn Manufacturing IfekadeNo ratings yet
- Yu 2017Document10 pagesYu 2017Ehsan AbarghooeiNo ratings yet
- Phycobiliproteins (1987) PDFDocument225 pagesPhycobiliproteins (1987) PDFJackNo ratings yet
- Semiconductor Device Technology by Malcolm E. Goodge PDFDocument505 pagesSemiconductor Device Technology by Malcolm E. Goodge PDFelpatotas22No ratings yet
- Kleiner 2019 Thermal Modellingof Li IonDocument18 pagesKleiner 2019 Thermal Modellingof Li IonHari Murthy Engineering ECENo ratings yet
- UntitledDocument3 pagesUntitledSunil BalaniNo ratings yet
- Emsat Achieve Chemistry: Public Test SpecificationDocument17 pagesEmsat Achieve Chemistry: Public Test SpecificationAishaNo ratings yet
- Concrete Technology MCQ PDF (Erexams - Com)Document69 pagesConcrete Technology MCQ PDF (Erexams - Com)krishna chaithanyaNo ratings yet
- Investing and CastingDocument4 pagesInvesting and CastingRawa OmarNo ratings yet
- Chapter 4 AnswersDocument2 pagesChapter 4 AnswersJose PopoffNo ratings yet
- Ivanov Grad - Msu 0128N 12644Document75 pagesIvanov Grad - Msu 0128N 12644Ryan VinluanNo ratings yet
- 25 Optical - InstrumentsDocument43 pages25 Optical - Instrumentsramon picayoNo ratings yet
- Grade 5: Essential Lab #6 Static ElectricityDocument17 pagesGrade 5: Essential Lab #6 Static Electricitydiala alazraiNo ratings yet
- 8.5 4 Microwave Integrated CircuitsDocument3 pages8.5 4 Microwave Integrated CircuitsAnonymous jSTkQVC27b50% (2)
- MARK-FIC 07-EN UltimaSheetDocument2 pagesMARK-FIC 07-EN UltimaSheetpintileirobertNo ratings yet
- 786A-M12-IS Spec (99164) D.4Document1 page786A-M12-IS Spec (99164) D.4estebanNo ratings yet
- CR24Document19 pagesCR24MarcioNo ratings yet
- MA6251 SyllabusDocument2 pagesMA6251 SyllabusSharmiNo ratings yet
- January 2021 Chemistry Mark Scheme Paper 1CDocument18 pagesJanuary 2021 Chemistry Mark Scheme Paper 1CMeenakshie ChaudrieNo ratings yet
- P3.1 GPE and KE AnswersDocument5 pagesP3.1 GPE and KE AnswersAndreas LambriasNo ratings yet
- Physics 17Document7 pagesPhysics 17UPAHAR SWAPNASHISNo ratings yet