
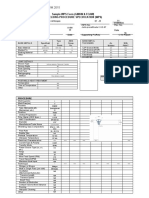
Sample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)
Sample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)
You might also like
- Aws D1.1 - WPS - Smaw-Fcaw PDFDocument1 pageAws D1.1 - WPS - Smaw-Fcaw PDFThe Welding Inspections CommunityNo ratings yet
- Guided Bend Test Jig Dimension ASME 9Document3 pagesGuided Bend Test Jig Dimension ASME 9esamhamad50% (2)
- WPS 1.1Document1 pageWPS 1.1Juan Diego Carvajal100% (1)
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document2 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Emmanuel Loayza100% (1)
- Sa 516 WPQDocument1 pageSa 516 WPQElgen IgloriaNo ratings yet
- 134giseers Eb-Nna Limited ... Vessel Tolerances: It WV.L J% 1 "Document2 pages134giseers Eb-Nna Limited ... Vessel Tolerances: It WV.L J% 1 "sumit kumarNo ratings yet
- D1.5M D1.5 2015 AMD1 Form O 2 FillableDocument1 pageD1.5M D1.5 2015 AMD1 Form O 2 Fillablevikasphopale1No ratings yet
- PWHT On Tube To Tubesheet Welds - ASME (Mechanical) Code Issues - Eng-TipsDocument2 pagesPWHT On Tube To Tubesheet Welds - ASME (Mechanical) Code Issues - Eng-Tipsharan2000No ratings yet
- WPS FGPDocument1 pageWPS FGPShabbir HussainNo ratings yet
- 2.1 WPS - PipingDocument13 pages2.1 WPS - PipingSheri DiĺlNo ratings yet
- Welding Procedure Specification (WPS)Document3 pagesWelding Procedure Specification (WPS)Jignasa ShahNo ratings yet
- Wps PQR Aws d11 FormDocument2 pagesWps PQR Aws d11 Formflakosisas100% (1)
- Indt QCP RT HJ 05NDocument14 pagesIndt QCP RT HJ 05NAsad Bin Ala QatariNo ratings yet
- Blank Sample PQR Form (GMAW & FCAW - Page 1) Procedure Qualification Record (PQR)Document2 pagesBlank Sample PQR Form (GMAW & FCAW - Page 1) Procedure Qualification Record (PQR)GMNo ratings yet
- WPS P5A Group Any To P5A Group Any GTAW FCAW Manual Semi AutomaticDocument2 pagesWPS P5A Group Any To P5A Group Any GTAW FCAW Manual Semi AutomaticAlex MendozaNo ratings yet
- WPS No. GT-SM-5B (F43) WPS No. GT-SM-5B (F43)Document4 pagesWPS No. GT-SM-5B (F43) WPS No. GT-SM-5B (F43)Amir Surya Hidayah100% (1)
- WQT Form (ASME) 04-23Document1 pageWQT Form (ASME) 04-23hanz bermejoNo ratings yet
- P91 ProfileDocument6 pagesP91 ProfilesrinivasanNo ratings yet
- Welding Procedure Specification (WPS) : Demo-SmawDocument1 pageWelding Procedure Specification (WPS) : Demo-SmawakranganNo ratings yet
- OCS Prel WPS 007Document2 pagesOCS Prel WPS 007vinothNo ratings yet
- ASME Section IX Appendix-4 (Rounded Indicaion) For RTDocument9 pagesASME Section IX Appendix-4 (Rounded Indicaion) For RTGoutam Kumar DebNo ratings yet
- Form Qw-483 Suggested Format For Procedure Qualification Records (PQR) (See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code) Record Actual Variables Used To Weld Test CouponDocument2 pagesForm Qw-483 Suggested Format For Procedure Qualification Records (PQR) (See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code) Record Actual Variables Used To Weld Test CouponMijanur Rahman100% (1)
- ASME IX Sample WPS GTAW SMAWDocument1 pageASME IX Sample WPS GTAW SMAWDeepak ShrivastavNo ratings yet
- Welding Procedure Specification (WPS) : Joint Design PositionDocument9 pagesWelding Procedure Specification (WPS) : Joint Design PositionpetermanroelibraryNo ratings yet
- Specification For Nickel and Nickel-Alloy Bare Welding Electrodes and RodsDocument19 pagesSpecification For Nickel and Nickel-Alloy Bare Welding Electrodes and RodsT arekiNo ratings yet
- Saw Elentrodo y FundenteDocument24 pagesSaw Elentrodo y Fundentegechaves1No ratings yet
- Asme Ix 2013 PTDocument1 pageAsme Ix 2013 PTRonel John Rodriguez CustodioNo ratings yet
- 188-Gmaw-Zug-Asme (Rivaldy Hendrawan-3g) - WPQDocument1 page188-Gmaw-Zug-Asme (Rivaldy Hendrawan-3g) - WPQMuhammad Fitransyah Syamsuar Putra100% (1)
- Asme B16.11-2021Document3 pagesAsme B16.11-2021mechanicalthroughctqNo ratings yet
- QW 482Document2 pagesQW 482Ramu NallathambiNo ratings yet
- Certificado Lote Er70s-6Document1 pageCertificado Lote Er70s-6willariasNo ratings yet
- Preliminary Welding Procedure Specification (PWPS)Document1 pagePreliminary Welding Procedure Specification (PWPS)AzriNo ratings yet
- Welding Procedure Specification (WPS) : JointsDocument2 pagesWelding Procedure Specification (WPS) : JointsNavanitheeshwaran SivasubramaniyamNo ratings yet
- WPS - 004Document12 pagesWPS - 004MAT-LIONNo ratings yet
- 177-Gmaw-Zug-Asme (Asep Wahyudi-3g) - WPQDocument4 pages177-Gmaw-Zug-Asme (Asep Wahyudi-3g) - WPQMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Welding Procedure Specification (WPS)Document6 pagesWelding Procedure Specification (WPS)Mohamad Marwan HamwiNo ratings yet
- ASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationDocument2 pagesASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationAmit SharmaNo ratings yet
- Wps 7018 SmawDocument1 pageWps 7018 SmawErick VazquezNo ratings yet
- Zzze) I (ZFRP: QW-163 Acceptance Criteria - Bend Tests QW-163 Acceptance Criteria - Bend TestsDocument1 pageZzze) I (ZFRP: QW-163 Acceptance Criteria - Bend Tests QW-163 Acceptance Criteria - Bend TestsSARSAN NDTNo ratings yet
- Cswip 3.1Document2 pagesCswip 3.1Anna PariniNo ratings yet
- WPS PQR PDFDocument23 pagesWPS PQR PDFtomj9104No ratings yet
- 2G +5GDocument1 page2G +5GRahul Moottolikandy0% (1)
- WPS SampleDocument182 pagesWPS Sampleaymenfr23No ratings yet
- Slamet WPQRDocument1 pageSlamet WPQRChandra Bintang W.PNo ratings yet
- WPS Api 1104Document3 pagesWPS Api 1104miguelNo ratings yet
- Sample Forms WPS PQRDocument22 pagesSample Forms WPS PQRGMNo ratings yet
- 4.3 WPS No.P4-GS008 & PQR No.P4-GS008.Document25 pages4.3 WPS No.P4-GS008 & PQR No.P4-GS008.Mehmet SoysalNo ratings yet
- WPS 05Document4 pagesWPS 05Naqqash SajidNo ratings yet
- Errata D1.1 D1.1M 2020Document19 pagesErrata D1.1 D1.1M 2020JohnNo ratings yet
- Automatic Weld Size GaugeDocument1 pageAutomatic Weld Size GaugeLucioNo ratings yet
- IRCLASS Systems and Solutions Pvt. Ltd. (A Wholy Owned Subsidiary of Indian Register of Shipping)Document4 pagesIRCLASS Systems and Solutions Pvt. Ltd. (A Wholy Owned Subsidiary of Indian Register of Shipping)Mostafizur RahmanNo ratings yet
- Ansi b18.2.1 Hex Machine BoltDocument1 pageAnsi b18.2.1 Hex Machine BoltBharatNo ratings yet
- API Standard 620 - Design and Construction of Large, Welded, Low-Pressure Storage TanksDocument12 pagesAPI Standard 620 - Design and Construction of Large, Welded, Low-Pressure Storage TanksEC BaloncestoNo ratings yet
- PHB 5 PDFDocument22 pagesPHB 5 PDFestephan82No ratings yet
- WPQ-1083 3G PDFDocument2 pagesWPQ-1083 3G PDFduendex360100% (1)
- 05-Welder Certification PDFDocument11 pages05-Welder Certification PDFAnonymous bfxeE1zvY100% (1)
- WPS & PQRDocument24 pagesWPS & PQRtulasirao.nammiNo ratings yet
- Sample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)Document1 pageSample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)Daniel Simar Herrera MorenoNo ratings yet
- WPS SMAW - PL en V Con GaugingDocument1 pageWPS SMAW - PL en V Con GaugingLuis MirandaNo ratings yet
- Annex M AWS D1.1/D1.1M:2015: Sample WPS Form (GMAW & FCAW) Welding Procedure Specification (WPS)Document2 pagesAnnex M AWS D1.1/D1.1M:2015: Sample WPS Form (GMAW & FCAW) Welding Procedure Specification (WPS)Daniel ZapataNo ratings yet
- Welding ProcessesDocument12 pagesWelding ProcessesMadhurimaMitraNo ratings yet
- D1.3 D1.3M 2018 Annexb1 PQR FormDocument1 pageD1.3 D1.3M 2018 Annexb1 PQR FormAkihiko TakagiNo ratings yet
- Welding Proposed Pwps For Our Jubail WorkDocument2 pagesWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- Cassette Fancoil GREE FP - (8-18) PDFDocument60 pagesCassette Fancoil GREE FP - (8-18) PDFjuanNo ratings yet
- Welding Sequence in ReformerDocument2 pagesWelding Sequence in Reformermansih457No ratings yet
- Scheda Tecnica: IT-SG2 Itb-Sg2Document1 pageScheda Tecnica: IT-SG2 Itb-Sg2ITALFIL S.p.A.No ratings yet
- Practical Macro InspectionDocument13 pagesPractical Macro Inspectionrmani99No ratings yet
- ARC Welding Machine, Industr..Document7 pagesARC Welding Machine, Industr..roni_arsyahNo ratings yet
- RRI - Pre QuotationDocument1 pageRRI - Pre QuotationSantanu BhowmikNo ratings yet
- Inspection Test Plan For FabricationDocument4 pagesInspection Test Plan For FabricationAshwani Dogra100% (10)
- Welded ConnectionsDocument26 pagesWelded ConnectionsTusharRanjan50% (2)
- En 50504 2008 Validation of Arc Welding EquipmentDocument25 pagesEn 50504 2008 Validation of Arc Welding EquipmentGiuseppe Gori100% (2)
- CVS Controls Sample Heater July 09Document2 pagesCVS Controls Sample Heater July 09alexmontellNo ratings yet
- Anhydrous Ammonia Vaporizer SystemDocument2 pagesAnhydrous Ammonia Vaporizer Systemavinash-mokashiNo ratings yet
- Study of Tig WeldingDocument11 pagesStudy of Tig WeldingChandan Srivastava100% (1)
- Course 228 FileDocument7 pagesCourse 228 FilegrfNo ratings yet
- DP Format Bhel 1Document1 pageDP Format Bhel 1narayandasraikwar100% (1)
- ASME IX Interpretation-Part1Document51 pagesASME IX Interpretation-Part1kevin herry100% (5)
- User Manual DP323C: Issue 2Document30 pagesUser Manual DP323C: Issue 2Ajmaster.ltNo ratings yet
- 3.6 Visual Examination: Part B Types of Tests, Test Methods, and Acceptance CriteriaDocument1 page3.6 Visual Examination: Part B Types of Tests, Test Methods, and Acceptance CriteriaIbrahim shaikNo ratings yet
- PT Ros Asia Pacific: Automatic WelderDocument1 pagePT Ros Asia Pacific: Automatic WelderjohanNo ratings yet
- Module-3 Welding - AeroDocument26 pagesModule-3 Welding - AeroDhuleep RaviNo ratings yet
- Welder and Welding Operator Qualification RecordDocument2 pagesWelder and Welding Operator Qualification RecordFrancis DhanarajNo ratings yet
- Fan Coil Units 2016Document34 pagesFan Coil Units 2016Zurahid OmeragićNo ratings yet
- Electrothermal Industries PDFDocument10 pagesElectrothermal Industries PDFAna Marie AllamNo ratings yet
- Unit 4 Specific Heat Capacity and Latent Heat 1Document6 pagesUnit 4 Specific Heat Capacity and Latent Heat 1M Rheza RizqiaputraNo ratings yet
- Welding ConsumablesDocument128 pagesWelding ConsumablesAsad Bin Ala Qatari100% (1)
- Basic Joints and Welds: Chapter ObjectivesDocument8 pagesBasic Joints and Welds: Chapter ObjectivesWilly UioNo ratings yet
- Aws A2-4 1998Document118 pagesAws A2-4 1998muhammedNo ratings yet
- M 1.1.1 General Introduction To Welding TechnologyDocument19 pagesM 1.1.1 General Introduction To Welding TechnologyHarry PangestuNo ratings yet




















































































Download as pdf or txt
You might also like
- Aws D1.1 - WPS - Smaw-Fcaw PDFDocument1 pageAws D1.1 - WPS - Smaw-Fcaw PDFThe Welding Inspections CommunityNo ratings yet
- Guided Bend Test Jig Dimension ASME 9Document3 pagesGuided Bend Test Jig Dimension ASME 9esamhamad50% (2)
- WPS 1.1Document1 pageWPS 1.1Juan Diego Carvajal100% (1)
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document2 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Emmanuel Loayza100% (1)
- Sa 516 WPQDocument1 pageSa 516 WPQElgen IgloriaNo ratings yet
- 134giseers Eb-Nna Limited ... Vessel Tolerances: It WV.L J% 1 "Document2 pages134giseers Eb-Nna Limited ... Vessel Tolerances: It WV.L J% 1 "sumit kumarNo ratings yet
- D1.5M D1.5 2015 AMD1 Form O 2 FillableDocument1 pageD1.5M D1.5 2015 AMD1 Form O 2 Fillablevikasphopale1No ratings yet
- PWHT On Tube To Tubesheet Welds - ASME (Mechanical) Code Issues - Eng-TipsDocument2 pagesPWHT On Tube To Tubesheet Welds - ASME (Mechanical) Code Issues - Eng-Tipsharan2000No ratings yet
- WPS FGPDocument1 pageWPS FGPShabbir HussainNo ratings yet
- 2.1 WPS - PipingDocument13 pages2.1 WPS - PipingSheri DiĺlNo ratings yet
- Welding Procedure Specification (WPS)Document3 pagesWelding Procedure Specification (WPS)Jignasa ShahNo ratings yet
- Wps PQR Aws d11 FormDocument2 pagesWps PQR Aws d11 Formflakosisas100% (1)
- Indt QCP RT HJ 05NDocument14 pagesIndt QCP RT HJ 05NAsad Bin Ala QatariNo ratings yet
- Blank Sample PQR Form (GMAW & FCAW - Page 1) Procedure Qualification Record (PQR)Document2 pagesBlank Sample PQR Form (GMAW & FCAW - Page 1) Procedure Qualification Record (PQR)GMNo ratings yet
- WPS P5A Group Any To P5A Group Any GTAW FCAW Manual Semi AutomaticDocument2 pagesWPS P5A Group Any To P5A Group Any GTAW FCAW Manual Semi AutomaticAlex MendozaNo ratings yet
- WPS No. GT-SM-5B (F43) WPS No. GT-SM-5B (F43)Document4 pagesWPS No. GT-SM-5B (F43) WPS No. GT-SM-5B (F43)Amir Surya Hidayah100% (1)
- WQT Form (ASME) 04-23Document1 pageWQT Form (ASME) 04-23hanz bermejoNo ratings yet
- P91 ProfileDocument6 pagesP91 ProfilesrinivasanNo ratings yet
- Welding Procedure Specification (WPS) : Demo-SmawDocument1 pageWelding Procedure Specification (WPS) : Demo-SmawakranganNo ratings yet
- OCS Prel WPS 007Document2 pagesOCS Prel WPS 007vinothNo ratings yet
- ASME Section IX Appendix-4 (Rounded Indicaion) For RTDocument9 pagesASME Section IX Appendix-4 (Rounded Indicaion) For RTGoutam Kumar DebNo ratings yet
- Form Qw-483 Suggested Format For Procedure Qualification Records (PQR) (See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code) Record Actual Variables Used To Weld Test CouponDocument2 pagesForm Qw-483 Suggested Format For Procedure Qualification Records (PQR) (See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code) Record Actual Variables Used To Weld Test CouponMijanur Rahman100% (1)
- ASME IX Sample WPS GTAW SMAWDocument1 pageASME IX Sample WPS GTAW SMAWDeepak ShrivastavNo ratings yet
- Welding Procedure Specification (WPS) : Joint Design PositionDocument9 pagesWelding Procedure Specification (WPS) : Joint Design PositionpetermanroelibraryNo ratings yet
- Specification For Nickel and Nickel-Alloy Bare Welding Electrodes and RodsDocument19 pagesSpecification For Nickel and Nickel-Alloy Bare Welding Electrodes and RodsT arekiNo ratings yet
- Saw Elentrodo y FundenteDocument24 pagesSaw Elentrodo y Fundentegechaves1No ratings yet
- Asme Ix 2013 PTDocument1 pageAsme Ix 2013 PTRonel John Rodriguez CustodioNo ratings yet
- 188-Gmaw-Zug-Asme (Rivaldy Hendrawan-3g) - WPQDocument1 page188-Gmaw-Zug-Asme (Rivaldy Hendrawan-3g) - WPQMuhammad Fitransyah Syamsuar Putra100% (1)
- Asme B16.11-2021Document3 pagesAsme B16.11-2021mechanicalthroughctqNo ratings yet
- QW 482Document2 pagesQW 482Ramu NallathambiNo ratings yet
- Certificado Lote Er70s-6Document1 pageCertificado Lote Er70s-6willariasNo ratings yet
- Preliminary Welding Procedure Specification (PWPS)Document1 pagePreliminary Welding Procedure Specification (PWPS)AzriNo ratings yet
- Welding Procedure Specification (WPS) : JointsDocument2 pagesWelding Procedure Specification (WPS) : JointsNavanitheeshwaran SivasubramaniyamNo ratings yet
- WPS - 004Document12 pagesWPS - 004MAT-LIONNo ratings yet
- 177-Gmaw-Zug-Asme (Asep Wahyudi-3g) - WPQDocument4 pages177-Gmaw-Zug-Asme (Asep Wahyudi-3g) - WPQMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Welding Procedure Specification (WPS)Document6 pagesWelding Procedure Specification (WPS)Mohamad Marwan HamwiNo ratings yet
- ASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationDocument2 pagesASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationAmit SharmaNo ratings yet
- Wps 7018 SmawDocument1 pageWps 7018 SmawErick VazquezNo ratings yet
- Zzze) I (ZFRP: QW-163 Acceptance Criteria - Bend Tests QW-163 Acceptance Criteria - Bend TestsDocument1 pageZzze) I (ZFRP: QW-163 Acceptance Criteria - Bend Tests QW-163 Acceptance Criteria - Bend TestsSARSAN NDTNo ratings yet
- Cswip 3.1Document2 pagesCswip 3.1Anna PariniNo ratings yet
- WPS PQR PDFDocument23 pagesWPS PQR PDFtomj9104No ratings yet
- 2G +5GDocument1 page2G +5GRahul Moottolikandy0% (1)
- WPS SampleDocument182 pagesWPS Sampleaymenfr23No ratings yet
- Slamet WPQRDocument1 pageSlamet WPQRChandra Bintang W.PNo ratings yet
- WPS Api 1104Document3 pagesWPS Api 1104miguelNo ratings yet
- Sample Forms WPS PQRDocument22 pagesSample Forms WPS PQRGMNo ratings yet
- 4.3 WPS No.P4-GS008 & PQR No.P4-GS008.Document25 pages4.3 WPS No.P4-GS008 & PQR No.P4-GS008.Mehmet SoysalNo ratings yet
- WPS 05Document4 pagesWPS 05Naqqash SajidNo ratings yet
- Errata D1.1 D1.1M 2020Document19 pagesErrata D1.1 D1.1M 2020JohnNo ratings yet
- Automatic Weld Size GaugeDocument1 pageAutomatic Weld Size GaugeLucioNo ratings yet
- IRCLASS Systems and Solutions Pvt. Ltd. (A Wholy Owned Subsidiary of Indian Register of Shipping)Document4 pagesIRCLASS Systems and Solutions Pvt. Ltd. (A Wholy Owned Subsidiary of Indian Register of Shipping)Mostafizur RahmanNo ratings yet
- Ansi b18.2.1 Hex Machine BoltDocument1 pageAnsi b18.2.1 Hex Machine BoltBharatNo ratings yet
- API Standard 620 - Design and Construction of Large, Welded, Low-Pressure Storage TanksDocument12 pagesAPI Standard 620 - Design and Construction of Large, Welded, Low-Pressure Storage TanksEC BaloncestoNo ratings yet
- PHB 5 PDFDocument22 pagesPHB 5 PDFestephan82No ratings yet
- WPQ-1083 3G PDFDocument2 pagesWPQ-1083 3G PDFduendex360100% (1)
- 05-Welder Certification PDFDocument11 pages05-Welder Certification PDFAnonymous bfxeE1zvY100% (1)
- WPS & PQRDocument24 pagesWPS & PQRtulasirao.nammiNo ratings yet
- Sample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)Document1 pageSample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)Daniel Simar Herrera MorenoNo ratings yet
- WPS SMAW - PL en V Con GaugingDocument1 pageWPS SMAW - PL en V Con GaugingLuis MirandaNo ratings yet
- Annex M AWS D1.1/D1.1M:2015: Sample WPS Form (GMAW & FCAW) Welding Procedure Specification (WPS)Document2 pagesAnnex M AWS D1.1/D1.1M:2015: Sample WPS Form (GMAW & FCAW) Welding Procedure Specification (WPS)Daniel ZapataNo ratings yet
- Welding ProcessesDocument12 pagesWelding ProcessesMadhurimaMitraNo ratings yet
- D1.3 D1.3M 2018 Annexb1 PQR FormDocument1 pageD1.3 D1.3M 2018 Annexb1 PQR FormAkihiko TakagiNo ratings yet
- Welding Proposed Pwps For Our Jubail WorkDocument2 pagesWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- Cassette Fancoil GREE FP - (8-18) PDFDocument60 pagesCassette Fancoil GREE FP - (8-18) PDFjuanNo ratings yet
- Welding Sequence in ReformerDocument2 pagesWelding Sequence in Reformermansih457No ratings yet
- Scheda Tecnica: IT-SG2 Itb-Sg2Document1 pageScheda Tecnica: IT-SG2 Itb-Sg2ITALFIL S.p.A.No ratings yet
- Practical Macro InspectionDocument13 pagesPractical Macro Inspectionrmani99No ratings yet
- ARC Welding Machine, Industr..Document7 pagesARC Welding Machine, Industr..roni_arsyahNo ratings yet
- RRI - Pre QuotationDocument1 pageRRI - Pre QuotationSantanu BhowmikNo ratings yet
- Inspection Test Plan For FabricationDocument4 pagesInspection Test Plan For FabricationAshwani Dogra100% (10)
- Welded ConnectionsDocument26 pagesWelded ConnectionsTusharRanjan50% (2)
- En 50504 2008 Validation of Arc Welding EquipmentDocument25 pagesEn 50504 2008 Validation of Arc Welding EquipmentGiuseppe Gori100% (2)
- CVS Controls Sample Heater July 09Document2 pagesCVS Controls Sample Heater July 09alexmontellNo ratings yet
- Anhydrous Ammonia Vaporizer SystemDocument2 pagesAnhydrous Ammonia Vaporizer Systemavinash-mokashiNo ratings yet
- Study of Tig WeldingDocument11 pagesStudy of Tig WeldingChandan Srivastava100% (1)
- Course 228 FileDocument7 pagesCourse 228 FilegrfNo ratings yet
- DP Format Bhel 1Document1 pageDP Format Bhel 1narayandasraikwar100% (1)
- ASME IX Interpretation-Part1Document51 pagesASME IX Interpretation-Part1kevin herry100% (5)
- User Manual DP323C: Issue 2Document30 pagesUser Manual DP323C: Issue 2Ajmaster.ltNo ratings yet
- 3.6 Visual Examination: Part B Types of Tests, Test Methods, and Acceptance CriteriaDocument1 page3.6 Visual Examination: Part B Types of Tests, Test Methods, and Acceptance CriteriaIbrahim shaikNo ratings yet
- PT Ros Asia Pacific: Automatic WelderDocument1 pagePT Ros Asia Pacific: Automatic WelderjohanNo ratings yet
- Module-3 Welding - AeroDocument26 pagesModule-3 Welding - AeroDhuleep RaviNo ratings yet
- Welder and Welding Operator Qualification RecordDocument2 pagesWelder and Welding Operator Qualification RecordFrancis DhanarajNo ratings yet
- Fan Coil Units 2016Document34 pagesFan Coil Units 2016Zurahid OmeragićNo ratings yet
- Electrothermal Industries PDFDocument10 pagesElectrothermal Industries PDFAna Marie AllamNo ratings yet
- Unit 4 Specific Heat Capacity and Latent Heat 1Document6 pagesUnit 4 Specific Heat Capacity and Latent Heat 1M Rheza RizqiaputraNo ratings yet
- Welding ConsumablesDocument128 pagesWelding ConsumablesAsad Bin Ala Qatari100% (1)
- Basic Joints and Welds: Chapter ObjectivesDocument8 pagesBasic Joints and Welds: Chapter ObjectivesWilly UioNo ratings yet
- Aws A2-4 1998Document118 pagesAws A2-4 1998muhammedNo ratings yet
- M 1.1.1 General Introduction To Welding TechnologyDocument19 pagesM 1.1.1 General Introduction To Welding TechnologyHarry PangestuNo ratings yet