Download as xlsx, pdf, or txt
You might also like
- Plating FMEADocument1 pagePlating FMEAshiv jangale80% (5)
- Welcome To The FMEA Worksheet: This Spreadsheet Can Be Used ToDocument27 pagesWelcome To The FMEA Worksheet: This Spreadsheet Can Be Used Tolucas100% (2)
- FMEA TemplateDocument28 pagesFMEA Templatekhawaja Ali100% (1)
- Print # Rev. FMEA Number: Item: Process Responsibility: Prepared By: Model Year(s) /vehicle(s) Key Date Date (Orig.) Team: Date (Rev.)Document5 pagesPrint # Rev. FMEA Number: Item: Process Responsibility: Prepared By: Model Year(s) /vehicle(s) Key Date Date (Orig.) Team: Date (Rev.)Maida HaqqiNo ratings yet
- Dfmea ExampleDocument3 pagesDfmea ExampleParag Kulkarni100% (1)
- Procedure: Measurement System Analysis ExecutionDocument1 pageProcedure: Measurement System Analysis Executionaslam100% (1)
- Potential Failure Mode and Effects Analysis (Pfmea)Document1 pagePotential Failure Mode and Effects Analysis (Pfmea)aslamNo ratings yet
- Potential Failure Mode and Effects Analysis (Design)Document12 pagesPotential Failure Mode and Effects Analysis (Design)PiyushNo ratings yet
- FMEA-template PROSEDUR PENGISIAN FORMDocument1 pageFMEA-template PROSEDUR PENGISIAN FORMAufa Jaya Perkasa LegalityNo ratings yet
- FMEA Template PDFDocument24 pagesFMEA Template PDFAsghat SuicnoNo ratings yet
- FMEA - Design - TutorialDocument14 pagesFMEA - Design - TutorialTutis05No ratings yet
- Failure Mode and Effects Analysis (Process Fmea) : PotentialDocument2 pagesFailure Mode and Effects Analysis (Process Fmea) : Potentialjavier ortizNo ratings yet
- CD6 Prototype PFMEADocument4 pagesCD6 Prototype PFMEAmpedraza-1No ratings yet
- Welcome To The FMEA Worksheet: This Spreadsheet Can Be Used ToDocument25 pagesWelcome To The FMEA Worksheet: This Spreadsheet Can Be Used ToMadhaviNarulaNo ratings yet
- FMEADocument9 pagesFMEADhivakar S K100% (1)
- FMEA TemplateDocument23 pagesFMEA TemplateGurumoorthiNo ratings yet
- Welcome To The FMEA Worksheet: This Spreadsheet Can Be Used ToDocument26 pagesWelcome To The FMEA Worksheet: This Spreadsheet Can Be Used ToKailash PandeyNo ratings yet
- Defect History: Sr. No Typeof Defect Action StatusDocument22 pagesDefect History: Sr. No Typeof Defect Action StatusSameer SaxenaNo ratings yet
- Welcome To The FMEA Worksheet: This Spreadsheet Can Be Used ToDocument7 pagesWelcome To The FMEA Worksheet: This Spreadsheet Can Be Used TonishantNo ratings yet
- FMEA TrainingDocument30 pagesFMEA Trainingapi-377012184% (19)
- Pfmea 02F11150027Document8 pagesPfmea 02F11150027shivan.cNo ratings yet
- FMEA Analysis MaintenanceDocument28 pagesFMEA Analysis MaintenanceBasit AliNo ratings yet
- Fmea Sfe47.005 WeldingDocument8 pagesFmea Sfe47.005 Weldingkumaraswamy.kNo ratings yet
- FMEA TemplateDocument28 pagesFMEA TemplatehiryanizamNo ratings yet
- Welcome To The FMEA Worksheet: This Spreadsheet Can Be Used ToDocument22 pagesWelcome To The FMEA Worksheet: This Spreadsheet Can Be Used ToshekharNo ratings yet
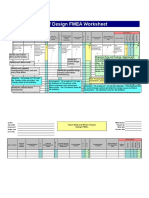
- Example of Design FMEA WorksheetDocument5 pagesExample of Design FMEA Worksheetரஞ்சன் ஞானயோளிNo ratings yet
- Failure Mode Effects Analysis in Half The TimeDocument25 pagesFailure Mode Effects Analysis in Half The TimeRowdyRaheelNo ratings yet
- Fmea GuideDocument11 pagesFmea GuideSASIKUMARNo ratings yet
- Process Potentail Failure Mode and Effects AnalysisDocument1 pageProcess Potentail Failure Mode and Effects Analysiscong daNo ratings yet
- Pfmea TemplateDocument6 pagesPfmea TemplatekatalinaNo ratings yet
- FMEADay2 V3 Aug2012Document76 pagesFMEADay2 V3 Aug2012Bosse BoseNo ratings yet
- Atik Potential Failure Mode and Effect Analysis (Process Fmea)Document2 pagesAtik Potential Failure Mode and Effect Analysis (Process Fmea)prasad sapareNo ratings yet
- 04 PmeaDocument42 pages04 PmeapandajayNo ratings yet
- Potential Failure Mode and Effective Analysis (Process FMEA)Document1 pagePotential Failure Mode and Effective Analysis (Process FMEA)nainarmuthuramalingamNo ratings yet
- 6000 Series PFMEA (English For Reference)Document8 pages6000 Series PFMEA (English For Reference)RonNo ratings yet
- Fmea CastingDocument8 pagesFmea CastingSuraj RawatNo ratings yet
- Int FMECA For MFBE-04 Powder Escape IncidentDocument11 pagesInt FMECA For MFBE-04 Powder Escape Incidentq6xx8tdfw9No ratings yet
- Emmforce Inc.: Failure Mode and Effects Analysis (Process Fmea)Document1 pageEmmforce Inc.: Failure Mode and Effects Analysis (Process Fmea)Satya PalNo ratings yet
- Pfmea PreviewDocument6 pagesPfmea PreviewAzri LunduNo ratings yet
- PFD Control Plan and FMEA FormatsDocument12 pagesPFD Control Plan and FMEA FormatsDINESH SHARMA100% (1)
- PRO FmeaDocument1 pagePRO Fmeagocohov660No ratings yet
- Design Verification Process Project III Samudra Indonesia 20/11/2019 Samudra Indonesia 21/12/2019 See Project III R1 ReportDocument6 pagesDesign Verification Process Project III Samudra Indonesia 20/11/2019 Samudra Indonesia 21/12/2019 See Project III R1 ReportAufa Jaya Perkasa LegalityNo ratings yet
- PFMEADocument36 pagesPFMEAmohammad touffiqueNo ratings yet
- Potential Failure Mode and Effect Analysis (Process Fmea) : Opn - NoDocument1 pagePotential Failure Mode and Effect Analysis (Process Fmea) : Opn - Noprasad sapareNo ratings yet
- PFMEADocument26 pagesPFMEAsmplfbd.qaNo ratings yet
- Process/Product Failure Modes and Effects Analysis (FMEA) Process/Product Failure Modes and Effects Analysis (FMEA)Document1 pageProcess/Product Failure Modes and Effects Analysis (FMEA) Process/Product Failure Modes and Effects Analysis (FMEA)Abu BindongNo ratings yet
- Template Process FMEADocument1 pageTemplate Process FMEABittuNo ratings yet
- B515 TempDocument4 pagesB515 TempubraghuNo ratings yet
- Layered Process Audit ChecksheetDocument3 pagesLayered Process Audit ChecksheetKevin Poore100% (1)
- Register of Operation On ProcessDocument18 pagesRegister of Operation On ProcessRony LesbtNo ratings yet
- KWPG2-EN-FRM-009 REV C FMEA-Bracket KUDocument8 pagesKWPG2-EN-FRM-009 REV C FMEA-Bracket KUMyst ToganNo ratings yet
- 447 Final Inspn Edited PDFDocument3 pages447 Final Inspn Edited PDFATHIBAN VNo ratings yet
- Fmea PC ProcessDocument2 pagesFmea PC Processsudeep_singh1No ratings yet
- Process Fmea Work Instructions0Document11 pagesProcess Fmea Work Instructions0Muniyappan TNo ratings yet
- FMEA TemplateDocument28 pagesFMEA TemplateDosen AmaNo ratings yet
- FMEA Work SheetDocument1 pageFMEA Work SheetSASIKUMARNo ratings yet
- Failure Mode and Effects Analysis (Process Fmea)Document1 pageFailure Mode and Effects Analysis (Process Fmea)kishortilekarNo ratings yet
- Customer:: Potential Failure Mode and Effect Analysis (Process FMEA)Document8 pagesCustomer:: Potential Failure Mode and Effect Analysis (Process FMEA)Rajnish PotdarNo ratings yet
- FMEA - Quick Reference Guide: Actions Are Required: (By Priority)Document2 pagesFMEA - Quick Reference Guide: Actions Are Required: (By Priority)Igor PNo ratings yet
- Potential Failure Mode and Effects Analysis (DESIGN FMEA) : Disk Brake Sub-AssemblyDocument6 pagesPotential Failure Mode and Effects Analysis (DESIGN FMEA) : Disk Brake Sub-AssemblyLuis Carlos SuarezNo ratings yet
- Curing PM Daily Check List FT-MNT-03Document2 pagesCuring PM Daily Check List FT-MNT-03aslamNo ratings yet
- Defect Details and AnalysisDocument1 pageDefect Details and AnalysisaslamNo ratings yet
- Process Control Analysis - New Plant... 15.11.21Document30 pagesProcess Control Analysis - New Plant... 15.11.21aslamNo ratings yet
- Critical Analysis of The Acceptance Criteria UsedDocument9 pagesCritical Analysis of The Acceptance Criteria UsedaslamNo ratings yet
- Potential Failure Mode and Effects Analysis (Pfmea)Document1 pagePotential Failure Mode and Effects Analysis (Pfmea)aslamNo ratings yet
- Detection: Evaluation Criteria: Ref:As Per AIAG PFMEA Standards Ril/Pfmea/Annex-C Likelihood of DetectionDocument1 pageDetection: Evaluation Criteria: Ref:As Per AIAG PFMEA Standards Ril/Pfmea/Annex-C Likelihood of DetectionaslamNo ratings yet
- Roadmap For ActivitiesDocument1 pageRoadmap For ActivitiesaslamNo ratings yet
- Valve Adhesion: Work Instructions-Testing of Physical PropertiesDocument1 pageValve Adhesion: Work Instructions-Testing of Physical PropertiesaslamNo ratings yet
- Non Confirmity Closer FourDocument1 pageNon Confirmity Closer FouraslamNo ratings yet
- Work Instructions-Testing of Physical Properties Specific GravityDocument1 pageWork Instructions-Testing of Physical Properties Specific GravityaslamNo ratings yet
- Enquiry No: Part Name: Customer: Part No.:: S.No. Feasibility Conceren Yes No Remark'sDocument2 pagesEnquiry No: Part Name: Customer: Part No.:: S.No. Feasibility Conceren Yes No Remark'saslamNo ratings yet
- Non Confirmity Closer OneDocument1 pageNon Confirmity Closer OneaslamNo ratings yet
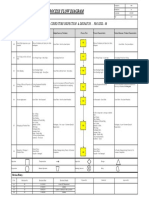
- Process Flow Diagram: Area: Cured Tube Inspection & Despatch Process - 08Document1 pageProcess Flow Diagram: Area: Cured Tube Inspection & Despatch Process - 08aslamNo ratings yet
- Non Confirmity Closer Method-1Document1 pageNon Confirmity Closer Method-1aslamNo ratings yet
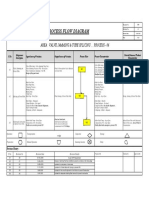
- Process Flow Diagram: Area: Valve Jamming & Tube Splicing Process - 06Document1 pageProcess Flow Diagram: Area: Valve Jamming & Tube Splicing Process - 06aslamNo ratings yet
- Process Flow Diagram: Area: Green Tube Curing Process - 07Document1 pageProcess Flow Diagram: Area: Green Tube Curing Process - 07aslamNo ratings yet
- 3 PFDDocument1 page3 PFDaslamNo ratings yet
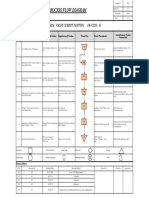
- Process Flow Diagram: Area: Valve Cement Painting Process - 05Document1 pageProcess Flow Diagram: Area: Valve Cement Painting Process - 05aslamNo ratings yet
- Process Flow Diagram: Area: Final Compound Mixing Process - 03Document1 pageProcess Flow Diagram: Area: Final Compound Mixing Process - 03aslamNo ratings yet
- Flow Diagram: Area: Master Compound Mixing . Process - 02Document1 pageFlow Diagram: Area: Master Compound Mixing . Process - 02aslamNo ratings yet
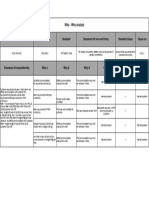
- Why Why AnalysisDocument1 pageWhy Why AnalysisaslamNo ratings yet
- Why - Why Analysis: NC Identification No Audit Date Standard Statement of Non-Confirmity Standard Clause Clause NoDocument1 pageWhy - Why Analysis: NC Identification No Audit Date Standard Statement of Non-Confirmity Standard Clause Clause NoaslamNo ratings yet
- ST Lab Manual Updated 1.7.2022Document50 pagesST Lab Manual Updated 1.7.2022Venky SallaNo ratings yet
- Opera&ons Management: POM 102 - SY 2015-2016, 2 Semester JGSOM, Ateneo de Manila UniversityDocument18 pagesOpera&ons Management: POM 102 - SY 2015-2016, 2 Semester JGSOM, Ateneo de Manila UniversityBlah BlamNo ratings yet
- LIDAT CraneDocument4 pagesLIDAT CraneMegame BakiNo ratings yet
- Ecd System Terminals of Ecm: Tech TipsDocument10 pagesEcd System Terminals of Ecm: Tech TipsRichard Wilson Mera JaimeNo ratings yet
- 1GR Fe Motor PDFDocument5 pages1GR Fe Motor PDFMiguel Angel Capia TintaNo ratings yet
- 23F RuchinShinde QUAL8350 Assignment3Document5 pages23F RuchinShinde QUAL8350 Assignment3pratikNo ratings yet
- Bosch LH 2.2 FelsökningDocument3 pagesBosch LH 2.2 Felsökningvanapeer100% (2)
- Synopsis Ayush KumarDocument31 pagesSynopsis Ayush Kumarayush paswanNo ratings yet
- Compiler Construction - CS606 Power Point Slides Lecture 01Document20 pagesCompiler Construction - CS606 Power Point Slides Lecture 01Mashavia100% (1)
- BC0049 Software EngineeringDocument18 pagesBC0049 Software EngineeringSeekEducationNo ratings yet
- NIST CSF Maturity Tool v2.1Document66 pagesNIST CSF Maturity Tool v2.1ALEX COSTA CRUZNo ratings yet
- Automatic Multilevel Car Parking SystemDocument11 pagesAutomatic Multilevel Car Parking SystemRupendra Talekar100% (4)
- Office Automation SystemDocument46 pagesOffice Automation SystemAshim Ranjan BoraNo ratings yet
- Reliability Block DiagramsDocument9 pagesReliability Block DiagramspkannanNo ratings yet
- Document From Rohit Jain-UnlockedDocument221 pagesDocument From Rohit Jain-UnlockedHarsh RajNo ratings yet
- Software Engineering Notes1Document13 pagesSoftware Engineering Notes1Rajani ShresthaNo ratings yet
- Introduction To Micro ServicesDocument46 pagesIntroduction To Micro ServicesNikita PatelNo ratings yet
- Systems, Roles, and Development Methodologies PDFDocument13 pagesSystems, Roles, and Development Methodologies PDFCadangan HpNo ratings yet
- Investigating System Requirements: Systems Analysis and Design in A Changing World 6 Ed Satzinger, Jackson & BurdDocument55 pagesInvestigating System Requirements: Systems Analysis and Design in A Changing World 6 Ed Satzinger, Jackson & BurdRussel LimNo ratings yet
- Engine: Yamaha 250 HP (16 Engine) Engine Serial NO: 6AH-43394-20 Model: FL300BETDocument10 pagesEngine: Yamaha 250 HP (16 Engine) Engine Serial NO: 6AH-43394-20 Model: FL300BETMohamed SameerNo ratings yet
- Building A Model With ArcGIS ModelBuilder Saves TimeDocument10 pagesBuilding A Model With ArcGIS ModelBuilder Saves TimelingNo ratings yet
- Electronic Fuel InjectorDocument35 pagesElectronic Fuel InjectorShrvan Hirde100% (2)
- EACOE Enterprise FrameworkDocument1 pageEACOE Enterprise FrameworkrpreidNo ratings yet
- Camera ShoppingDocument20 pagesCamera Shoppingsuriya extazee100% (1)
- Process Synchronization: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionDocument26 pagesProcess Synchronization: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionKizifiNo ratings yet
- ABAP - S4 Append Structure With Extending ViewsDocument4 pagesABAP - S4 Append Structure With Extending ViewsMarta VarinoNo ratings yet
- Its Project AhmedabadDocument28 pagesIts Project Ahmedabadashish dhakalNo ratings yet
- PID Control of Heat Exchanger System: Yuvraj Bhushan Khare Yaduvir SinghDocument6 pagesPID Control of Heat Exchanger System: Yuvraj Bhushan Khare Yaduvir SinghJudy Ann BoseNo ratings yet
- Unit 8-Component-Diagram ModelDocument21 pagesUnit 8-Component-Diagram ModelsejalNo ratings yet
- Product Sheet - Internal Controls ManagementDocument2 pagesProduct Sheet - Internal Controls ManagementDaniel lewisNo ratings yet