Download as pdf or txt
You might also like
- 9-Agitation Aeration PDFDocument47 pages9-Agitation Aeration PDFCinthiaLugoNo ratings yet
- Multicomponent Rectification: RefluxDocument6 pagesMulticomponent Rectification: RefluxpippoNo ratings yet
- Intrinsic and Global Reaction Rate of Methanol Dehydration Over G Al2O3 Pellets 1992 Industrial and Engineering Chemistry Research1992Document7 pagesIntrinsic and Global Reaction Rate of Methanol Dehydration Over G Al2O3 Pellets 1992 Industrial and Engineering Chemistry Research1992pannita.kNo ratings yet
- Absorption Spectra of Some Cobalt (III) Coördination CompoundsDocument5 pagesAbsorption Spectra of Some Cobalt (III) Coördination CompoundsHyga ForcarNo ratings yet
- Koilgas Standings SPE7905Document3 pagesKoilgas Standings SPE7905JeffGreenNo ratings yet
- Feasible Products in Batch Reactive Distillation: Zhe Guo, Mudassir Ghufran, and Jae W. LeeDocument12 pagesFeasible Products in Batch Reactive Distillation: Zhe Guo, Mudassir Ghufran, and Jae W. LeeRaúl AponteNo ratings yet
- The Ammonia-Carbon Dioxide-Water Equilibrium in Boiler Feedwater ConditioningDocument8 pagesThe Ammonia-Carbon Dioxide-Water Equilibrium in Boiler Feedwater ConditioningFelipe GuilaynNo ratings yet
- 1993 - Distillation Column TargetsDocument12 pages1993 - Distillation Column TargetsOctaviano Maria OscarNo ratings yet
- Resistance O F Solid Surfaces BY: To Wetting WaterDocument7 pagesResistance O F Solid Surfaces BY: To Wetting Watertayed1819No ratings yet
- Propiedades de Los Hidrocarburos Por Su ComposicionDocument6 pagesPropiedades de Los Hidrocarburos Por Su ComposicionAnonymous HJZffHvTNo ratings yet
- Rajiv Gandhi Institute of Petroleum Technology, Jais: Answer-SheetDocument6 pagesRajiv Gandhi Institute of Petroleum Technology, Jais: Answer-SheetAbhimanyu SinghNo ratings yet
- Ie50279a011 PDFDocument7 pagesIe50279a011 PDFAlessio ScarabelliNo ratings yet
- Thermodynamics Real GasesDocument12 pagesThermodynamics Real Gasesyas22e5019No ratings yet
- Havela and OdhDocument8 pagesHavela and OdhSig BahaNo ratings yet
- The Fluidized-Bed Membrane Reactor For Steam Methane Reforming: Model Verification and Parametric StudyDocument14 pagesThe Fluidized-Bed Membrane Reactor For Steam Methane Reforming: Model Verification and Parametric StudyWahab ChodharyNo ratings yet
- Communications To The Editor: ModelDocument3 pagesCommunications To The Editor: ModelLaboratorio de TermohigrometríaNo ratings yet
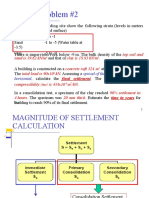
- Practice Problem #2: Spread of The Load of 2 Vertical To 1 HorizontalDocument21 pagesPractice Problem #2: Spread of The Load of 2 Vertical To 1 HorizontalFadli PunyeNo ratings yet
- Cnvix!: Performance and Optimization of Cylindrical-Parabola CollectortDocument7 pagesCnvix!: Performance and Optimization of Cylindrical-Parabola Collectorthassan zohairNo ratings yet
- Lai 1986Document12 pagesLai 1986haftomNo ratings yet
- v30 365 374 PDFDocument10 pagesv30 365 374 PDFMárcia CardosoNo ratings yet
- Transport Processes in Thin Liquid Films During High-Vacuum DistillationDocument9 pagesTransport Processes in Thin Liquid Films During High-Vacuum DistillationmahsaNo ratings yet
- Tests For Transport Limitations in Experimental Catalytic Reactors - DV Mears, 1971Document7 pagesTests For Transport Limitations in Experimental Catalytic Reactors - DV Mears, 1971Ashutosh YadavNo ratings yet
- Modeling and Simulation of Airlift BioreactorsDocument9 pagesModeling and Simulation of Airlift BioreactorsAnjanaNo ratings yet
- Approximate Design of Multiple Feed Side Stream Distillation Systems 1987 Industrial and Engineering Chemistry ResearchDocument7 pagesApproximate Design of Multiple Feed Side Stream Distillation Systems 1987 Industrial and Engineering Chemistry ResearchDevaucayNo ratings yet
- Design and Development of A Research Combustor For Lean Blowout StudiesDocument8 pagesDesign and Development of A Research Combustor For Lean Blowout StudiesAnonymous 6z4ZMwmNo ratings yet
- Abu-Eishah & Luyben 1985 - Design and Control of A Two-Column Azeotropic Distillation SystemDocument9 pagesAbu-Eishah & Luyben 1985 - Design and Control of A Two-Column Azeotropic Distillation Systemmsia1951No ratings yet
- Multicomponent Rectification: The Number Theoretical Plates TheDocument4 pagesMulticomponent Rectification: The Number Theoretical Plates ThepippoNo ratings yet
- Vaporization Equilibrium ConstantsDocument6 pagesVaporization Equilibrium ConstantscesarNo ratings yet
- Plateefficiency Correlation in GAS P !) : Distllling AND AbsorbersDocument13 pagesPlateefficiency Correlation in GAS P !) : Distllling AND AbsorbersArouetNo ratings yet
- Chemical Reactor Stability and Sensitivity II - Effect of Parameters On Sensitivity of Empty Tubular ReactorsDocument10 pagesChemical Reactor Stability and Sensitivity II - Effect of Parameters On Sensitivity of Empty Tubular Reactorsturki aljowderNo ratings yet
- Geotech3 LS9 PilesDocument24 pagesGeotech3 LS9 PilesHery Dualembang100% (1)
- Phase Diagrams For Ceramists Supplement No. 1Document11 pagesPhase Diagrams For Ceramists Supplement No. 1Haydee ContrerasNo ratings yet
- A Constitutive Model For Partially Saturated Soils: Gcotechnique 40, No. 3,405-430Document26 pagesA Constitutive Model For Partially Saturated Soils: Gcotechnique 40, No. 3,405-430Aivy Jinneth CutaNo ratings yet
- 1973 Szekely ChemEngSci StructuralModelGas ExpStudyREDUCTIONofPorousNickelOcidePelletswthHydrogenDocument15 pages1973 Szekely ChemEngSci StructuralModelGas ExpStudyREDUCTIONofPorousNickelOcidePelletswthHydrogenAndres CamposNo ratings yet
- 1 s2.0 0584853971800387 Main PDFDocument7 pages1 s2.0 0584853971800387 Main PDFShreetama BhattacharyaNo ratings yet
- CCO 2010 Problems EnglishDocument12 pagesCCO 2010 Problems EnglishmarcusmaaaaaNo ratings yet
- A Nomograph For Correction of Boiling Points: Kent State University, KentDocument2 pagesA Nomograph For Correction of Boiling Points: Kent State University, Kentthrowaway456456No ratings yet
- Accurate Wetted Areas For Partially Filled VesselsDocument2 pagesAccurate Wetted Areas For Partially Filled Vesselsraghu.cecri805875% (4)
- Basic Barcelona Model - Géotechnique40 AlonsoDocument26 pagesBasic Barcelona Model - Géotechnique40 AlonsoYorch FirstoneNo ratings yet
- Dynamics and Control of Recycle Systems. 2. Comparison Alternative Process DesignsDocument11 pagesDynamics and Control of Recycle Systems. 2. Comparison Alternative Process DesignsJean Pierre León BravoNo ratings yet
- Graphical Separation Performance-Exergy Analysis For Revamping of Distillation ColumnDocument9 pagesGraphical Separation Performance-Exergy Analysis For Revamping of Distillation ColumnBony KismawanNo ratings yet
- Bubble Cap DistillationDocument26 pagesBubble Cap DistillationFrost OrchidNo ratings yet
- Jaubert1995-Welling TestDocument17 pagesJaubert1995-Welling Testfernando aguilarNo ratings yet
- Nodal Methods For Three-Dimensional Simulators: (Received JulyDocument23 pagesNodal Methods For Three-Dimensional Simulators: (Received JulyTopan SetiadipuraNo ratings yet
- Distillation DecouplingDocument6 pagesDistillation DecouplingLim Xiu XianNo ratings yet
- Thermodynamics Problem Set 1Document4 pagesThermodynamics Problem Set 1fadum099No ratings yet
- Unit 1: Homework No. 2: in Terms ofDocument1 pageUnit 1: Homework No. 2: in Terms ofAhmad HamidiNo ratings yet
- Shallow Foundations (Rafts)Document15 pagesShallow Foundations (Rafts)bogdan tanasoiu100% (1)
- oto Ato' H (T - T°) +koa To - : (Received June in Revised Form January Received MarchDocument6 pagesoto Ato' H (T - T°) +koa To - : (Received June in Revised Form January Received Marchcpgcha57No ratings yet
- Che-2012-2013 (L-3, T-1) PDFDocument32 pagesChe-2012-2013 (L-3, T-1) PDFMahmud Rahman BizoyNo ratings yet
- Of Of: Precision Densities Dilute Aqueous Solutions The Isomeric ButanolsDocument4 pagesOf Of: Precision Densities Dilute Aqueous Solutions The Isomeric ButanolsHelenka Alenka CortésNo ratings yet
- Asfalt EnosDocument6 pagesAsfalt EnosJuan Carlos GNo ratings yet
- Stabilizing The Boat Conformation Cyclohexane Rings: J. Robert ADocument3 pagesStabilizing The Boat Conformation Cyclohexane Rings: J. Robert AJallow KowlyNo ratings yet
- ACEMDocument21 pagesACEMvahap_samanli4102No ratings yet
- Carbon Nanomaterials for Advanced Energy Systems: Advances in Materials Synthesis and Device ApplicationsFrom EverandCarbon Nanomaterials for Advanced Energy Systems: Advances in Materials Synthesis and Device ApplicationsWen LuNo ratings yet
- Nanomaterials: Biomedical, Environmental, and Engineering ApplicationsFrom EverandNanomaterials: Biomedical, Environmental, and Engineering ApplicationsSuvardhan KanchiNo ratings yet
- Renormalization and 3-Manifolds Which Fiber over the Circle (AM-142), Volume 142From EverandRenormalization and 3-Manifolds Which Fiber over the Circle (AM-142), Volume 142No ratings yet
- Shortcut Procedure Simulating Batch Distillation Operations: Suresh Sundaram Lawrence Evans'Document8 pagesShortcut Procedure Simulating Batch Distillation Operations: Suresh Sundaram Lawrence Evans'pippoNo ratings yet
- Multicomponent Rectification: The Number Theoretical Plates TheDocument4 pagesMulticomponent Rectification: The Number Theoretical Plates ThepippoNo ratings yet
- A Heat Transfer Textbook: Solutions Manual For Chapter 2Document48 pagesA Heat Transfer Textbook: Solutions Manual For Chapter 2pippoNo ratings yet
- A Heat Transfer Textbook: Solutions Manual For Chapter 1Document33 pagesA Heat Transfer Textbook: Solutions Manual For Chapter 1pippoNo ratings yet
- Multicomponent Rectification: RefluxDocument6 pagesMulticomponent Rectification: RefluxpippoNo ratings yet
- THERMODYNAMICSDocument290 pagesTHERMODYNAMICSpippoNo ratings yet
- Edoc - Pub Homework PDFDocument24 pagesEdoc - Pub Homework PDFpippoNo ratings yet
- Arkal IrrigationDocument25 pagesArkal IrrigationCarlos Gutierrez LondoñoNo ratings yet
- Torque ShiftDocument43 pagesTorque ShiftDavid Rosado100% (1)
- 244 Experiment 1 (1) - 1Document7 pages244 Experiment 1 (1) - 1Bophepa MaseletsaneNo ratings yet
- Transistor LaserDocument19 pagesTransistor LaserUnn krishnan BNo ratings yet
- Annex VI of MARPOL 1973/78 Convention: Waste Oil Incinerator: Construction and WorkingDocument5 pagesAnnex VI of MARPOL 1973/78 Convention: Waste Oil Incinerator: Construction and WorkingMagesh ShanmughamNo ratings yet
- DMMS Iec 60335 12 PDFDocument2 pagesDMMS Iec 60335 12 PDFGiuseppe FerrariNo ratings yet
- C&IDocument28 pagesC&ISam100% (2)
- Base Case: Embodied Energy CalculationDocument3 pagesBase Case: Embodied Energy CalculationAnonymous Qm0zbNkNo ratings yet
- Foo-Yuen NG, Foong-Kheong Yew, Yusof Basiron, Kalyana SundramDocument7 pagesFoo-Yuen NG, Foong-Kheong Yew, Yusof Basiron, Kalyana Sundramneftali alvarezNo ratings yet
- Glyco Lagers Technische Informatie PDFDocument17 pagesGlyco Lagers Technische Informatie PDFpedroserranotorresNo ratings yet
- Workover - 10Document34 pagesWorkover - 10chemkumar16No ratings yet
- Using Energy Audits To Investigate The Impacts of Common Air-Conditioning Design and Installation Issues On Peak Power Demand and Energy Consumption in Austin, TexasDocument8 pagesUsing Energy Audits To Investigate The Impacts of Common Air-Conditioning Design and Installation Issues On Peak Power Demand and Energy Consumption in Austin, TexassandroNo ratings yet
- Fantom FM740 VacuumDocument18 pagesFantom FM740 VacuumkwrdkcNo ratings yet
- BPM Engineeringv9Document488 pagesBPM Engineeringv9elektrospecNo ratings yet
- Registrador TR3000Document4 pagesRegistrador TR3000ParramanuelNo ratings yet
- Legrand WattstopperDocument28 pagesLegrand WattstoppersulphurdioxideNo ratings yet
- As Physics Paper1 AnswersDocument26 pagesAs Physics Paper1 AnswersahamedNo ratings yet
- Daily Power Report FOR AT Report Generated On: Rallis India Limited Unit-1Document4 pagesDaily Power Report FOR AT Report Generated On: Rallis India Limited Unit-1city1212No ratings yet
- Lab Note 10 Lab Manual-Heat PumpDocument11 pagesLab Note 10 Lab Manual-Heat Pumpfarah nabila100% (1)
- KL3112 - 2-Channel Analog Input Terminal 0 20 MaDocument1 pageKL3112 - 2-Channel Analog Input Terminal 0 20 MaMahmoud Abd-Elhamid Abu EyadNo ratings yet
- Complex Extraction of Thermal EnergyDocument7 pagesComplex Extraction of Thermal EnergybobcyliaoNo ratings yet
- (IDT) Chapter 3 How Do We Decide What Is Good For SocietyDocument1 page(IDT) Chapter 3 How Do We Decide What Is Good For Societykaylamok3No ratings yet
- Basic Inverter Training Course PDFDocument73 pagesBasic Inverter Training Course PDFghita_gabrielNo ratings yet
- Kaewmongkol Glove Factory Lay-Out Plan Kaewmongkol Glove Factory Lay-Out Future PlanDocument1 pageKaewmongkol Glove Factory Lay-Out Plan Kaewmongkol Glove Factory Lay-Out Future PlanSupasit DenprasertNo ratings yet
- Chapter 19Document46 pagesChapter 19Fabio ParnoNo ratings yet
- GA 37 VSD 125 Psi Air CooledDocument1 pageGA 37 VSD 125 Psi Air CooledRobby Ardi NugrohoNo ratings yet
- Hypothetical Process PathsDocument9 pagesHypothetical Process Pathsifiok100% (1)
- DTU Wind Speed Course CupsDocument70 pagesDTU Wind Speed Course CupsAlfie CocteauNo ratings yet
- Encyclopaedia of Popular Science (Steven N.shore)Document353 pagesEncyclopaedia of Popular Science (Steven N.shore)Muhammad Ali HaiderNo ratings yet
- 1 MARK QUESTION Question Paper 1Document20 pages1 MARK QUESTION Question Paper 1Pushpa PokhariyaNo ratings yet