Professional Documents
Culture Documents
US7152682
US7152682
Uploaded by
Vyacheslav0 ratings0% found this document useful (0 votes)
14 views21 pagesCopyright
© © All Rights Reserved
Available Formats
PDF or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
Download as pdf
0 ratings0% found this document useful (0 votes)
14 views21 pagesUS7152682
US7152682
Uploaded by
VyacheslavCopyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
Download as pdf
You are on page 1of 21
2) United States Patent
Hopper
SUBSEA PROCESS AS
EMBLY
Inventor:
Hans Paul Hopper, Aberdeen (GB)
Cameron International Corporation,
Houston, TX (US)
Assignee
Notice: Subject to any disclaimer, the tem ofthis
patent is extended of adjusted under 35
USC. 154(b) by 0 days.
an
Appl. Nos 101510,825
(22) PCT Filed: Mar. 24, 2003
(86) PCTNo: — PCTIGBAS/01254
$371 (eX!)
2), (4) Date: Oct. 7, 2004
(87) PCT Pub. Nos WOO3/87535
PCT Pub Date: Oct. 23, 2003
6s) Prior Publication Data
US 2005/0145388 A1 Jul. 7, 2005
jon Priority Data
(02282503
G0)
Ape 8, 2002
»
Foreign Applic
ey
"Cl
E21 2912
(2) USC
2006.01)
166(387; 166/351: 210/110
(G8) Fleld of Classiieation Seareh 1660357,
166/351; 210110,
See application file for complete search history.
36) References Cited
USS. PATENT DOCUMENTS.
4asgo2
4248305 8 *
1979. Wissman
DIVE Scarbrough
166305.
USOT
'52682B2
(10) Patent No.
(4s) Date of Patent:
US 7,152,682 B2
Dec. 26, 2006
4300375 A$ VIS. Wiseman 200
AaR707 A$ 41984 Scie eal “oo R
ore922 26 71987 Leininger oust
48287 A #4198) Goldsbeny 369
4829,196 8 ¢ S198) Bronick eta “ost
ASIST A$ 71989 Bencre 166335
848475 7198) Dean ta
90048 421990 Deane a
517908 61992. Holmann
6197005 BL* 32001 Dita. 9524s
Toms.cst BL* 82006 Olsen 166.357
ousiooes94 A1* 43004 Olsens 166.357
2on40009422 AL* 92004 Lush otal 166357
POREIGN PATENT DOCUMENTS
an
499 024
woot 20128
1939
32001
(OTHER PUBLICATIONS
Interatonl Search Repot for Appl. No. PCT/GHO3I012S4dated
4.9, 2003 (pp 3),
{Cit Rowling eal: Design and Analysis of «Multiphase Turbine
for Compact Gas-LigidSeparaion, SPE Production & Fults
eb. 2002 (pp 47-52).
* cited by examiner
Primary Examiner Thomas A Beach
(74) Atorney, Agent, or Firm Conley Rose, PC.
on ABSTRACT
A subsea process assembly fo separating a multiphase flow,
the assembly comprising: an inet for a multiphase medium:
‘ pressure reducing means for reducing the pressure of the
‘multiphase ow from the inlet and creating @ source of
‘energy multiphase separator for separating the multiphase
input into individual phases: and a pumping system for, ia
‘use, pumping at last one ofthe desired individval phases t0
‘delivery point by utilizing atleast some of the energy Irom
the source of energy
23 Claims, 12 Drawing Sheets
710
U.S. Patent Dee. 26,2006 Sheet 1 of 12 US 7,152,682 B2
2
14 12
10
15 17 18 16
AL
26
2
23
Fig 1 (rior Art)
20
21
HI
ttt
22
25
19
U.S. Patent Dec. 26, 2006 Sheet 2 of 12 US 7,152,682 B2
27:32 «15 «18 16 12
33° «28
Fig2 Prior Arp
U.S. Patent Dec. 26, 2006 Sheet 3 of 12 US 7,152,682 B2
‘ig
14
16
18
iL
Fig 3
22
U.S. Patent Dec. 26, 2006 Sheet 4 of 12 US 7,152,682 B2
US 7,152,682 B2
Sheet 5 of 12
Dec. 26, 2006
U.S. Patent
¢ Bry
6E .
LL SLI LE OL
iL
SE
U.S. Patent Dec. 26, 2006
Sheet 6 of 12
US 7,152,682 B2
Fig 6
U.S. Patent Dee. 26,2006 Sheet 7 of 12 US 7,152,682 B2
\
U.S. Patent Dee. 26, 2006 Sheet 8 of 12 US 7,152,682 B2
Fig 8
U.S. Patent Dec. 26, 2006 Sheet 9 of 12 US 7,152,682 B2
Fig 9
US 7,152,682 B2
Sheet 10 of 12
Dec. 26, 2006
U.S. Patent
Fig 10
U.S. Patent Dec. 26, 2006 Sheet 11 of 12 US 7,152,682 B2
Fig 11
U.S. Patent
Dec. 26, 2006
Sheet 12 of 12
US 7,152,682 B2
z = = oe
oc a 1]
g gS ee (ene ;
: Es |
ll |).
i
53:
2
US 7,152,682 B2
1
SUBSEA PROCESS ASSEMBLY
CROSS-REFERENCE TO RELATED
APPLICATION,
‘This application is a National Phase entry of PCT Appli=
cation No. PCT/GBO301254 filed Mar. 24, 2003 which
‘laims priority wo EP Application No, 02252508 4 filed Apr
8, 2002, both of which are incorporated herein by elerence.
BACKGROUND OF THE INVENTION
‘The invention relates fo a subsea process assembly whieh
‘can be used when extracting materials such as hydrocarbons
from subsea environments and, in particular, to an assembly
‘which separates a multiphase flow into individval compo:
nent flows for further sippy to specific locations.
‘In general, the current practice lor development of subsea
hydrocarbon fields is om 4 macro field approach which uses
‘2 plurality of subsea wells connected trough subsea
jnfastructure, pipelines and risers to a surface process
Joely, such as. floating production vessel ora platform. In
many locations, especially in remote areas, the proportion of
as and water within the fluid produced by the well is
igniflcant and is generally a surplus product, when com-
pared to the cil which i is svally desired to retrieve. The
‘22s and water has to be safely and cleanly disposed of in 3
‘manner which does not damage the environment.
‘A solution for such a system is that gas and water which
have boon taken out ofthe well and which are separated at
the surface can be pumped buck to the seabed to be rein-
jected at the seabed into subsea wells. This reinjection
reduces the rte of decline of the reservoir pressure allowing
the fleld to produce longer, To inerease the rate of produc-
tion, energy must be supplied tothe production steam using
citer downhole of seabed! methods
Overall, the current approach requires @ complex feld
production system which has numerous pipelines, thus
‘incurring « high feld capital expenditure sad operational
‘expenditure. This high expenditure reduces the commercial
‘cing at which the Feld ca be operated viably. As the eld
matures and prodction declines, level is reached at which
‘considerable resources are left in place but at which itis no
longer commercially viable to operate the wel
‘Conventionally, the flow whichis achieved from a subsea
eli directed toa surface production vessel. Back pressure
‘on the well reduces the production rate and brings on an
‘early decline of the wells Mowing life as the reservoir
pressure at the bottom of the well mast overcome the
hydrostatic head and the pressure caused by fiction. There-
{ore the well depth the distance slong the seahed and the
water depth ae al coneibuting factors aginst the reservoir
pressure. At a certain stage, the well ceases to produce
Useable flow when 2 significant proportion of the desired
fluid remains in the reservoir area drained by the wel.
Energy ean be ade to the production steam, either down-
hole, at the wellhead or in the riser. The input of enorgy
increases the eostof the Well, thereby reducing the eom-
‘mercial viability of the well ad, in some eases, the entire
field
In deep water or for wells a considerable distance, such
as overa number of kilometres fm the surface production
vessel, the production rte deetine or the energy input causes
the commercial value of a field to be reduced. The early
non-viability of the field means considerable valuable
resources sich as the non recovered natural resources are
Jeft in situ, Accordingly, and especially in deep water, the
o
2
Jimited produetion rates, the early decline and the higher
costs rvul ian increaved investment requirement with a
lower rae of return This ensures tat small and medinm
sized folds eannot be exploited fully, iat all using eurent
practices
‘When wells are at » considerable horizontal distance
‘long the seabed from the surface production vessel, a
‘number of significant problems such as shigging, yrs,
‘waxing and an inereased back pressure are eaused by the
distance tht the production fuid must travel. In addition
using gas artificial tin the well can exacerbate these
prablems causing pipelines to require higher speifieations
And larger diameters, thereby increasing the eost
Tn order to maximise the production capability ofa well
well operators are considering solutions which are based on
the macro field approach and these include downhole gas lit
‘or pumping, seabed drive, multiphase pumping, gasliguid
separation, hydrocarbon/water separation, individual well
ss/lguid separation and three phase separation.
‘As the pressure in the reservoir declines and at different,
rates in different pars of the fel, the volume produce rom
the wells wil also decline, Ths also applies in reverse wo the
injection wells. To maintain an effective predaction rte will
require the addition of artifical lift in the wells that will
‘increase the seabed wellhead flowing presse. This means
that, in pumped wells, considerable amount of was will tl
be in solution atthe wellhead
Downhole pumping typically uses either electric sub-
mersible pumps or hydraulic submersible pumps which have
‘o be installed in all commingled wells. The reasons for this
is that unpressursed wells cannot flow into pamped
pressurised commingled system, Therefore, totally
pumped fel! approach has to be taken and poping has to
be installed in some wells that could flow naturally or they
ced their own pipeline which is very costly. Accordingly,
‘energy and therefore costs are spent on wells whieh did not
require them, These pumps are effective because they are
preferably set in the well below the gas bubble point and
therefore only have to pump a liquid. Also, the same subsea
infasteueture, pipelines and riser systems are still roquite
Accordingly the pumping requirements add t the conven
‘ional field capital expenditure and also increase the oper
tional expenditure of the field
In a macro field approach, the wells produce owing up
to the subsea twee along to a manifold for commingling
‘where the flow from individual wells is commingled and
then the multiphase Mud flows to the surface via pipelines
and risers. For commingling to occur, higher and medium
pressured wells need to be choked ‘ick to the lowest
pressure of a commingled wel, thereby losing energy from
the Hlow stream, To redice the back pressure caused by the
pipelines, methods for providing energy tothe Now stream
downstream ofthe manifold, such as additonal pumps, may
be used. As the fid fos up the well the gas wll come ot
‘of solution once tis above the bubble point, thereby causing
‘1 gallquid flow atthe wellhead, However, such mlkphase
‘pumps require addtional enerpy Which increases the cost of
{his approach. The requirements for pumping ths free gas
fare very diferent and, in many cases, apposite (0 those
required for pumping liquid and therefore there is design
conlliet and, at best, only a poor compromise can be
achieved. Therefore itis referable to separate the fui into
‘888 and liquid whieh can be directed to suitable gas pumps
And liquid pumps. As friction losses along a pipeline reduce
the pressure, more and more gas comes out of the liguid
solution, possibly forming 50 to 100 metre shigs of gos. It
should Be considered that this gas does not need pumping
US 7,152,682 B2
3
‘due to the Jow ga fiction factor and low gas hydrostatic
head, and can ficely travel along its own pipeline. Its the
Tiguid slugs dat have to be pushed along by the compressed
‘gas. Accordingly, the energy used by a muitiphase pump t0|
‘compress the gas to achieve a pressurised multiphase flow is
tunnocessiry if a separate gas flow fine is use
ubsea gas/liquid separation and pomping pstially takes
advantage of the wellhead at the scabed and water depth.
The gas is separated at a lower pressure than the lowest
pressure point in the pumped liquid pipeline, Such a system
Js deseribed in US. Pat, No, 4.900.433 and this uses drilling
practices and a conventional subsea conductor asa separator
housing. Due tothe conductor size, a maximum theovghput
‘of about 30,000 barrels per day is what can be expected rom
such system. The system shown in US. Pat. No. 490,433
follows conventional practices in fowing toa surface instal-
Jation but now requires two small pipelines, one for gas and
‘one for liquid, instead of one large multiphase production,
Pipeline
"An alternative separation approach is hydrocarbon!
‘water separation system, The reason for separating the water
from the hydrocarbon is tha, when the wells are produced
ino the system, surface installations need not handle the
increased volume of Mui, in particular, caused by the water
By reducing the water atthe seabed, the surface installation
‘can operate on a greater number of wells. Oilwater sepa
‘ators are usually gravity separators and require sufiient
Sanding time forthe hydeocarbons o float up and the water
to sink down, ‘The water is then pumped into a water
injection well withthe unassisted hydrocarbons owing in a
Pipeline tothe surface vessel. The gravity multiphase sepa-
rator does not provide enemzy tothe well steam, except by
the effect of later allowing th elimination ofthe hydrostatic
head caused by the removal ofthe partial presse exerted by
the water in the multiphase Buid. This approach is solution
to solve a specific field symptom such as a production uid
train bottleneck caused by a standart macro fild system
approach. To inerease the procicton rate the multiphase
byrocarbon Bow can he pimped
Tree phase separation has beca attempted and this has
ben hase om a macro field approach with the objective of
using horizontal gravity separators, similar fo those used on
the surface but now on the seabed
‘An alternative approach is covered in US, Pat. No.
4.848.475. A production and process method is described
‘which nilises Single units from U.S. Pat. No, 4.900.433 for
‘each well prior tothe few from the well entering respective
as ant Tiguid pipelines. The individnal units allow wells 10
flow at their maximum production rate with the separator
‘operating pressure being dropped to the allowable pressure
to deliver the gas, and the pumped liquid to the surface
where further separation on the surface vessel can occur.
Avvordingly, the deeper the water in which the well is
located, the more eifective this systom is at reducing the
individual back pressure on a well. This ean delay the need
for arifcial lif, such as gas fit or downhole pumping, and
reduces the reliability isues due to the reduction in the
downhole complexity. However, the disadvantage of such 3
system is that the capital expenditure is extremely high and
the complexity of operating such a system are significant.
‘This foam of operation has only been considered on a macro
approach and therefore considerable energy will ned to be
‘supplied to each unit to deliver the Fguidl back to the surFace
and on the surface for reinjecton.
“Toachieve separation of gases and liquids, several param-
‘ters must be met. Typically in oil wells, some gas will Be
jn solution in the water and oil mixture and the amount of
0
o
4
sz in solution is dependent on the pressure of the fui
frder to Separate the gas from the liquid, the pressure must
be reduced, chereby lowering the bubble point and allowing
_288 bubbles to form, The pressure level wil set the amount
‘ofthe gas which is released from the solution and no further
‘28s will be given up until the pressare of the liguid is
reduced further. Once gas has been released, itis slow to be
reabsorbed into the guide and theretore repressuring the
sas and injecting it into the fguid line will not prevent
Separate two phase How and the fonning of slug hws,
nce the gas bubbles have formed, the difference in
density of the ga to the liquid is significant and this means
‘that dhe gas wil separate readily from a liquid which can be
achieved under gravity in approximately a number of see-
fonds for a small volume. Again this time increases as the
volume is inereased, thereby requiring a large and costly
system.
‘The fiction in a horizontal pipeline will cause the pres-
sure inthe uid flow along the pipline’s length to decrease
‘and therefore, even if all of the fre gas is removed at the
‘tar of the pipeline, futher release of gas will occur along
the pipeline due to the pressure drop and this will eollet and
orm a slug, especially in the upper part of an undulation in
‘pipeline. Each upper part of an undulation will cause @
pressure drop in its own righ, thereby resting in a higher
pressure beng required atthe head of the pipeline to move
{he vid. To prevent this fom occurring, the pressure ofthe
‘uid a the wellhead is preferably reduced beyoad the lowest
pressure point in the pipeline. Altematively, if cersin
amount of gas is required atthe surface Lily, then the
pressure at the head ofthe pipeline need not be as lowe but
‘against the penalty of having a higher wellhead fowing
pressure,
Tn. riser, the pressure change or drop is considerable due
to the hydrostatic gradient, Gas breakout in the riser or just
prior othe riser base will race the density ofthe Fi and
‘ofthe hydrostatic head and wil therefore cause gas lif inthe
riser This is acceptable if the gs is required atthe surface
‘eilty but, if not, then top side separation Lilies, pump-
ing equipment, « gas re-injection riser and a gas pipeline
back to the wellhead site are also required,
For separation of liquids, it aot possible wo use der.
ences in presse changes as this has itl elfet on the iguid
‘density. Accordingly, the ability of molecules to move freely
‘Sepends on the diference in mas, the viscosity of the prime
Tiquid andthe surfice tension, By increasing the droplet size
and its ability to coalesce, a greater mass force is available
‘oovercome ihe restraining forces, thereby helping the fluids
to separate. The ability to allow a Muid to coalesce and
collect on wetted surfaces, walls or plates also improves
separation,
“To achieve separation of @ multiphase flo, a fst step
must be to ercate a low pressure physical state by fist
dropping the pressure atthe seabed to the surfce delivery
point requirement. Turbulent flow will continue the mixing
‘and therefore a large volume is required into whieh the flows
passes to allow the fui flow to stabilise and fem a uniform
profile, A low velocity and a steady Hlow encourages such a
profile. As mentioned above, separation is typically depen-
‘dent on mass. A simple technique therefore isto use a sealed
settling tank’ in which gas is quickly given up but, for
erent Fiquids, the velocity of the flow has to be reduced
drastically to allow effective gravitational separation, This
therefore results in large tanks ora very sma throughput of
separated ids, The has serio listing factors subsea due
to collapse and burst requirements,
US 7,152,682 B2
5
However, if @ fhid is rotated or allowed to rotate by
tangentially entering a circular container, the gravitational
Jorce can be signilicanly inerwased from normal earths
_grvityto approximately ten fold or higher i.e, 100 or 1000,
By inereasing. the foree, the separation process can be
speed! up and this ensures that small Mid containers can
be used. Cyclones oF a id vortex ereated ina eylinder are
cllective methods and these reduce the time required for
separation but these can only handle a small volume of fa
and at specific parameters
At high gravitational forces, typically above 20 G, shear
forces are created in a moving fuid compared f a rotating
stationary uid in #eentrifuge. These do not effet solids in
the liguid but wll break down the size of iguid droplets, and
possibly create an emulsion. Reduced droplet sizes will
‘considerable extend the time required to achieve separation,
‘Therefore, creating a very high gravity free is effective for
removing solids. For liquids, elicient separation ofthe flow
stream occurs between 10 and 20 G.
Inthe macro fiek concept, the producing wells are choked
down to allow commingling with the How froin the lowest
pressured well. The commingled multiphase low to a plat-
form then enters a surface installation field separator to
separate off the gas and to allow liquid pumps to pessurise
Celliciently the respective uid phases tallow for production
‘or re-injection. The pressure in gas re-injection line oe &
Water-einjection line supplied by the surface installation as
to be suficiently high 1 meet the injection peossuees of the
highest pressurised injection well. This therefore requires
‘’chokes on the reinjction wells that have a lovee injection,
pressure, This shows that in the macro field well stream
system, energy is Test that thon has to be replaced by
Pumping, and energy bas to be provided to pump up the
Fe-injetion phases with a considerable amount being lest on
the low pressured injetion wells
‘Currently the tendeney isto ow all the produced ids
to the surface installation because of the magnitude of the
‘cost and the ability to operate and control # macro subsea
field separation system,
BRIEF SUMMARY OF THE PREFERRED
EMBODIMENTS,
to overcome the problems
‘According to the present invention, there is provided 2
subsea process assembly for separating a multiphase How,
the assembly comprising
‘an inlet for @ multiphase medivas;
pressure reducing mean for redcing the pressure of the
"nultipiase flow from the ilet snd creating a source of
cenerys
‘multiphase separator for separating the multiphase input
‘nto incvidual phases;
4 pumping system for, in use, pumping atleast one ofthe
desired individual phases toa delivery point by utls-
ing at least some of the energy fom the source of
nergy:
‘The pumping may be powered by utilising a variable
‘controllable amount of the energy from the source of energy.
Preferably, the pressure reducing means is eoupled 10 2
hydraulic power drive or alternatively to an electric power
‘drive ora flow controller, such asa choke, depending on the
‘optimum method wither hydraulic, electrical or pneumatic
§s used for distributing the power
0
o
6
Preferably, the assembly further comprises @ control pro-
cess module for contolling the pressure reducing means and
the pumping system,
Preferably, the process assembly also inckades a power
rive unit that generates hydraulic power from an extemal
fenergy source. The extemal energy source may be cither
electrical oF fd energy. The power deve unit andlor the
Pressure reducing means may be driven by 2 Mid which
provides energy in te form of Tiquid or gas. The wellstream
energy may be achieved by creating a pressure differential in
‘the multiphase flow between the inlet and the separator, for
example by reducing the pressure of the multiphase
medium. The module may further comprise a drive fluid
inlet, the drive fluid being pumped to the module from an
extemal point The pressure reducing means may also com
prise a means for ereating a pressure differential in the drive
uid, for example by reducing the pressure ofthe drive hid,
thereby creating a further source of energy. The drive fil
‘may be water from a water injection supply. If an extemal
clecizical supply is available instead of using drive Mui.
then this con be used directly to supplement the electrical
power obiined from the well stream elecrial power drive.
“This description describes an approach were energy
from the well stream and the second energy source are
converted into hydraulic power for distributing the power to
the various power consuming modules. Altemative power
istibution methods can be considered being electric or
‘neumstes, Ia eran locations there is no need to support
fhe reservoir pressure by injecting water, and therefore t0
supply the supplementary power ean be provided more
ficiently using preferably clectric energy but pressurised
{dead erude or gas could be considered. An electric secondary
tenergy’ source cou be wed directly ifthe power distribu
tion on the module is eletrc or the electric energy coud
rive an clecric hydraulic power unit if Use power distrib
sion is hydrauli
Preferably, the pressure of the multiphase fluid supplied to
the separator is reduced to a level specified by tho surface
installation of below the lowest pressure in a pipeline to the
elivery point, The pressure of the multiphase low may be
reduced to helow 25 atmospheres.
The separator may be one of the following: # centrifugal
container. a vortex tube, a cyclone, helix container or auger,
‘gravity vertical or horizontal tank, silo, «conductor pile
housing, toridal ring, a toroidal sprial combination or @
spiral. A suitable toroidal separator is deseribed in our
co-pending Furopean patent application, entitled “Separi-
tor” and filed on the same day (agents's ref: MJBO7104EP)
Dreferably the separator is arranged to separate the mul-
‘iphase fuid into solids, gs, oil and water although it may
be arranged to separste « multiphase fd into two or more
‘ofthese, infact, o remove, for example only gas from the
remaining phases.
Preferably, the assembly also comprises an individ!
pump for each phase. The pumps may be driven using
energy created in the assembly.
‘The assembly preferably further comprises a means for.in
2, reinjcting surplus gas and water and possibly the solids
slumy which have been separated either back into the
reservoir or to a specified delivery point
“The assembly preferably also comprises template, a
piping mat and a retrievable subsen process module. The
retrievable subsea process module may comprise a retiev-
able base mode and retievable mini modules
Additionally, the subsea process assembly may comprise
solids removal module for removing solids, sich as sand
rior o separation of the Mids inthe form ofa solids slurry.
US 7,152,682 B2
7
The present invention also provides a subsea hydrocarbo
recovery system comprising:
1 subsea well for supplying 2 multiphase Suid;
a subsea process assembly according © any one of the
preceding claims, wherein the inlet the assembly is
in fluid communication with the well and
delivery point for receiving the recovered
Ihydrocarbon(3) from the subsea process assembly.
‘The system preferably further comprises a well nto which
surplas products ofthe separator, such as wate, sas or the
solids slurry can be renjected
‘The system preferably comprises a plurality of subsea
‘wells, cich well or set of wells having an associated subsea
process assembly using «process module which supplies the
recovered hydrocarbon(s) 10 the same delivery point for
farer supply to a delivery poi
‘The delivery point is preferably one of a pipeline for
removing the product from the field, a water injection wel
as injection well or a producing well to achieve artical
it
‘This invention describes a system that can achieve three
phase scpation on the seabed down to the same degree oF
Tower than a surface fist stage separator and which is
tailored to suit the production ofan individual subsea well,
‘withthe ability to supply each phase ata separate pressure
suitable for ctr exportation tothe topside whether nea oF
Jar, oF for re-injetion tailored to suit local r-iajection well
rexjirements, and all with a minimum of energy consuimp-
tion from an extemal souree,
Therefore a process assembly that can be connected to 3
well or set of compatible wells and that can simulate atop
side surface separator will, effectively, have eliminated the
celfecs of water depth and any downstream back pressure
handicaps. This can now allow the wel to flows at surface
‘conditions hut onthe seabed, In water depth from,
1000-3000 m this difference allows a considerable increase
Jn produetion and the reeoverable hydrocarbons.
Being able to vary the input pressure into the process
‘assembly will allow each well 10 be treated individually.
increasing the effcieney of production and the reservoir
‘management of the area drained by the wel
“The fest step, snd alo at later suitable opportunites inthe
system, is the emoval of harmful solids which can cause
sever damage andor blockage to values, choke, separators,
pumps, pipelines and risers. In addition there i the ability 10
‘monitor individual sources and then to take suitable action.
‘The next step isto process the fuid. To allow an indi=
vidual well or set of similar wells to produce at theit
‘optimam level requires an individual process assembly
‘capable of accepting a certain volume atthe required pres>
sure, This can vary according to the top side resiremionts
‘and on the changing effects in the reservoir, To achieve
‘cparation levels equivalent toa lopside itt stage separator,
the process assembly operates down ( surface separator
pressures, Tiss to ensure that a maximum level of gas and
water are capable of being removed fom the oil An
‘individual process assembly, in the form of a process mod-
ule, maxioises the poteatial ofthis pressure difference hy
harmessing the maxinim amount of energy between the
‘wellhead flow system and the inlet 10 the separation system,
“The operating pressure of the process module is depen-
‘dent on the level of gas separation required. The ability t0
separate the flow int distinet phases allows each phase to be
monitored and measured (ie. velocity and density) which
eliminates the nee fora tes line fom the field tothe surface
installation
0
o
8
The process module has the capability to r-pressurise
each phase separately to suit the delivery point, Pump
modules for a phase can be assembled in series to achieve
high pressures, or in parallel if there are two different
elivery points for an individual phase. Ths allows the gas
andlor water to be r-injcted into local injection wells at
their optimum injection pressure instead of into a higher
pressure common field injetion fine. This ability to ind
Vidnally Select the pressure also allows the use of either
pressurised gas to gas Tift the producing well or to use
pressure oi or water asthe deve Fguid to operate the turbine
cof a hydraulic submersible pump in the producing wel
The capability to reinjoct the gas oF water oF both
removes the expanding problems caused by gas andor the
volume of water inthe pipeline back to the riser base ofthe
surface installation, Also the removal of water from the
pipeline means the partial differential back pressure eased
by water in the riser is eliminated. The removal of eier pas
fo water or both results in a considerable rediction in the
size of the resulting production pipeline and riser, and the
eed not to install any downhole or seabed pumping require
‘ments and its associated energy consumption, the topside
process facility, r-njection pump equipment and its ass0-
ciated enemy consumption, and the re-injetion pipelines
land risers. This sal n addition to the elimination of the test
Tine.
To achieve these benefits, enemy is required by the
process module. The priority is to obtain available energy
‘rom the well stam, but hen to back this up where need
Where a reservoir rogues water injection, the water injec
‘ion pipeline is operated at higher pressure with the process
‘moxdile using this pressure difference, This is small change
tat does not require any additional operations and may be
already within the water pipeline specification range
‘The process module will require additonal power if there
is a insuficent wellhead flow pressure due to reservoir
characteristics ln addition when a closed in well ix being
Drought on, the pump modules will require power before the
well steam has developed. Its possible tht if. well and
its process module are in fll production, ith the capability
‘of producing & quantity of surplus povser This then could be
cascaded to another well loeation to being ether wells on
‘without requiring the need to use an extemal energy supply.
Ia process module has sullicient power fo its requirements
‘whieh is not using all Uae wel stream power, then when fall
capacity is reached, the chokes on the various inlet units
‘would be used to contro the flaw pressure,
In addition the process assembly may consider tempers
ture contol ofthe fluid in respect to insulation and a heat
‘eansfer system. When gas is de-pressurised, cooling will
‘cur and when compressed, a temperature rise will occu,
‘Maintaining 2 minimum temperature is important to prevent
‘waxing, asphatines and hydrates forming in the system.
Also, downstream of pump, the enemzy used will have been
converted into waste heat. Beside insulation on the find
‘ontinaent hardware, hea transfer system from the pump
rmodlules to especially the power drive units is recom-
mended.
“The process module processes the well steam wo meet the
constantly changing parameters of the field due t0 the
surface installation requirements, and it optimises is dliv~
feny based on the well flowing characteristics. This requires
fast active contol system that ean process te information
from various sources and manage the process system by
‘operating the flow control meckanisms, Now selection
US 7,152,682 B2
9
‘devices and pressure barriers. This includes self digunostes,
and emergency shutdown management of itself and the
wel
BRIBE DESCRIPTION OF THE DRAWINGS
For example the present invention will now be described
With reference to the accompanying drasvings. in which
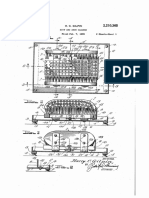
FIG. 1 shows a schematic arrangement of a conventional
subsea production system:
TIG. 2 shows a schematic cross scctional view of 3
‘conventional subsea commingled separation operation sys
TFIG, 3 shows a schematic cross sectional view through 3
system acoonding to the present invention;
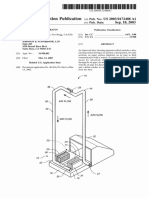
FIG, 4 shows a schematic plan view of part of a field,
using the present invention
FIG, is a schematic cross soctional view through 9
process module according to the present invention:
TIG, 6s a schematic plan view of the mode of FIG. 5: x
FIG. Tis a schematic cross sectional view through a sand
removal module which could be used in the module of FIG.
5
FIG. 8 is a schematic cross sectional view showing one
{orm of separator which could be used inthe module of FIG.
5
FIG. 9 is a schematic cross soctional view throwgh 3
asiiguid divider for use in the module of FIG. 5:
IG. 10 is a schematic cross sectional view through 3
toroidal separator for use in the module of FIG. 8; and
TIG, 11 is a schematic cross sectional view through a
‘column separstor which can 25 be used in the module of
FIG. §
FIG. 12 is a schematic cross sectional view through
process module using dual power drive modules accordingly
to the present invention
DETAILED DESCRIPTION OF THE
PREFERRED EMBODIMENTS
FIG. 1 shows 8 conventional subsea production approach
in which a relatively stationary produetion installation 10 is
provided on the surface inthe sea Hl. The installation 10 is
‘connected tothe seabed 12 by means of tes 13 to anehor it
in positon. A series of Bow risers connect the instalation 10
to a riser base 14, Pipelines are provided forthe flow of gas
18 for reinjection, water 16 for the injection, a test ow line
17 and a prodnetion line 18 forthe supply ofthe produced
product from the wells lo the surface installation.
‘On the seabed 12, a number of typical field wells 19, 20,
‘and 21 have boon installed. For example, well 19 is 4 805
injection well and well 20 is a water injection well. Fach of
these ae used to reinject gas and water respectively sepa
rated out om the surface installation 1.
Gas injection well 19 is connected to a gas injetion line
22, the water injection wells connected to.a water injection
fine 23 and a typical gas lifted production well 21 is
‘connected to a proicton fine 24 and toa gas lift line 25,
‘The two sets of ow lines 15, 16, 17, 18 and 22, 23,24, 25,
are connected respectively via a manifold 26 located on a
template 28 positioned on the seabed 12,
‘Although not shown in FIG. 1, a plurality of production
‘wells 21, water injection wells 20nd gas injection wells 19,
‘woul be connected via a single manifold 26, Accordingly,
the pipelines 18, 16 and 18, and the corresposding portions
running from the riser base 14 tothe installation 10, need
be siunificantly lager than those running from the manifold
o
10
to the individual wells, As all the wells are individually
choked and connected io the manifold where they are
selectively valved and connected to the respective common
Pipeline, ths is known as a macro fild system.
Tn FIG. 2, a subsea three phase separation system is shown
in which a multiphase separator 27 is provided between
‘manifold 26 andthe flow ine 18. The remaining features are
similar to those in the system of FIG. 1 and like reference
‘numerals ate used. The manifold 26 and the separator 27 are
‘mounted on a template 28 through which a number of the
flow fines pass, such thatthe manifold and the separator ca
be ireated as separate modules which ean be replaced
‘without he need for replacing the entire subsea structure, An
electri power supply 31 is provided to drive the multiphase
pump 32 and water pumps 33 as roquited.
a this example, the separator isa simple gravity separa
tor, although more complex separators could be vied.
‘A choke 29 is provided between the output from the
production well 21 and the inlet w the manifold 26 so that
the Now through the manifolds atthe lowest common field
pressure from the various production wells in the field. The
choke 29 reduces the pressure where necessary and this
leads to a loss of power in the low and therefore a lass of
energy. This energy cannot be recovered. Chokes $4 and $8
fare also provided on the gas injection wells 19 and on the
ater injection wells 20 respectively. Again the pressures in
the gas injection pipeline 22 and the water injection pipeline
are sulliciently high to meet the needs of all the wells
tonnected t0 it. choke 56 is also provided on the gas lift
Tine 25 othe gas lifted produetion well 21, Again, for some
wells, the supply pressure is above the requirement whichis
lost afer itis choked down, This follows the macro field
approach,
FIG. 3 is directed o a production system which utilises a
preferred subsea process assembly according tothe present
Jnvention. Like reference mumerals have been used for
ccommon features between the present invention and the
embodiments described in FIGS. 1 and 2
"The subsea process mocile 30 isa self contained, stand
‘alone unit that can be positioned at a point between the
‘pat of a well and the export ol line 18. Several prod
tion wells 21 can supply the same process mole 30 bi
cach well 21 is preferably provided with ts own individval
racess module 30, This individual well system could be
falled the micro Held approach
As canbe seen from FIG. 4, each template 28 may include
1 plurality of process modules 30 connected to individual
production wells 21, A single gas injection well 19 and a
Single water injection well 20 can he used for more than one
production well 21. Individual templates 28 can be con-
fected together such that they supply a single pipeline
bundle to the surfave and possibly a set of flow fines for
individual template low communication,
FIGS, § and 6 show the schematic layout of one of the
process modules 30.As ean be seen in FIG. 8, the individual
Subsea process module 30 is hased on a two-part module
‘configuration tht connects to the necessary pipe armnge-
‘meats inthe template 28. In this way, the process modules
‘0 can be disconnected fom the template 28, for example to
replace if worn, corroded. or damaged” or for cleaning,
‘without the need to move al ofthe subsea structures to the
surface. Basic ROV (Remote Operated Vehicle) or diver
‘manna, isolation valves are in the piping mat ofthe template
28 to allow prime isolation with the Now Fines. The loseer
part of the process module 30 consists af the static equip:
‘ent for separation and the interconnecting pipework, f=
ing fil closed isolation valves. All the active componen
US 7,152,682 B2
u
‘and moving machinery will be housed in mini modules to
allow simple replacement from a service vessel. Within the
‘mini modules, individual units will also be reievable 10
‘enable simple replacement. The basie configuration consists
‘ofa set of mini modules as follows: a solids removal module
38, a well flow hydraulic power drive unit 37, a drive fluid
hydraulic power drive unit 36, a series of pumps 39, 40,41
for pumping the individual separated phases and a solids
slurry pomp 42. contol process module 43, shown in FIG.
6. is provided to control the active operation ofthe subsea
process module 30, The contol module 43 receives infor
‘mation from the surface so that it can manage independently
the subsea process modules and he treo which the madule
‘dO isconnected. A water injection hydraulic power dive unit
6 s provided to obiain energy from a water injection supply
53. These units 38, 36, 37. 39; 40.41, 42 and 43 can be
‘lasso a6 mink modules
The solids removal module 38 takes in the multiphase
flow at the wellhead pressure so that solids, in particular
sand, ean be removed prior to separation of the multiphase
production low. The solids removal module 35 takes in the
wellhead pressure multiphase flow through pipeline 24
“The subsea process module 30 is mounted abowe a piping
‘mat 48 in which the, main gas, oil and water pipelines are
supported within the template 28. The process module
‘consists ofa base module 46 az the mini modules, The base
module 46 is provided with a number of connection points
Jor connection tothe respective water $0, oil SL, gas 82 and
ive fhid 83 pipelines in the piping mat 48. When the drive
fluid is seawater, it s important to keep the drive fui line
53 separate fm the waterline $0 to prevent the ereation of
undesirable salts, However, should the drive fhuid. be
recycled water from line 50, tis permitted forthe to lines
to be mixed
‘he individual mini modules 38, 36,37, 39, 40,41 and 42
‘are located above the base module 46, and in. Mud connec
tion therowith, for easy removal incase of damage or service
requirements
"As can be seen from FIG. 6, the multiphase inlet line 24
feeds into the solids remaval module 38 and from there on
to the well stream hydraulic power drive unit 37. The well
stream hydraulic power deive unit 37 is connected to the
ulti stage separator 38 and also to the hydraulic power
system 47 which leeds, for example, single gas 39, oil 0
‘and water 41 pumps. The mulisage separator system 38 has
thro separate outlet feeds 48, 49 and 80 which connect 10
the gas, ol and water pumps respectively. water hydraulic
power drive nit 36 s also connected tothe hydraulic poser
system 47 for supplying complementary power t the ind
Vidal pumps and i fed by the water drive Tine 83 and has
fn outlet through the water injection line 50 which aso
receives an input from the water pump 41. A contol process
module 43, which may receive instructions from a surfce
installation or maybe pre-programmed, is provided to con-
tro the subsea process module 30, Not shown isthe chemi-
‘eal injection system for injecting chemicals at different
points inthe process module 30 for corrosion inhibitor anti
oaming, hydrate reducer, wax inhibiter or retin reducer
The solids removal moviole 38 shown in FIG. 7 is a
retrievable module consisting of a passive vertical housing
60 with a well flow control choke 70-dovn stream of the
solids removal process and a small solids choke 62. The
housing has generally vertical, cylindrical ses with the
ower part tapering down into a conical par 63 having @
single exit 64 for the solids. The multiphase flow enters the
howsing 60 tangentially st the upper end 68 of the housing,
a a distance below the upper surface 66 of the housing
o
12
The multiphase flow line 67 exits the top ofthe housing
60 substantially along the exis ofthe housing 60. The end 68
ofthe flow line 67 inthe housing 60 is below the entry point
{65 of the tangential flow, but above the top of the tapersd
‘conical section 63 and is provided with a vortex breaker 79.
‘Malkphase flow tangentially enters a gas zone 69 at high
speed atthe top ofthe housing where centrifugal separation
‘occurs. This forces the solids to the outer portion of the
‘housing 60 ad. asthe velocity drops the solids move dawa
towards the solids exit line 64, A solisiiguid sensor (not
shown) allows a controlled escape of solids in a liguid
Solution ina shuy ratio nto and through the solids choke 62
predetermined at least at a minimum so as 10 prevent a
blockage.
‘The multiphase flow Hine 67 is provided with a choke 70
and, 10 maximise the energy from the well stream, itis
preferable that this choke is filly open but i utilised on tart
up, elose down and to contr a peak flow prior o entering
the well steam power drive unit 37,
‘The fhid power drive units 36, 37 as shown in FIG. 5
consists of isolation valves 71, a means of converting the
energy of the fluid into mechanical power 72 which could be
in a hydraulic power drive unit, to create a high pressure
hydraulic drive lid supply and a How contro! mechan
(Choke) 73, 74, respectively. The objective of the well
steam power drive unit 37 is to maximize the available
‘energy i the uid stream and to cause «pressure drop to the
required separator operating pressure. When this isthe case,
the choke 74s fully open but at certain periods where
Timited amount of power is required, the choke will be
required to control the How partially.
In the well stream power drive unit 37, the fow through
the unit mast mest filly the maximum throwgh-put of the
process systems, To achieve this, a by-pass path 78 is
Provided with a valve 76 and choke 77 which will be
‘operated in elose conjuction with the other functions in the
power drive,
‘The fluid poser drive unit 36 provides any additional
power to the process module and the Aovr of fuid trough
the drive unit ean be controlled by its choke 73
‘In FIGS. 7 to 12 the gas liquid phase divider 80 is
provided with a vortex mantel 89 and a voriex breaker 79.
‘The column separator 82 is provided witha vortex ring 83
‘nd a number of vortex plates or shrouds 84 (funnels 122,
126, 131 in FIG. 11). The purpose of each ofthese items is
to prevent coning occurring ora vortex from being formes
This oceurs when a fluid has separated into two clear phases,
either into different layers in a “standing” or plug flow
environment or into eylindrical or conical boundries in @
‘lating environment. In this ease, there is tendency when
‘one phase is drawn off for a low pressure are to be esate
As this pressure differential inereases, the houndary layer
between the two phases is drawn down oF up and a break
‘through is likely to occur and such an occurrence i unde-
sirable
In FIG. &, one example of a multistage separator can be
seen and, in this embodiment, itis a the stage separator
having a first stage comprising a gas/iguid phase divider 80
second stage comprising toroidal separator 81 and a third
stage comprising a column separator 82, all of which can
‘maximise the Hlow rate and meet the burst and collapse
pressure requirements
All three stages have the ability to remove resid solids,
As can be seen in FIG. 9, the gasligquid divider 80 is also
arerievable mode fod by a passive vertical housing 8S
having a Wet gos exit line 86, coaxial with the housing and
US 7,152,682 B2
13
‘a the upper end thereof, and bottom central multiphase
liguid line 87, surrounded by a lower outer annulus solids
exit 38,
‘The multiphase input flow enters the housing 80 at 2
tangential entry por 92 from the solids removal module 38.
‘As with the solids removal module 38, the multiphase
‘entry port is below the top of the housing, but above the
bottom of the top exit fine, thereby allowing a gas void or
‘cap 93 to form around the parallel wall section (vortex
‘mantel) 89. This configuration encourages liquid contifugal
‘ction on the wall and, therefor, further gas separation,
One form of toroidal separator is shown in FIG. 10 and
it is divided into three interlinking sress, an upper gas
section 100, a central multiphase liquid section 101 and @
lower water section 102,
‘We gos from the top of the gas/liguid divider 80 enters the
bottom portion ofthe gas forbidal 103 and travels upwards
through the gas section 100 to a gas outlet pipe 104. The
Tiguid within the wet pas i foreed onto the outer wall and
collects. t certain points inthe outer wall, liquid taps 105,
‘and comesponding piping 106 are provided such dit any
Tiquid flows down to the central section 101
‘The multiphase liquid with entrapped gas from the bottom.
‘ofthe gasliguid device 80 enters through Mow Tine 113 into
the central section 101. The large bore toroidal 107 allows
partial separation of the multiphase How into standing
Iayers. The remaining gas comes out of solution, forming &
Void on the inside top area of the bore 107. vent line 108
from this region allows the gas to be forced up to combine
with the wet gas in 103,
‘As the liguid spirals dow and through the central section
101, the oi forms in the top inside bore area and the water
in the lower outside bore area. Exit lines 110 are provided
from the top inside area ofthe bore to allow ol to escape to
‘common lise IM which feeds the thnd stage separator 82,
"AL the lower end of the Toroidal separator, a solids
removal pipe or pipes 113 are provided to remove any
‘additional solids which has entered the toroidal separator.
“The lower end of the toroidal separtor should now
‘contain water which can be directly piped off along a water
Pipe line 112
FIG, 11 shows the use of cohumn separator 82 as the third
stage of the separation process.
‘The use of a column separator isto remove any residual
‘entrapped gas or water from the ol. A vertical housing 120
js provided into which the il line 121 from the second stage
(lomidal) separator enters the housing. tangentially just
below the gasol level, thereby eausing a centrifugal flow on
the wall ofthe housing,
“This encoumges any remaining gas to collet inthe centre
‘and this removed from the ol through a vertical yas axial
funnel 122, which then redirects the gas centrifugally into
the gas void 123 to the upper wall 124 of the housing such
thatthe gas exits through gas ine 128 and joins the main gas
‘outlet line 104 feom the second stage separator
Te combined gas flow now flows through a demister unit
183.0 remove any condensate. The condensate is drained off
Jno the liquid section ofthe toroidal separator bore 107,
“The liquid in the housing 120 rotates centrifugally in the
‘central section to allow water droplets tobe driven out ofthe
cil towards the wall of the housing. The oil collects under 3
‘downwardly facing funnel 126 which funnels any remaining
trapped gas up ito the gs void below the gas axial funnel
in.
“The oil under the Funnel 126 is forced to move centifir-
ally into the centre ofthe housing, thereby providing final
0
o
14
separation before exiting the separator through the cil line
128, the upper end 129 of whic is located just beneath the
sunset 126.
Water 130 collects heneath the oil zone and another
downwardly facing funnel 131 is provided such that any
small oil droplets which ae in the Water 130 are guided up
into the oil zone. The water exits the lower end of the
housing 120 through a central annular opening 132 whieh
surrounds the oil line 128. A further annular opening sur
rounds the water outlet 132 so that any aldtional solids ea
be taken away: The ext from the water fine 132 feds into
the waterline 112 from the second stage separator. Two Tevel
sensors 140 and 180 are provided to aid contol othe subsea
process modules 30 in order that acceptable levels of the
individual phase of gas, oil and water can be achieved
throughout the process module 30, The level sensors 140,
180 cifer a simple dual level sensing method, as the indi-
vidual vertical measuring tubes 140, 180 have ther top end
connected 1 the exiting gas line, elear ofthe separator. The
tubes are fe from the respective ol and water exit ines 112,
128 such that sample Fiquids are captured via feed lines 141
and 151
‘The oil tube feed line 141 tangentially enters the ube 140
‘below the low/low design level and exits tthe bottom ofthe
‘ube 140 using a retum line 142 into the oil ext line 128,
using a venturi discharge 143, This therefore ensures
‘uniform centrifugal fow down through the tube 140 10
prevent any droplets of water collecting ax these would
affect the density of the oil column.
For dual monitoring, iti proposed that a foat 144 on 2
tnuvel sensor 148 will register the gasoil level 180. This will
aive a continuous read out of the particular level. To back
{his up its proposed tht high/high 146, high 147, low 148
‘and lowilow 149 fixed sensors arc provided. This will
provide across reference check on the float reading.
‘A similar tube 150 is provided forthe water feed except
that the feed pipe 181 enters the tube 150 tangentially atthe
lower end and exits through a exit Hine 152, the upper end of
‘whieh is positioned above the entry point to ensue that any
oil is removed by a vortex setion resting ina pure water
column, This measures the gas/water level 182 from whieh
the oilivater level I81 can be evaluated
‘The approach described covers multiphase inlet low
Whiet is predominately guid with a high proportion of
water. Fora system witha high gas content, itis preferable
to move the gas liquid divider upstream of the wel stream
hydraulic power drive module and instead have a separate
flow-stream power drive module to handle the gas and
nother forthe liguid. This ie to improve the effcieney to
‘obtain power from the well steam de tothe different and
conllicting operating parameters between gas and liquids
Such a system is shown ia FIG, 12 with the multiphase fvid
{om the solids removal module 38 Rowing into @gaslignid
vider 80, The gas trom the gasTiquid divider 80 flows into
‘gas hydraulic power deive module 200 and the oil Rows
into a liquid hydraulic power drive module 201, The exits
rom gas and Tiguid hydraulic power drive modules now
‘orm the inlets to the second stage separator as por 109 and
106 respectively.
“The invention claimed is
1A subse process assembly for separating a multiphase
flow, the assembly comprising:
an inet for dhe multiphase flow;
a pressure reducing means for ecg the pressure ofthe
multiphase flow from the inlet and ereating a source of
cenersy:
US 7,152,682 B2
15
Itiphase separator for separating the multiphase flow
into individual phases;
‘4 pumping system for in use, pumping at least one ofthe
‘desired individual phases to a delivery point, and
‘power supply’system that uses the source af enerzy fom. s
the pressure reducing means to selectively supply
power to the pumping system
2.'A subsea process assembly according 10 claim 1
‘wherein the pressure reducing means is one of 2 hydraulic
power device, electric power drive and a flow controller
3.Asubsea process assembly according to claim 1, further
‘comprising a control process module for controlling the
pressure redueing means and the pumping system,
4.4 subsea process assembly according to claim 1
‘wherein the power supply system comprises a power drive
‘unit that generates hydraulic power from an external energy
'S. A subsea process assembly according to claim 4
wherein the externa energy source is either inthe form of
‘uid or cletrcal ener.
6. A stibsen process assembly according to claim §,
wherein the power drive unit is driven hy a fluid that
provides energy in the form of liquid or gas
7. 4 subsea process assembly acconiing 10 claim 6,
‘wherein the source of energy is achieved by creating 3
pressure differential in the multiphase flow between the ilet
and the multiphase separator.
8, A subsea process assembly according to elaim 1, further
‘comprising drive fii inlet, the drive fuid being pumped
to the module from an extemal point
9. subsea process assembly according to claim
wherein the pressure reducing means further comprises
rans for creating a pressure differential in the drive fs
‘and thereby creating a further source of energy
10. A subsea process assembly according to claim
wherein the drive Mid is water from s water injection
supply.
ILA subsea process assembly according to claim 1,
‘wherein the pressure of the multiphase flaw is reduced 10
below 25 atmospheres.
12. A subsea process assembly according to claim 1
‘wherein the multistage separator can be formed by at least
‘one ofthe following: a centrifugal container, a vortex tube,
4 cyclone, helix container or auger, a gravity vertieal oF
horizontal nk, a silo, a conductor pile housing, toroidal
ring, a toroidal spiral combination or a spiral
TBA subsea process assembly according to claim 1
‘wherein the separating process can separate the multiphase
Aid into at Teast tWo of the following: a solids shir, gas,
oil and water.
14, A subsea process assembly according to claim 1
further compesing an individual pump for each phase
0
16
15, A subsea process assembly according 10 claim 14,
‘wherein the individual phase pumps are driven by the energy
created in the assembly.
16, A subsea process assembly according to claim 1
further comprising of a solids removal unit for removing a
solids slurry prior to separation,
17. A subsea process assembly according to claim 1
further comprising a means for, in use, injecting exhaust
water into a wel
18, A subsea process assembly. according t lim 1,
‘further comprising a template, 2 piping mat and a retrievable
subsea process module.
19, A subsea process assembly according to claim 18,
‘wherein the retrievable subsea process module comprises
retrievable base module and retrievable mini modules.
20. A subsea hydrocarbon recovery system comprising:
a subsea well for supplying a multiphase fow comprising
's hydrocarbon:
a subsea process assembly comprising
‘an inlet for the multiphase flow:
‘a pressure reducing meuns for reducing the pressure of |
the multiphase flow from the inlet and creating a
source of energy:
‘8 muliphase separitor for separating the multiphase
flow into individual phases, and
‘8 pumping system for, in use, pumping atleast one of |
the desired individual phases 10 a delivery point,
‘wherein the inlet tothe assembly is in id comma
nication withthe well;
1 power supply system that uses the source of enerpy
om the presture reducing means to selectively
supply power tothe pumping system: and
a delivery point for reeeiving the recovered hydrocar-
Tbon(s) from the subsea process assembly,
21. A subsea hydrocarbon recovery system according to
claim 20, further comprising a well into whieh, surplus
products of the separation ean be reinjested
22. A subsea hydrocarbon recovery system according to
claim 20, further comprising a plurality of subsea wells
‘ach having an associated subsea process module which
supplies the recovered hyerocarbon(s) tothe same delivery
point
23. A subsea hydrocarbon recovery system acconding 10
claim 20, wherein the delivery point is one of pipeline for
removing the product flour the field, «wate injection well,
4 gas injection well ar @ producing wel to achieve artificial
ik
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- SZAZ2%: Itz ZiiDocument4 pagesSZAZ2%: Itz ZiiVyacheslavNo ratings yet
- G: Evvvvv: OfessiaDocument5 pagesG: Evvvvv: OfessiaVyacheslavNo ratings yet
- O/ie/7 Covaz: Nov. 4, 1941. O. H. Cottingham 2,261,231Document5 pagesO/ie/7 Covaz: Nov. 4, 1941. O. H. Cottingham 2,261,231VyacheslavNo ratings yet
- United States Patent: (45) Date of Patent: Mar - 3, 2020Document15 pagesUnited States Patent: (45) Date of Patent: Mar - 3, 2020VyacheslavNo ratings yet
- G. E. V.On Hoff Mann.: Patented Nov, 8, 1921Document2 pagesG. E. V.On Hoff Mann.: Patented Nov, 8, 1921VyacheslavNo ratings yet
- 1,138,232. Patented May 4, 1915,: 0, J, McgannDocument3 pages1,138,232. Patented May 4, 1915,: 0, J, McgannVyacheslavNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2003/0172488 A1Document7 pagesPatent Application Publication (10) Pub. No.: US 2003/0172488 A1VyacheslavNo ratings yet
- 3.22. RT by His Diarney: Kitnessgs. Inv JitorDocument3 pages3.22. RT by His Diarney: Kitnessgs. Inv JitorVyacheslavNo ratings yet
- No. 530,707. Patented Deo. 11, 1894.: Ce (E2A Aste) - 22Document3 pagesNo. 530,707. Patented Deo. 11, 1894.: Ce (E2A Aste) - 22VyacheslavNo ratings yet
- HPW Oversiktsbrosjyre M. PT-logoDocument1 pageHPW Oversiktsbrosjyre M. PT-logoVyacheslavNo ratings yet
- No. 303,845. Patented Aug. 19, 1884.: C. W. HarrisDocument4 pagesNo. 303,845. Patented Aug. 19, 1884.: C. W. HarrisVyacheslavNo ratings yet
- 70? 3/2869. Azézéz Z24, /360.: Over %y VaultDocument2 pages70? 3/2869. Azézéz Z24, /360.: Over %y VaultVyacheslavNo ratings yet
- Us 20100329892Document14 pagesUs 20100329892VyacheslavNo ratings yet