
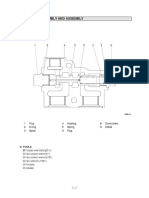
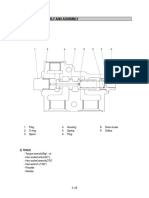
Group 4 Disassembly and Assembly: 1. Priority Valve
Group 4 Disassembly and Assembly: 1. Priority Valve
You might also like
- Real Construction Deluxe StepByStep I-S 02 R4Document14 pagesReal Construction Deluxe StepByStep I-S 02 R4polatinaNo ratings yet
- Sincronizacion de Motores Ssangyong d20dt d27dtDocument4 pagesSincronizacion de Motores Ssangyong d20dt d27dtMynor Witt100% (5)
- VOLVO EC160B NLC EC160BNLC EXCAVATOR Service Repair Manual PDFDocument19 pagesVOLVO EC160B NLC EC160BNLC EXCAVATOR Service Repair Manual PDFfjjsjekdmmeNo ratings yet
- Diagnosis and Troubleshooting Bookzz Org James D HaldermanDocument20 pagesDiagnosis and Troubleshooting Bookzz Org James D Haldermanlouise100% (55)
- HL740 (TM) - 7 5-4Document43 pagesHL740 (TM) - 7 5-4REMZONANo ratings yet
- Group 4 Disassembly and Assembly: 1. Priority ValveDocument38 pagesGroup 4 Disassembly and Assembly: 1. Priority ValveREMZONANo ratings yet
- B2-01 Booster Gun: Instruction ManualDocument2 pagesB2-01 Booster Gun: Instruction ManualJod RichNo ratings yet
- Front Strut: A: RemovalDocument4 pagesFront Strut: A: RemovalmiguelNo ratings yet
- Group 9 Boom, Arm and Bucket Cylinder (Up To #1621)Document34 pagesGroup 9 Boom, Arm and Bucket Cylinder (Up To #1621)ANDREI26No ratings yet
- Group 4 Main Control Valve: 1. Removal and InstallDocument14 pagesGroup 4 Main Control Valve: 1. Removal and InstallDavidNo ratings yet
- Group 4 Main Control Valve (#1177 and Up) : 1. Removal and Install of MotorDocument10 pagesGroup 4 Main Control Valve (#1177 and Up) : 1. Removal and Install of MotorANDREI26No ratings yet
- Group 9 Boom, Arm and Bucket CylinderDocument17 pagesGroup 9 Boom, Arm and Bucket CylinderHậu MinhNo ratings yet
- Group 9 Boom, Arm and Bucket CylinderDocument17 pagesGroup 9 Boom, Arm and Bucket CylinderHậu MinhNo ratings yet
- Group 10 Undercarriage: 1. Track LinkDocument12 pagesGroup 10 Undercarriage: 1. Track LinkDavidNo ratings yet
- Manual de Peças - HonDocument402 pagesManual de Peças - HonRUBSONMOTA100% (1)
- Armando y DesarmadoDocument12 pagesArmando y Desarmadolevinton jose tobias genesNo ratings yet
- Sincronizacion de Motores Ssangyong d20dt d27dt PDFDocument4 pagesSincronizacion de Motores Ssangyong d20dt d27dt PDFMynor WittNo ratings yet
- Montacarga Eléctrico 25bt HyundaiDocument23 pagesMontacarga Eléctrico 25bt HyundaimichaelshelterNo ratings yet
- 7. اذرعت التحكم (العصيان)Document14 pages7. اذرعت التحكم (العصيان)المهندسوليدالطويلNo ratings yet
- Group 10 UndercarriageDocument12 pagesGroup 10 Undercarriagedeniden2013No ratings yet
- ST 6Document2 pagesST 6Mega VentasNo ratings yet
- Excavadora HiundayDocument12 pagesExcavadora HiundayHenry HuayhuaNo ratings yet
- 66 TSF Series Service InstructionsDocument4 pages66 TSF Series Service InstructionsCodinsa SAS Ingeniero MantenimientoNo ratings yet
- MSA5TCD97L3692Document3 pagesMSA5TCD97L3692Mudflap CalizayaNo ratings yet
- 10. جنازير ورولاتDocument12 pages10. جنازير ورولاتالمهندسوليدالطويلNo ratings yet
- Chapter 2 Cooling System: 1. SpecificationsDocument6 pagesChapter 2 Cooling System: 1. SpecificationsMaz Ariez EkaNo ratings yet
- 2 - 4 CX50DX50 TrainingDocument43 pages2 - 4 CX50DX50 TrainingSina ShirdelNo ratings yet
- R210LC-7 8-5Document40 pagesR210LC-7 8-5Krystian PalaciosNo ratings yet
- Phe 16 RLDocument6 pagesPhe 16 RLMmm KNo ratings yet
- Magnesium lw100 SeriesDocument26 pagesMagnesium lw100 Seriesjesseray1327No ratings yet
- Magpower B25 B50 BrakesDocument4 pagesMagpower B25 B50 BrakesJuan CaceresNo ratings yet
- G Group 3 Pump Device: 1. Removal and InstallDocument24 pagesG Group 3 Pump Device: 1. Removal and InstallTaha RdmanNo ratings yet
- Removal: (A) (B) (B) LockDocument4 pagesRemoval: (A) (B) (B) Lockjoe nathanNo ratings yet
- 376000Document6 pages376000Abbode HoraniNo ratings yet
- Orbitrol Repairing 2Document25 pagesOrbitrol Repairing 2Islam ShoukryNo ratings yet
- Removing Fuel System..................... 8-2Document14 pagesRemoving Fuel System..................... 8-2Pepe AlNo ratings yet
- Contents:: Choke Valve Installation & Maintenance ManualDocument10 pagesContents:: Choke Valve Installation & Maintenance Manualimam susantoNo ratings yet
- 01 4G64S4M & 4G69S4N Engine-2Document38 pages01 4G64S4M & 4G69S4N Engine-2vitor santosNo ratings yet
- G Group 5 Swing Device: 1. Removal and Install of MotorDocument21 pagesG Group 5 Swing Device: 1. Removal and Install of MotorrodineiNo ratings yet
- Group 13 Boom, Arm, Bucket and Dozer CylinderDocument21 pagesGroup 13 Boom, Arm, Bucket and Dozer CylinderHậu MinhNo ratings yet
- VOLVO EC235C NL EC235CNL EXCAVATOR Service Repair Manual PDFDocument21 pagesVOLVO EC235C NL EC235CNL EXCAVATOR Service Repair Manual PDFfjjsjekdmmeNo ratings yet
- Auxiliary Valve Kit For NEW HOLLAND NEW MODEL HARRITAGE 3600 3230 3037 4710 1Document2 pagesAuxiliary Valve Kit For NEW HOLLAND NEW MODEL HARRITAGE 3600 3230 3037 4710 1Manoj YadavNo ratings yet
- 7-9 Arme y Desarme CilindrosDocument19 pages7-9 Arme y Desarme Cilindroslevinton jose tobias genesNo ratings yet
- 4.5 Bottom RollersDocument2 pages4.5 Bottom RollersJhonny ManjarrezNo ratings yet
- AOP Series D Trunnion 5000 WP Ball Valve: Installation, Operation and Maintenance ManualDocument18 pagesAOP Series D Trunnion 5000 WP Ball Valve: Installation, Operation and Maintenance ManualDennys SandriniNo ratings yet
- Double Barrel Service Instructions V2.0 2Document22 pagesDouble Barrel Service Instructions V2.0 2Kleber GarciaNo ratings yet
- Kelly - DE EN - 905 518 1Document18 pagesKelly - DE EN - 905 518 1JORGE BARRERA100% (2)
- MSA5TCD96L6082Document3 pagesMSA5TCD96L6082ivanmontenegro2307No ratings yet
- Group 3 Pump Device: 1. Removal and InstallDocument22 pagesGroup 3 Pump Device: 1. Removal and InstallSergey MovchanNo ratings yet
- Replacing Car Door MotorDocument12 pagesReplacing Car Door MotorSam CookNo ratings yet
- Assembling The Power Unit: CrankcaseDocument1 pageAssembling The Power Unit: CrankcasePHUONG NGUYEN100% (1)
- VIP Gold - Sterling 2Document62 pagesVIP Gold - Sterling 2leandrosilva2005No ratings yet
- VOLVO EC235C LD EC235CLD EXCAVATOR Service Repair Manual PDFDocument18 pagesVOLVO EC235C LD EC235CLD EXCAVATOR Service Repair Manual PDFfjjsjekdmmeNo ratings yet
- Group 4 Disassembly and AssemblyDocument30 pagesGroup 4 Disassembly and Assemblymãi bên emNo ratings yet
- Toyota LC HZJ78 02 CL ClutchDocument4 pagesToyota LC HZJ78 02 CL Clutchyannis.spinnerNo ratings yet
- Group 13 Boom, Arm, Bucket and Dozer CylinderDocument21 pagesGroup 13 Boom, Arm, Bucket and Dozer CylinderChristian VicenteNo ratings yet
- Colloids and Interfaces with Surfactants and Polymers: An IntroductionFrom EverandColloids and Interfaces with Surfactants and Polymers: An IntroductionNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- HL740 6-3Document16 pagesHL740 6-3REMZONANo ratings yet
- HL740 6-4Document23 pagesHL740 6-4REMZONANo ratings yet
- Group 2 Operational Checks and TroubleshootingDocument11 pagesGroup 2 Operational Checks and TroubleshootingREMZONANo ratings yet
- HL740 6-1Document41 pagesHL740 6-1REMZONANo ratings yet
- Section 5 Steering System: Group 1 Structure and FunctionDocument14 pagesSection 5 Steering System: Group 1 Structure and FunctionREMZONANo ratings yet
- Group 2 Operational Checks and TroubleshootingDocument7 pagesGroup 2 Operational Checks and TroubleshootingREMZONANo ratings yet
- Group 3 Tests and Adjustments: 1. Hydraulic Oil Clean Up Procedure Using Portable Filter CaddyDocument7 pagesGroup 3 Tests and Adjustments: 1. Hydraulic Oil Clean Up Procedure Using Portable Filter CaddyREMZONA0% (1)
- Group 4 Disassembly and Assembly: 1. BRAKE PUMP ( #0052)Document21 pagesGroup 4 Disassembly and Assembly: 1. BRAKE PUMP ( #0052)REMZONANo ratings yet
- Group 6 Troubleshooting: 1. When Starting Switch Is Turned On, Cluster Lamp Does Not Light UpDocument18 pagesGroup 6 Troubleshooting: 1. When Starting Switch Is Turned On, Cluster Lamp Does Not Light UpREMZONANo ratings yet
- Group 3 Tests and Adjustments: 1. Clutch Cut-Off Pressure Switch TestDocument4 pagesGroup 3 Tests and Adjustments: 1. Clutch Cut-Off Pressure Switch TestREMZONANo ratings yet
- Section 4 Brake System: Group 1 Structure and FunctionDocument23 pagesSection 4 Brake System: Group 1 Structure and FunctionREMZONANo ratings yet
- Group 2 Operational Checks and TroubleshootingDocument8 pagesGroup 2 Operational Checks and TroubleshootingREMZONANo ratings yet
- Group 2 Operational Checks and TroubleshootingDocument12 pagesGroup 2 Operational Checks and TroubleshootingREMZONANo ratings yet
- Group 2 Operational Checks and TroubleshootingDocument7 pagesGroup 2 Operational Checks and TroubleshootingREMZONANo ratings yet
- HL740-3 3-1Document30 pagesHL740-3 3-1REMZONANo ratings yet
- Section 1 General: Group 1 Safety HintsDocument9 pagesSection 1 General: Group 1 Safety HintsREMZONANo ratings yet
- Group 2 Specification: 1. Major ComponentDocument12 pagesGroup 2 Specification: 1. Major ComponentREMZONANo ratings yet
- HL740 (TM) - 7 5-4Document43 pagesHL740 (TM) - 7 5-4REMZONANo ratings yet
- HL-740 (TM) 7-5Document17 pagesHL-740 (TM) 7-5REMZONANo ratings yet
- HL-740 (TM) 6-4Document22 pagesHL-740 (TM) 6-4REMZONANo ratings yet
- Section 5 Steering SystemDocument13 pagesSection 5 Steering SystemREMZONANo ratings yet
- Bahco Ratchet and Bits Screwdrivers-EnglishDocument4 pagesBahco Ratchet and Bits Screwdrivers-Englishsmk729No ratings yet
- Module 1 - G7Document12 pagesModule 1 - G7Lec AllirbelNo ratings yet
- 5 Tool CatalogueDocument46 pages5 Tool Cataloguetruong100% (3)
- Catalog Victorinox 2011Document58 pagesCatalog Victorinox 2011RamonaCruceruNo ratings yet
- 1061 090 002RDocument87 pages1061 090 002RvicmanNo ratings yet
- KHR 3HVAssemblyInstructions (En) 20091221Document77 pagesKHR 3HVAssemblyInstructions (En) 20091221Katherine Raven RussellNo ratings yet
- Instrucciones Eiflw55hiw0Document20 pagesInstrucciones Eiflw55hiw0HEDIXON CARDOZONo ratings yet
- Industrial Tools and Solutions PDFDocument113 pagesIndustrial Tools and Solutions PDFandresboy123100% (1)
- INST263 Sec1Document135 pagesINST263 Sec1DolyNo ratings yet
- User Manual ESA415J ESA418JDocument44 pagesUser Manual ESA415J ESA418JMakkiaveloNo ratings yet
- 2 Connector Technology Shelf SupportsDocument76 pages2 Connector Technology Shelf SupportsRanel P. JamarolinNo ratings yet
- SAF-HOLLAND-Conversion INTEGRALDocument22 pagesSAF-HOLLAND-Conversion INTEGRALBEHNAZ AHMADPOORNo ratings yet
- Sample DLP Electronics MajorDocument8 pagesSample DLP Electronics MajorChloe Ann Arias100% (2)
- Final demoLP-galingDocument7 pagesFinal demoLP-galingChabsNo ratings yet
- Da68-01845b 17 NW2-FDR Xac-En SVCDocument36 pagesDa68-01845b 17 NW2-FDR Xac-En SVCM mNo ratings yet
- What I Have Learned: Materials/ Equipment and Machine How To Clean? How To Transport?Document7 pagesWhat I Have Learned: Materials/ Equipment and Machine How To Clean? How To Transport?Precious ArniNo ratings yet
- Thermo Scientific Dionex Ic Pure Ultra Pure Water System: Service InstructionsDocument108 pagesThermo Scientific Dionex Ic Pure Ultra Pure Water System: Service InstructionsReactivos Para-AnalisisNo ratings yet
- Teacher Teaching Time: Lesson EXEMPLAR Teaching DateDocument9 pagesTeacher Teaching Time: Lesson EXEMPLAR Teaching DateAireen SiagaNo ratings yet
- Ur Met DomusDocument42 pagesUr Met DomusxyzNo ratings yet
- Power Point Shop Hand ToolsDocument22 pagesPower Point Shop Hand ToolsJean Jean OrogoNo ratings yet
- MGD Hand-Safety-PresentationDocument46 pagesMGD Hand-Safety-PresentationAndre Ant WilliamsNo ratings yet
- The Golden Homes Book of The Complete Home CarpenterDocument264 pagesThe Golden Homes Book of The Complete Home CarpenterAdriaan Stolk100% (3)
- Manual de Allegro ADocument10 pagesManual de Allegro ADomingo CarabajalNo ratings yet
- LPL7452 PDFDocument16 pagesLPL7452 PDFLucian Bran0% (1)
- Workshop and Spare Parts Manual IQ, IQM and IQML MK 2 Range Actuators Module 11A Comprehensive Spares Kit, 11B Basic Tool KitDocument1 pageWorkshop and Spare Parts Manual IQ, IQM and IQML MK 2 Range Actuators Module 11A Comprehensive Spares Kit, 11B Basic Tool KitOscar MorenoNo ratings yet
- LE2 LA2 Rotary SwitchesDocument22 pagesLE2 LA2 Rotary Switchesevangelion5010No ratings yet
- F116 1479757-1Document4 pagesF116 1479757-1Thaweekarn Changthong100% (1)
- Tool and EquipmentDocument108 pagesTool and EquipmentArmando MuñozNo ratings yet








































































































Download as pdf or txt
You might also like
- Real Construction Deluxe StepByStep I-S 02 R4Document14 pagesReal Construction Deluxe StepByStep I-S 02 R4polatinaNo ratings yet
- Sincronizacion de Motores Ssangyong d20dt d27dtDocument4 pagesSincronizacion de Motores Ssangyong d20dt d27dtMynor Witt100% (5)
- VOLVO EC160B NLC EC160BNLC EXCAVATOR Service Repair Manual PDFDocument19 pagesVOLVO EC160B NLC EC160BNLC EXCAVATOR Service Repair Manual PDFfjjsjekdmmeNo ratings yet
- Diagnosis and Troubleshooting Bookzz Org James D HaldermanDocument20 pagesDiagnosis and Troubleshooting Bookzz Org James D Haldermanlouise100% (55)
- HL740 (TM) - 7 5-4Document43 pagesHL740 (TM) - 7 5-4REMZONANo ratings yet
- Group 4 Disassembly and Assembly: 1. Priority ValveDocument38 pagesGroup 4 Disassembly and Assembly: 1. Priority ValveREMZONANo ratings yet
- B2-01 Booster Gun: Instruction ManualDocument2 pagesB2-01 Booster Gun: Instruction ManualJod RichNo ratings yet
- Front Strut: A: RemovalDocument4 pagesFront Strut: A: RemovalmiguelNo ratings yet
- Group 9 Boom, Arm and Bucket Cylinder (Up To #1621)Document34 pagesGroup 9 Boom, Arm and Bucket Cylinder (Up To #1621)ANDREI26No ratings yet
- Group 4 Main Control Valve: 1. Removal and InstallDocument14 pagesGroup 4 Main Control Valve: 1. Removal and InstallDavidNo ratings yet
- Group 4 Main Control Valve (#1177 and Up) : 1. Removal and Install of MotorDocument10 pagesGroup 4 Main Control Valve (#1177 and Up) : 1. Removal and Install of MotorANDREI26No ratings yet
- Group 9 Boom, Arm and Bucket CylinderDocument17 pagesGroup 9 Boom, Arm and Bucket CylinderHậu MinhNo ratings yet
- Group 9 Boom, Arm and Bucket CylinderDocument17 pagesGroup 9 Boom, Arm and Bucket CylinderHậu MinhNo ratings yet
- Group 10 Undercarriage: 1. Track LinkDocument12 pagesGroup 10 Undercarriage: 1. Track LinkDavidNo ratings yet
- Manual de Peças - HonDocument402 pagesManual de Peças - HonRUBSONMOTA100% (1)
- Armando y DesarmadoDocument12 pagesArmando y Desarmadolevinton jose tobias genesNo ratings yet
- Sincronizacion de Motores Ssangyong d20dt d27dt PDFDocument4 pagesSincronizacion de Motores Ssangyong d20dt d27dt PDFMynor WittNo ratings yet
- Montacarga Eléctrico 25bt HyundaiDocument23 pagesMontacarga Eléctrico 25bt HyundaimichaelshelterNo ratings yet
- 7. اذرعت التحكم (العصيان)Document14 pages7. اذرعت التحكم (العصيان)المهندسوليدالطويلNo ratings yet
- Group 10 UndercarriageDocument12 pagesGroup 10 Undercarriagedeniden2013No ratings yet
- ST 6Document2 pagesST 6Mega VentasNo ratings yet
- Excavadora HiundayDocument12 pagesExcavadora HiundayHenry HuayhuaNo ratings yet
- 66 TSF Series Service InstructionsDocument4 pages66 TSF Series Service InstructionsCodinsa SAS Ingeniero MantenimientoNo ratings yet
- MSA5TCD97L3692Document3 pagesMSA5TCD97L3692Mudflap CalizayaNo ratings yet
- 10. جنازير ورولاتDocument12 pages10. جنازير ورولاتالمهندسوليدالطويلNo ratings yet
- Chapter 2 Cooling System: 1. SpecificationsDocument6 pagesChapter 2 Cooling System: 1. SpecificationsMaz Ariez EkaNo ratings yet
- 2 - 4 CX50DX50 TrainingDocument43 pages2 - 4 CX50DX50 TrainingSina ShirdelNo ratings yet
- R210LC-7 8-5Document40 pagesR210LC-7 8-5Krystian PalaciosNo ratings yet
- Phe 16 RLDocument6 pagesPhe 16 RLMmm KNo ratings yet
- Magnesium lw100 SeriesDocument26 pagesMagnesium lw100 Seriesjesseray1327No ratings yet
- Magpower B25 B50 BrakesDocument4 pagesMagpower B25 B50 BrakesJuan CaceresNo ratings yet
- G Group 3 Pump Device: 1. Removal and InstallDocument24 pagesG Group 3 Pump Device: 1. Removal and InstallTaha RdmanNo ratings yet
- Removal: (A) (B) (B) LockDocument4 pagesRemoval: (A) (B) (B) Lockjoe nathanNo ratings yet
- 376000Document6 pages376000Abbode HoraniNo ratings yet
- Orbitrol Repairing 2Document25 pagesOrbitrol Repairing 2Islam ShoukryNo ratings yet
- Removing Fuel System..................... 8-2Document14 pagesRemoving Fuel System..................... 8-2Pepe AlNo ratings yet
- Contents:: Choke Valve Installation & Maintenance ManualDocument10 pagesContents:: Choke Valve Installation & Maintenance Manualimam susantoNo ratings yet
- 01 4G64S4M & 4G69S4N Engine-2Document38 pages01 4G64S4M & 4G69S4N Engine-2vitor santosNo ratings yet
- G Group 5 Swing Device: 1. Removal and Install of MotorDocument21 pagesG Group 5 Swing Device: 1. Removal and Install of MotorrodineiNo ratings yet
- Group 13 Boom, Arm, Bucket and Dozer CylinderDocument21 pagesGroup 13 Boom, Arm, Bucket and Dozer CylinderHậu MinhNo ratings yet
- VOLVO EC235C NL EC235CNL EXCAVATOR Service Repair Manual PDFDocument21 pagesVOLVO EC235C NL EC235CNL EXCAVATOR Service Repair Manual PDFfjjsjekdmmeNo ratings yet
- Auxiliary Valve Kit For NEW HOLLAND NEW MODEL HARRITAGE 3600 3230 3037 4710 1Document2 pagesAuxiliary Valve Kit For NEW HOLLAND NEW MODEL HARRITAGE 3600 3230 3037 4710 1Manoj YadavNo ratings yet
- 7-9 Arme y Desarme CilindrosDocument19 pages7-9 Arme y Desarme Cilindroslevinton jose tobias genesNo ratings yet
- 4.5 Bottom RollersDocument2 pages4.5 Bottom RollersJhonny ManjarrezNo ratings yet
- AOP Series D Trunnion 5000 WP Ball Valve: Installation, Operation and Maintenance ManualDocument18 pagesAOP Series D Trunnion 5000 WP Ball Valve: Installation, Operation and Maintenance ManualDennys SandriniNo ratings yet
- Double Barrel Service Instructions V2.0 2Document22 pagesDouble Barrel Service Instructions V2.0 2Kleber GarciaNo ratings yet
- Kelly - DE EN - 905 518 1Document18 pagesKelly - DE EN - 905 518 1JORGE BARRERA100% (2)
- MSA5TCD96L6082Document3 pagesMSA5TCD96L6082ivanmontenegro2307No ratings yet
- Group 3 Pump Device: 1. Removal and InstallDocument22 pagesGroup 3 Pump Device: 1. Removal and InstallSergey MovchanNo ratings yet
- Replacing Car Door MotorDocument12 pagesReplacing Car Door MotorSam CookNo ratings yet
- Assembling The Power Unit: CrankcaseDocument1 pageAssembling The Power Unit: CrankcasePHUONG NGUYEN100% (1)
- VIP Gold - Sterling 2Document62 pagesVIP Gold - Sterling 2leandrosilva2005No ratings yet
- VOLVO EC235C LD EC235CLD EXCAVATOR Service Repair Manual PDFDocument18 pagesVOLVO EC235C LD EC235CLD EXCAVATOR Service Repair Manual PDFfjjsjekdmmeNo ratings yet
- Group 4 Disassembly and AssemblyDocument30 pagesGroup 4 Disassembly and Assemblymãi bên emNo ratings yet
- Toyota LC HZJ78 02 CL ClutchDocument4 pagesToyota LC HZJ78 02 CL Clutchyannis.spinnerNo ratings yet
- Group 13 Boom, Arm, Bucket and Dozer CylinderDocument21 pagesGroup 13 Boom, Arm, Bucket and Dozer CylinderChristian VicenteNo ratings yet
- Colloids and Interfaces with Surfactants and Polymers: An IntroductionFrom EverandColloids and Interfaces with Surfactants and Polymers: An IntroductionNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- HL740 6-3Document16 pagesHL740 6-3REMZONANo ratings yet
- HL740 6-4Document23 pagesHL740 6-4REMZONANo ratings yet
- Group 2 Operational Checks and TroubleshootingDocument11 pagesGroup 2 Operational Checks and TroubleshootingREMZONANo ratings yet
- HL740 6-1Document41 pagesHL740 6-1REMZONANo ratings yet
- Section 5 Steering System: Group 1 Structure and FunctionDocument14 pagesSection 5 Steering System: Group 1 Structure and FunctionREMZONANo ratings yet
- Group 2 Operational Checks and TroubleshootingDocument7 pagesGroup 2 Operational Checks and TroubleshootingREMZONANo ratings yet
- Group 3 Tests and Adjustments: 1. Hydraulic Oil Clean Up Procedure Using Portable Filter CaddyDocument7 pagesGroup 3 Tests and Adjustments: 1. Hydraulic Oil Clean Up Procedure Using Portable Filter CaddyREMZONA0% (1)
- Group 4 Disassembly and Assembly: 1. BRAKE PUMP ( #0052)Document21 pagesGroup 4 Disassembly and Assembly: 1. BRAKE PUMP ( #0052)REMZONANo ratings yet
- Group 6 Troubleshooting: 1. When Starting Switch Is Turned On, Cluster Lamp Does Not Light UpDocument18 pagesGroup 6 Troubleshooting: 1. When Starting Switch Is Turned On, Cluster Lamp Does Not Light UpREMZONANo ratings yet
- Group 3 Tests and Adjustments: 1. Clutch Cut-Off Pressure Switch TestDocument4 pagesGroup 3 Tests and Adjustments: 1. Clutch Cut-Off Pressure Switch TestREMZONANo ratings yet
- Section 4 Brake System: Group 1 Structure and FunctionDocument23 pagesSection 4 Brake System: Group 1 Structure and FunctionREMZONANo ratings yet
- Group 2 Operational Checks and TroubleshootingDocument8 pagesGroup 2 Operational Checks and TroubleshootingREMZONANo ratings yet
- Group 2 Operational Checks and TroubleshootingDocument12 pagesGroup 2 Operational Checks and TroubleshootingREMZONANo ratings yet
- Group 2 Operational Checks and TroubleshootingDocument7 pagesGroup 2 Operational Checks and TroubleshootingREMZONANo ratings yet
- HL740-3 3-1Document30 pagesHL740-3 3-1REMZONANo ratings yet
- Section 1 General: Group 1 Safety HintsDocument9 pagesSection 1 General: Group 1 Safety HintsREMZONANo ratings yet
- Group 2 Specification: 1. Major ComponentDocument12 pagesGroup 2 Specification: 1. Major ComponentREMZONANo ratings yet
- HL740 (TM) - 7 5-4Document43 pagesHL740 (TM) - 7 5-4REMZONANo ratings yet
- HL-740 (TM) 7-5Document17 pagesHL-740 (TM) 7-5REMZONANo ratings yet
- HL-740 (TM) 6-4Document22 pagesHL-740 (TM) 6-4REMZONANo ratings yet
- Section 5 Steering SystemDocument13 pagesSection 5 Steering SystemREMZONANo ratings yet
- Bahco Ratchet and Bits Screwdrivers-EnglishDocument4 pagesBahco Ratchet and Bits Screwdrivers-Englishsmk729No ratings yet
- Module 1 - G7Document12 pagesModule 1 - G7Lec AllirbelNo ratings yet
- 5 Tool CatalogueDocument46 pages5 Tool Cataloguetruong100% (3)
- Catalog Victorinox 2011Document58 pagesCatalog Victorinox 2011RamonaCruceruNo ratings yet
- 1061 090 002RDocument87 pages1061 090 002RvicmanNo ratings yet
- KHR 3HVAssemblyInstructions (En) 20091221Document77 pagesKHR 3HVAssemblyInstructions (En) 20091221Katherine Raven RussellNo ratings yet
- Instrucciones Eiflw55hiw0Document20 pagesInstrucciones Eiflw55hiw0HEDIXON CARDOZONo ratings yet
- Industrial Tools and Solutions PDFDocument113 pagesIndustrial Tools and Solutions PDFandresboy123100% (1)
- INST263 Sec1Document135 pagesINST263 Sec1DolyNo ratings yet
- User Manual ESA415J ESA418JDocument44 pagesUser Manual ESA415J ESA418JMakkiaveloNo ratings yet
- 2 Connector Technology Shelf SupportsDocument76 pages2 Connector Technology Shelf SupportsRanel P. JamarolinNo ratings yet
- SAF-HOLLAND-Conversion INTEGRALDocument22 pagesSAF-HOLLAND-Conversion INTEGRALBEHNAZ AHMADPOORNo ratings yet
- Sample DLP Electronics MajorDocument8 pagesSample DLP Electronics MajorChloe Ann Arias100% (2)
- Final demoLP-galingDocument7 pagesFinal demoLP-galingChabsNo ratings yet
- Da68-01845b 17 NW2-FDR Xac-En SVCDocument36 pagesDa68-01845b 17 NW2-FDR Xac-En SVCM mNo ratings yet
- What I Have Learned: Materials/ Equipment and Machine How To Clean? How To Transport?Document7 pagesWhat I Have Learned: Materials/ Equipment and Machine How To Clean? How To Transport?Precious ArniNo ratings yet
- Thermo Scientific Dionex Ic Pure Ultra Pure Water System: Service InstructionsDocument108 pagesThermo Scientific Dionex Ic Pure Ultra Pure Water System: Service InstructionsReactivos Para-AnalisisNo ratings yet
- Teacher Teaching Time: Lesson EXEMPLAR Teaching DateDocument9 pagesTeacher Teaching Time: Lesson EXEMPLAR Teaching DateAireen SiagaNo ratings yet
- Ur Met DomusDocument42 pagesUr Met DomusxyzNo ratings yet
- Power Point Shop Hand ToolsDocument22 pagesPower Point Shop Hand ToolsJean Jean OrogoNo ratings yet
- MGD Hand-Safety-PresentationDocument46 pagesMGD Hand-Safety-PresentationAndre Ant WilliamsNo ratings yet
- The Golden Homes Book of The Complete Home CarpenterDocument264 pagesThe Golden Homes Book of The Complete Home CarpenterAdriaan Stolk100% (3)
- Manual de Allegro ADocument10 pagesManual de Allegro ADomingo CarabajalNo ratings yet
- LPL7452 PDFDocument16 pagesLPL7452 PDFLucian Bran0% (1)
- Workshop and Spare Parts Manual IQ, IQM and IQML MK 2 Range Actuators Module 11A Comprehensive Spares Kit, 11B Basic Tool KitDocument1 pageWorkshop and Spare Parts Manual IQ, IQM and IQML MK 2 Range Actuators Module 11A Comprehensive Spares Kit, 11B Basic Tool KitOscar MorenoNo ratings yet
- LE2 LA2 Rotary SwitchesDocument22 pagesLE2 LA2 Rotary Switchesevangelion5010No ratings yet
- F116 1479757-1Document4 pagesF116 1479757-1Thaweekarn Changthong100% (1)
- Tool and EquipmentDocument108 pagesTool and EquipmentArmando MuñozNo ratings yet