Download as txt, pdf, or txt
You might also like
- Cswip 3.2 MCQ-004Document5 pagesCswip 3.2 MCQ-004Moses_Jakkala80% (5)
- 2 Defects and DiscontinutiesDocument33 pages2 Defects and DiscontinutiesSandip GhimireNo ratings yet
- Me QSDocument8 pagesMe QSSaket MishraNo ratings yet
- Deffects of CastingDocument8 pagesDeffects of Castingtayyab khanNo ratings yet
- Casting DefectsDocument20 pagesCasting Defectskk11091079No ratings yet
- Assignment6 CastingDocument3 pagesAssignment6 CastingAkashkumar PrajapatiNo ratings yet
- Unit 3 Casting DefectsDocument70 pagesUnit 3 Casting Defectsraymon sharmaNo ratings yet
- Basic Level 3 Part A - IIDocument3 pagesBasic Level 3 Part A - IIfadli heiNo ratings yet
- Drop: CausesDocument10 pagesDrop: CausesShantha Kumar G CNo ratings yet
- Basic 3 Part ADocument3 pagesBasic 3 Part Afadli heiNo ratings yet
- Forging Rolling DefectsDocument16 pagesForging Rolling DefectsAshley JacksonNo ratings yet
- Cswip Wi-5Document10 pagesCswip Wi-5Thirumalesu ChowdamNo ratings yet
- MT Final 2Document9 pagesMT Final 2Jack SparrowNo ratings yet
- Singapore Polytechnic: Engineering Materials IDocument8 pagesSingapore Polytechnic: Engineering Materials IsubipuruNo ratings yet
- BMP Paper With SolutionDocument58 pagesBMP Paper With SolutionAtul GaurNo ratings yet
- Temperature of 17000C To Room Temperature of 250C. Take The Fusion Temperature From Any Reference BookDocument2 pagesTemperature of 17000C To Room Temperature of 250C. Take The Fusion Temperature From Any Reference BookAshok PradhanNo ratings yet
- Recent Twomarks DocumentDocument6 pagesRecent Twomarks DocumentAravind PhoenixNo ratings yet
- Casting DefectsDocument2 pagesCasting DefectsVishnu VaishnaniNo ratings yet
- Special CastingDocument71 pagesSpecial CastingPawan RathiNo ratings yet
- Final Assesment Multiple Choice Question Cswip Welding Inspector Course Mfy Oo4 All Question To Be AttemptedDocument4 pagesFinal Assesment Multiple Choice Question Cswip Welding Inspector Course Mfy Oo4 All Question To Be AttemptedLe TuanNo ratings yet
- Forging Rolling DefectsDocument14 pagesForging Rolling DefectsRavichandran GNo ratings yet
- ME364 Casting ProcessesDocument5 pagesME364 Casting Processesjegan_tamilNo ratings yet
- ME364 - Casting - Processes Nptel PDFDocument8 pagesME364 - Casting - Processes Nptel PDFvijaykumarNo ratings yet
- Forming MCQDocument10 pagesForming MCQKareem MahdyNo ratings yet
- Questionns Primary MFGDocument3 pagesQuestionns Primary MFGRajib MandalNo ratings yet
- 8-Thermit WeldingDocument21 pages8-Thermit WeldingRamu AmaraNo ratings yet
- Unit 1 AmpDocument7 pagesUnit 1 AmpAstle RebelloNo ratings yet
- MisrunsDocument5 pagesMisrunsAgung Ngurah RendraNo ratings yet
- Assignment3 CastingDocument3 pagesAssignment3 CastingAkashkumar PrajapatiNo ratings yet
- Cswip3.1 Question 1Document9 pagesCswip3.1 Question 1mohammed dallyNo ratings yet
- Valery Marinov, Manufacturing TechnologyDocument168 pagesValery Marinov, Manufacturing TechnologyAbir Roy100% (3)
- Metal Forming TypesDocument8 pagesMetal Forming TypesEngr Yousaf SindhiNo ratings yet
- Foundary Technology Questions With AnswersDocument2 pagesFoundary Technology Questions With Answerskaluagrawa100% (1)
- Friction WeldingDocument3 pagesFriction WeldingprincepackiarajNo ratings yet
- MFT IDocument26 pagesMFT IThulasi RamNo ratings yet
- Casting Process: Steps of Casting AreDocument10 pagesCasting Process: Steps of Casting AreReham Emad Ezzat MohamedNo ratings yet
- Mce329 - Sand CastingDocument42 pagesMce329 - Sand CastingIndian MHNo ratings yet
- Preparation CSWIP 2Document11 pagesPreparation CSWIP 2Mohd Farid OsmanNo ratings yet
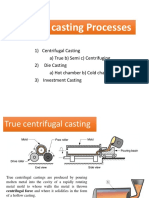
- Centrifugal CastingDocument8 pagesCentrifugal Castingassignment2012No ratings yet
- MCW!!!Document9 pagesMCW!!!badshahsaadNo ratings yet
- Cswip 3 1 Welding Inspector Multiple Choice Question Dec 7 2007Document43 pagesCswip 3 1 Welding Inspector Multiple Choice Question Dec 7 2007sri.majji8937100% (1)
- ImperfectionDocument13 pagesImperfectionShanawas Abdul RazakNo ratings yet
- Defects in Forming ProcessDocument7 pagesDefects in Forming ProcessDhruv BhandariNo ratings yet
- Casting: 2.810 Prof. Timothy GutowskiDocument64 pagesCasting: 2.810 Prof. Timothy GutowskilitterdogNo ratings yet
- Casting and Welding 2 Mark QuestionsDocument8 pagesCasting and Welding 2 Mark Questionsvmgobinath0% (1)
- 17.weldability - McqsDocument5 pages17.weldability - McqsJawed AkhterNo ratings yet
- Assignment No. 2 SolutionDocument3 pagesAssignment No. 2 Solutionshubhamkhaire76No ratings yet
- Special Casting ProcessesDocument25 pagesSpecial Casting ProcessesV Phanindra BoguNo ratings yet
- MP1 Quiz 1Document3 pagesMP1 Quiz 1Veerakumar SNo ratings yet
- Question & Answer IDocument36 pagesQuestion & Answer IvenkateshNo ratings yet
- Fundamentals of CastingDocument18 pagesFundamentals of CastingmutuajayNo ratings yet
- VideoDocument8 pagesVideoDhileepan KumarasamyNo ratings yet
- Model Questions On Mechanical Engineering Materials, 2024Document2 pagesModel Questions On Mechanical Engineering Materials, 2024Biswadeep Roy ChoudhuryNo ratings yet
- Metallographic Interpretation of Steel Forging DefectsDocument2 pagesMetallographic Interpretation of Steel Forging DefectsSudheer GunupudiNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- The Blacksmith's Craft - An Introduction To Smithing For Apprentices And CraftsmenFrom EverandThe Blacksmith's Craft - An Introduction To Smithing For Apprentices And CraftsmenNo ratings yet