Download as pdf or txt
You might also like
- Offset Printing SOPDocument1 pageOffset Printing SOPMunem Shahriar67% (3)
- Lathe Machine: Description and Function of Lathe PartsDocument16 pagesLathe Machine: Description and Function of Lathe PartsRenjith Rajendraprasad100% (2)
- Machine Tool TestingDocument9 pagesMachine Tool TestingAdhan AliNo ratings yet
- Indexing in MillingDocument32 pagesIndexing in MillingDevarakonda Kondayya50% (2)
- Machine ElementsDocument23 pagesMachine ElementsSuneel Kumar MeenaNo ratings yet
- Drillingmachine1 151022133645 Lva1 App6891Document17 pagesDrillingmachine1 151022133645 Lva1 App6891Fatin Nadzira0% (1)
- Milling Machine Definition Parts Types Operations WithDocument19 pagesMilling Machine Definition Parts Types Operations WithMunem ShahriarNo ratings yet
- Drilling MachineDocument9 pagesDrilling MachineAqib ZamanNo ratings yet
- Computer Programming 1 - Jenny's OnlineDocument4 pagesComputer Programming 1 - Jenny's OnlineHiro GamerNo ratings yet
- Mechanical: SUB: Manufacturing Processes-1 Topic:Boring MachineDocument18 pagesMechanical: SUB: Manufacturing Processes-1 Topic:Boring MachinePRADIPNo ratings yet
- MFT - II Lab ManualDocument33 pagesMFT - II Lab ManualMohan Prasad.M0% (1)
- Unit 2 MEASUREMENT (BME) Basic Mechanical ENGINEERINGDocument8 pagesUnit 2 MEASUREMENT (BME) Basic Mechanical ENGINEERINGAlok Patel100% (2)
- LATHE - WriteupDocument21 pagesLATHE - WriteupMERISH GURU100% (1)
- Reciprocating Type Machine ToolsDocument18 pagesReciprocating Type Machine ToolsSpartan 117No ratings yet
- Experiment No. 1: Study of Universal 3 Jaw Chuck Lathe MachineDocument5 pagesExperiment No. 1: Study of Universal 3 Jaw Chuck Lathe MachineHasnain AshrafNo ratings yet
- Abrasive Jet MachiningDocument6 pagesAbrasive Jet Machiningpatel ketan71% (7)
- Machine Tools Lab Manual (13-14)Document39 pagesMachine Tools Lab Manual (13-14)Krishna Murthy100% (1)
- Milling NotesDocument20 pagesMilling NotesleoandresmessiNo ratings yet
- On Shaper Machine FinalDocument6 pagesOn Shaper Machine FinalSuraj Mukti100% (1)
- Lathe Accessories and Attachments Lathe Accessories:: 1. Face PlateDocument7 pagesLathe Accessories and Attachments Lathe Accessories:: 1. Face PlateRohan SahaNo ratings yet
- Dom Unit II Imp QuestionsDocument2 pagesDom Unit II Imp QuestionsSree MurthyNo ratings yet
- Machine ShopDocument6 pagesMachine ShopZain MirzaNo ratings yet
- Work Holding Devices-Milling, Shaping, Planing & Slotting MachinesDocument25 pagesWork Holding Devices-Milling, Shaping, Planing & Slotting MachinesMukhil Rajasekaran33% (3)
- Unit II - Turning MachinesDocument137 pagesUnit II - Turning MachinesKanda SamyNo ratings yet
- Drilling Machines and Its TypesDocument26 pagesDrilling Machines and Its TypesRana MohsinNo ratings yet
- Lathe AccessoriesDocument21 pagesLathe AccessoriesMuraliNo ratings yet
- Lathe Machine: Its Principle, Parts, OperationsDocument36 pagesLathe Machine: Its Principle, Parts, OperationsHamza Ameen100% (1)
- Millingmachinehusain 151003135158 Lva1 App6891 PDFDocument49 pagesMillingmachinehusain 151003135158 Lva1 App6891 PDFpatlninadNo ratings yet
- Lathe Machine OperationDocument38 pagesLathe Machine OperationInilazi JimmyNo ratings yet
- Power SawDocument5 pagesPower SawGodfrey Matii100% (1)
- Experiment No.: Experiment Name:: TypesDocument4 pagesExperiment No.: Experiment Name:: TypesMirMdMarufHossainNo ratings yet
- Abrasive Jet and Water Jet Machining Mp2Document50 pagesAbrasive Jet and Water Jet Machining Mp2Drew LadlowNo ratings yet
- Dme Unit V (17.11.22)Document16 pagesDme Unit V (17.11.22)sathiaNo ratings yet
- IndexingDocument25 pagesIndexingJaymin PatelNo ratings yet
- Experiment Name: Study and Operation of Bench Drilling MachineDocument13 pagesExperiment Name: Study and Operation of Bench Drilling MachineHashim Al-mahdliNo ratings yet
- Broaching MachineDocument8 pagesBroaching MachineJaya RamanNo ratings yet
- Automats and Tool LayoutsDocument20 pagesAutomats and Tool LayoutsAyesha IshuNo ratings yet
- Drilling MachineDocument87 pagesDrilling MachineRamesh Panda50% (4)
- LatheDocument4 pagesLatheAnees Calicut100% (1)
- Lathe AccessoriesDocument4 pagesLathe AccessoriesBOT-X GAMING100% (1)
- Module II - GrindingDocument73 pagesModule II - GrindingHARI KRISHNANNo ratings yet
- 3 Gear DrivesDocument19 pages3 Gear Drivessarprajkatre143No ratings yet
- LatheDocument14 pagesLatheHimanshu ModiNo ratings yet
- Introduction To Fitting Shop.Document11 pagesIntroduction To Fitting Shop.Mahmood AliNo ratings yet
- Me6411 Manufacturing Technology-II Lab ManualDocument35 pagesMe6411 Manufacturing Technology-II Lab ManualdibyenindusNo ratings yet
- Shaper MachineDocument4 pagesShaper MachineJaydeep Sakariya60% (5)
- ShaperDocument20 pagesShaperMilan SainiNo ratings yet
- Chapter 1 - Machine ToolsDocument13 pagesChapter 1 - Machine ToolsAshok Kumar0% (2)
- UNIT-3 - Manufacturing Technolgy II-1Document48 pagesUNIT-3 - Manufacturing Technolgy II-1sirajudeen I67% (3)
- Grinding MachinesDocument44 pagesGrinding MachinesPrashant Rao MeshramNo ratings yet
- Types of Angles in Drill BitsDocument2 pagesTypes of Angles in Drill BitsAbdul AhadNo ratings yet
- Drilling, Tapping & ReamingDocument5 pagesDrilling, Tapping & ReamingAayush AgrawalNo ratings yet
- Presentation of Lathe MachineDocument27 pagesPresentation of Lathe Machinesamurai7_77No ratings yet
- of ShaperDocument59 pagesof ShaperKishan Siddhpura56% (9)
- BME Unit IV Machine ToolsDocument41 pagesBME Unit IV Machine ToolsArvind BhosaleNo ratings yet
- UNIT-I & II Hydraulic Machine. Up Dated. PPT - By. Dr. Subhash KamalDocument80 pagesUNIT-I & II Hydraulic Machine. Up Dated. PPT - By. Dr. Subhash KamalNagendra Manral100% (3)
- Dies and Its TypesDocument2 pagesDies and Its TypesRajat AhujaNo ratings yet
- Lecture 1Document41 pagesLecture 1norhaslina_aa33% (3)
- Shaper, Slotter and PlanerDocument9 pagesShaper, Slotter and PlanerRenjith RajendraprasadNo ratings yet
- Drilling Machine: Definition, Parts, Types, and Operations (With PDFDocument20 pagesDrilling Machine: Definition, Parts, Types, and Operations (With PDFYash GohelNo ratings yet
- 1 To Class-Drilling Machine PDFDocument20 pages1 To Class-Drilling Machine PDFvineethNo ratings yet
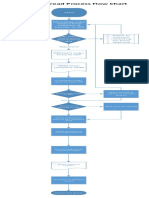
- Sewing Thread Process Flow ChartDocument1 pageSewing Thread Process Flow ChartMunem Shahriar100% (1)
- Questions PDFDocument5 pagesQuestions PDFMunem ShahriarNo ratings yet
- Paper Tube Process DiagramDocument1 pagePaper Tube Process DiagramMunem ShahriarNo ratings yet
- Business: Packaged To DeliverDocument4 pagesBusiness: Packaged To DeliverMunem ShahriarNo ratings yet
- Carton Process Flow Chart: Make SampleDocument1 pageCarton Process Flow Chart: Make SampleMunem ShahriarNo ratings yet
- Label Process Flow DiagramDocument1 pageLabel Process Flow DiagramMunem ShahriarNo ratings yet
- Drawtring Process Flow Chart: Knock To Concern Marketing For Price ApprovalDocument1 pageDrawtring Process Flow Chart: Knock To Concern Marketing For Price ApprovalMunem ShahriarNo ratings yet
- Md. Munem Shahriar - CVDocument2 pagesMd. Munem Shahriar - CVMunem ShahriarNo ratings yet
- PR Esen Tatio N O N "Trims & Accessories"Document36 pagesPR Esen Tatio N O N "Trims & Accessories"Munem ShahriarNo ratings yet
- Approach of Green and Lean Manufacturing Study of The Small Industries in BangladeshDocument4 pagesApproach of Green and Lean Manufacturing Study of The Small Industries in BangladeshMunem ShahriarNo ratings yet
- Offset PendingDocument2 pagesOffset PendingMunem ShahriarNo ratings yet
- Multi Criteria Decision Making Tools ForDocument10 pagesMulti Criteria Decision Making Tools ForMunem ShahriarNo ratings yet
- Chapter 5: Common Distributions: 5.1 The Normal DistributionDocument21 pagesChapter 5: Common Distributions: 5.1 The Normal DistributionMunem ShahriarNo ratings yet
- Sampling DistributionsDocument15 pagesSampling DistributionsMunem ShahriarNo ratings yet
- Trims and 5 Accessories.: Question: What Are The Differences Between Trims and Accessories? Give Me Example of 5Document17 pagesTrims and 5 Accessories.: Question: What Are The Differences Between Trims and Accessories? Give Me Example of 5Munem ShahriarNo ratings yet
- Casting: Definition, Types, Steps Involved in Casting, Advantages, Disadvantages, Importance (PDF)Document7 pagesCasting: Definition, Types, Steps Involved in Casting, Advantages, Disadvantages, Importance (PDF)Munem ShahriarNo ratings yet
- Milling Machine Definition Parts Types Operations WithDocument19 pagesMilling Machine Definition Parts Types Operations WithMunem ShahriarNo ratings yet
- SSRN Id2871598Document10 pagesSSRN Id2871598Munem ShahriarNo ratings yet
- Welding and Types of WeldingDocument9 pagesWelding and Types of WeldingMunem ShahriarNo ratings yet
- The Five Types of Manufacturing ProcessesDocument2 pagesThe Five Types of Manufacturing ProcessesMunem ShahriarNo ratings yet
- Drilling Machine Definition, Parts, Operation, TypesDocument19 pagesDrilling Machine Definition, Parts, Operation, TypesMunem Shahriar100% (2)
- What Is A Lathe Machine? Its Parts, Operations, Types With PDFDocument6 pagesWhat Is A Lathe Machine? Its Parts, Operations, Types With PDFMunem ShahriarNo ratings yet
- (Print 3) Milling MachineDocument32 pages(Print 3) Milling MachineMunem Shahriar100% (1)
- Drilling MachineDocument79 pagesDrilling MachineMunem ShahriarNo ratings yet
- 24 Bamboo WorksDocument4 pages24 Bamboo WorksAjithkumarNo ratings yet
- Learn: Learning Activity Sheet General Chemistry 2 Week 7B: Rate LawsDocument3 pagesLearn: Learning Activity Sheet General Chemistry 2 Week 7B: Rate LawsJbreNo ratings yet
- 4225Document5 pages4225striker190No ratings yet
- Aramex Packaging Manual FinalDocument19 pagesAramex Packaging Manual Finalgulafsha1No ratings yet
- Alsan Trafik HP 500 Zero: Parking DeckDocument3 pagesAlsan Trafik HP 500 Zero: Parking DeckFatima PrezaNo ratings yet
- Is.2395.2.1994-Painting On MasonryDocument11 pagesIs.2395.2.1994-Painting On MasonryPunk GowthamanNo ratings yet
- Eutherme LH SPL PDFDocument1 pageEutherme LH SPL PDFAnonymous dxsNnL6S8hNo ratings yet
- Milling FormulasDocument4 pagesMilling FormulasspedrerosNo ratings yet
- Thesis BookDocument90 pagesThesis BookBongO BoorONo ratings yet
- 2013-04 Iron and Steel CCS Study (Techno-Economics Integrated Steel Mill)Document642 pages2013-04 Iron and Steel CCS Study (Techno-Economics Integrated Steel Mill)imtinanNo ratings yet
- Chart of ASTM Iron Alloys Penticton FoundryDocument2 pagesChart of ASTM Iron Alloys Penticton FoundrySaeid MirNo ratings yet
- The Alternative Approach For Higher Productivity: An ISO 9001:2000 and ISO 14001:2004 Machine Tool ManufacturerDocument2 pagesThe Alternative Approach For Higher Productivity: An ISO 9001:2000 and ISO 14001:2004 Machine Tool Manufactureratishay shNo ratings yet
- Introduction, Types and Function of Different Flanges .PDFXDocument25 pagesIntroduction, Types and Function of Different Flanges .PDFXMajid Sattar100% (1)
- S30601 DatasheetDocument3 pagesS30601 DatasheetLokman SirajNo ratings yet
- 1O Dayton Tech-BalllockDocument12 pages1O Dayton Tech-BalllockSIMONENo ratings yet
- TDS Nitoflor Hardtop Standard BFLDocument4 pagesTDS Nitoflor Hardtop Standard BFLdivithNo ratings yet
- High Carbon Steel Abrasive SpecificationDocument1 pageHigh Carbon Steel Abrasive SpecificationPrabath MadusankaNo ratings yet
- Lamination Suitability For Flexible Packaging Application (A Case Study of "UFLEX LTD", Noida)Document3 pagesLamination Suitability For Flexible Packaging Application (A Case Study of "UFLEX LTD", Noida)zus2012No ratings yet
- Punching Die One (01-001) Sheet 1Document1 pagePunching Die One (01-001) Sheet 1daryosh hassanyNo ratings yet
- Instructor: Michael J. Kocurek, PHD: Mike - Kocurek@Ncsu - EduDocument8 pagesInstructor: Michael J. Kocurek, PHD: Mike - Kocurek@Ncsu - EduMarisela BelloNo ratings yet
- LB Fishing Cup PDFDocument3 pagesLB Fishing Cup PDFzhaoNo ratings yet
- Grade T91Document5 pagesGrade T91anurag_4013No ratings yet
- Hand Out ASME IX Rev 10 - Nov 2019Document76 pagesHand Out ASME IX Rev 10 - Nov 2019luthfi otoyNo ratings yet
- Antifoam PresentationDocument15 pagesAntifoam PresentationAnonymous qLk7qDHfK100% (2)
- CA Catalogue 2017 Ver1.3Document150 pagesCA Catalogue 2017 Ver1.3Muhammad Juliansyah PutraNo ratings yet
- EN線上產說會 (K6+批批+K3) 202209Document28 pagesEN線上產說會 (K6+批批+K3) 202209Golden RosesNo ratings yet
- Types of Corrosion: Dr. Hamdy A. KandilDocument53 pagesTypes of Corrosion: Dr. Hamdy A. KandilAmyNo ratings yet
- Material Safety Data Sheet (PKE)Document8 pagesMaterial Safety Data Sheet (PKE)ffeedsupplierNo ratings yet
- Lecture 06 - NUMERICALS ON GATING AND RISER DESIGNDocument5 pagesLecture 06 - NUMERICALS ON GATING AND RISER DESIGNvasu jamwalNo ratings yet
- VSM GBDocument6 pagesVSM GBhoustonmathNo ratings yet