Download as pps, pdf, or txt
You might also like
- Bixby MaxFire and UBB Service ManualDocument71 pagesBixby MaxFire and UBB Service ManualAl Malley92% (13)
- 5l-E Engine EletricalDocument246 pages5l-E Engine EletricalMagno Dias96% (24)
- TestModuleA AnsDocument11 pagesTestModuleA AnsMateus Pedro100% (2)
- Water Alcohol Motor Jean ChambrinDocument15 pagesWater Alcohol Motor Jean Chambringherghescu gabriel100% (1)
- Design of Methanol PlantDocument25 pagesDesign of Methanol Plantalireza19888% (8)
- MAN Thermo EfficiencyDocument20 pagesMAN Thermo Efficiencypedro270No ratings yet
- Waste Heat Recovery System (WHRS)Document32 pagesWaste Heat Recovery System (WHRS)metasoniko2014No ratings yet
- Waste Heat Recovery SystemDocument32 pagesWaste Heat Recovery Systemvran77No ratings yet
- New Working Conditions of A Marine Diesel Engine-Waste-Heat Boiler SystemDocument6 pagesNew Working Conditions of A Marine Diesel Engine-Waste-Heat Boiler SystemLalitha NairNo ratings yet
- Less Emissions Through Waste Heat RecoveryDocument10 pagesLess Emissions Through Waste Heat Recoveryhpss77No ratings yet
- Energies: Comparison of Saturated and Superheated Steam Plants For Waste-Heat Recovery of Dual-Fuel Marine EnginesDocument21 pagesEnergies: Comparison of Saturated and Superheated Steam Plants For Waste-Heat Recovery of Dual-Fuel Marine EnginesLelosPinelos123No ratings yet
- Curs 4 Mept - en - Rev 2021Document63 pagesCurs 4 Mept - en - Rev 2021Necula Alexandra Mihaela100% (2)
- Curs 3 Mept - en - Rev 2021Document33 pagesCurs 3 Mept - en - Rev 2021Necula Alexandra MihaelaNo ratings yet
- Review On Advances in Marine Diesel Engines and Its Impact On Ship DesignsDocument6 pagesReview On Advances in Marine Diesel Engines and Its Impact On Ship DesignsAnastas YangyozovNo ratings yet
- Energies-10-00547-V3 - Comparação Entre ORC & SRCDocument25 pagesEnergies-10-00547-V3 - Comparação Entre ORC & SRCVinícius RodriguesNo ratings yet
- Aalborg XW TGDocument2 pagesAalborg XW TGandy131078No ratings yet
- Diesel Engines & Gas TurbinesDocument13 pagesDiesel Engines & Gas TurbinesPriscila KImNo ratings yet
- Diesel Engines and Gas Turbines in Cruise Vessel PropulsionDocument13 pagesDiesel Engines and Gas Turbines in Cruise Vessel PropulsionFuchsbauNo ratings yet
- ASME90 GT 335 BollandDocument9 pagesASME90 GT 335 Bollandank_mehraNo ratings yet
- Weast Hear Recovery 30.1 - 17Document8 pagesWeast Hear Recovery 30.1 - 17Alin GabrielNo ratings yet
- IGCC Preliminary DesignDocument34 pagesIGCC Preliminary DesignOnnuri WonNo ratings yet
- Comparison Concerning To The Cogeneration Systems DevelopmentDocument6 pagesComparison Concerning To The Cogeneration Systems DevelopmentMarianoNo ratings yet
- Marine Gas TurbineDocument34 pagesMarine Gas TurbineAllesandraNo ratings yet
- Improved Efficiency and Reduced Co2Document20 pagesImproved Efficiency and Reduced Co2chrisvakarisNo ratings yet
- A Compact Fuel Processor Integrated With 75kw PEM Fuel CellsDocument5 pagesA Compact Fuel Processor Integrated With 75kw PEM Fuel CellsLavanya ManiNo ratings yet
- Simulation of Conversion of Natural Gas To MethanolDocument25 pagesSimulation of Conversion of Natural Gas To MethanolAnonymous 0QumXG6NNo ratings yet
- Collodi Ref.9Document4 pagesCollodi Ref.9Josiph BukairNo ratings yet
- 12 Chapter3 Section4 Oil Refining Industry Page193 220Document26 pages12 Chapter3 Section4 Oil Refining Industry Page193 220Muhammad FarooqNo ratings yet
- A PPT Presentation On Rankine Based Heat Recovery System in Heavy Vehicles by Er. Moien Muzaffar BhatDocument14 pagesA PPT Presentation On Rankine Based Heat Recovery System in Heavy Vehicles by Er. Moien Muzaffar BhatMoienNo ratings yet
- Organic Rankine Cycle For Turboprop Engine ApplicaDocument21 pagesOrganic Rankine Cycle For Turboprop Engine ApplicaHebaNo ratings yet
- Aplikasi Gasturbine DikapalDocument65 pagesAplikasi Gasturbine DikapalIhsan AskaNo ratings yet
- PDFDocument15 pagesPDFJohansen HasugianNo ratings yet
- Radial Turbine: Al.I'J+JcedDocument74 pagesRadial Turbine: Al.I'J+JcedCm EtcmNo ratings yet
- Reverse Flow Core Intercooled Engines: Rodrigo Orta GuerraDocument5 pagesReverse Flow Core Intercooled Engines: Rodrigo Orta GuerraVishnu RamNo ratings yet
- Conceptual Design and Performance Analysis of An Exhaust Gas Waste Heat Recovery System For A 10000TEU Container ShipDocument8 pagesConceptual Design and Performance Analysis of An Exhaust Gas Waste Heat Recovery System For A 10000TEU Container ShipМаксим АгеевNo ratings yet
- 4.3 Gas Turbines: 4.3.1 Technology DescriptionDocument11 pages4.3 Gas Turbines: 4.3.1 Technology DescriptionZahid Hussain100% (1)
- System Report BilgeDocument64 pagesSystem Report BilgeAmzar Hafiq Mohd ZinNo ratings yet
- Heat Recovery From Tail Gas IncinerationDocument14 pagesHeat Recovery From Tail Gas IncinerationcanscotNo ratings yet
- Technologies For High Performance and Reliability of Geothermal Power PlantDocument4 pagesTechnologies For High Performance and Reliability of Geothermal Power Plantsum1else4No ratings yet
- Full Text 02Document9 pagesFull Text 02Aditya ManideepNo ratings yet
- Fuzzy Logic Controlled CHP Plant For Biomass Fuels Based On A Highly Efficient Orc Process"Document0 pagesFuzzy Logic Controlled CHP Plant For Biomass Fuels Based On A Highly Efficient Orc Process"TecsloNo ratings yet
- Bwts Library 105 327Document12 pagesBwts Library 105 327joão_scherer_1No ratings yet
- Aalborg XW SuperheaterDocument2 pagesAalborg XW SuperheaterPanagiotisNo ratings yet
- TurboDocument8 pagesTurboKorichiKarimNo ratings yet
- Organic Rankine Cycle Power PlantDocument6 pagesOrganic Rankine Cycle Power PlantPower PowerNo ratings yet
- DFDEDocument4 pagesDFDEIMECCNo ratings yet
- MAN ORC SIVI SEÇİMİ Working - Fluid - Selection - For - The - Organic - Rankine - CyDocument17 pagesMAN ORC SIVI SEÇİMİ Working - Fluid - Selection - For - The - Organic - Rankine - CyAbdullah KaracaoğluNo ratings yet
- PEER Stage2 10.1016 J.applthermaleng.2010.09.029Document48 pagesPEER Stage2 10.1016 J.applthermaleng.2010.09.029Petruta OloguNo ratings yet
- Ormat Technologies Inc. - Ormat Energy Converters Proven Power From Cement Plant Waste Heat - 2013-05-09Document7 pagesOrmat Technologies Inc. - Ormat Energy Converters Proven Power From Cement Plant Waste Heat - 2013-05-09Kiran VeerubhotlaNo ratings yet
- Designn and Performance of A Innovative Electrically Driven Charging SystemDocument20 pagesDesignn and Performance of A Innovative Electrically Driven Charging SystemIvan FanelliNo ratings yet
- Gas Turbine Power Plant PDFDocument28 pagesGas Turbine Power Plant PDFPao Castillon100% (1)
- Gas Turbine Power PlantDocument28 pagesGas Turbine Power PlantPao CastillonNo ratings yet
- Presentation1 160908103326Document28 pagesPresentation1 160908103326BRAHIMNo ratings yet
- Hybrid Combined Cycle Power Plant: Károly VeszelyDocument8 pagesHybrid Combined Cycle Power Plant: Károly Veszelyankit407No ratings yet
- A Seminar Report On: "Thermal Power Plant "Document61 pagesA Seminar Report On: "Thermal Power Plant "RAMAN100% (1)
- SNAME Greece Apr24 EA FinalDocument41 pagesSNAME Greece Apr24 EA Finaldoan80No ratings yet
- Training Report CCPPDocument38 pagesTraining Report CCPPTaresh MittalNo ratings yet
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- Sustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentFrom EverandSustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentNo ratings yet
- 1M NApanel NL Static v24Document11 pages1M NApanel NL Static v24Necula Alexandra MihaelaNo ratings yet
- 1M NA Panel ModelDocument9 pages1M NA Panel ModelNecula Alexandra MihaelaNo ratings yet
- Curs 4 Mept - en - Rev 2021Document63 pagesCurs 4 Mept - en - Rev 2021Necula Alexandra Mihaela100% (2)
- Femap Student Edition 2020 - 2021Document7 pagesFemap Student Edition 2020 - 2021Necula Alexandra MihaelaNo ratings yet
- Curs 1 Mept - en - Rev 2021Document69 pagesCurs 1 Mept - en - Rev 2021Necula Alexandra MihaelaNo ratings yet
- BeamSea1 ExeDocument1 pageBeamSea1 ExeNecula Alexandra MihaelaNo ratings yet
- X Y1 Y2 Iteratie Xi Yi J JX Jy X% Y%Document2 pagesX Y1 Y2 Iteratie Xi Yi J JX Jy X% Y%Necula Alexandra MihaelaNo ratings yet
- Hydrostatic Roll - ExeDocument1 pageHydrostatic Roll - ExeNecula Alexandra MihaelaNo ratings yet
- Blince OMR Hydraulic MotorDocument10 pagesBlince OMR Hydraulic MotorJoaquin CarvajalNo ratings yet
- 2-1 Steam TurbineDocument50 pages2-1 Steam TurbineDangol100% (1)
- Vic Roads Roadworthiness Requirements VSI26 1212 WEB 2Document12 pagesVic Roads Roadworthiness Requirements VSI26 1212 WEB 2mrrichardhutchinson1970No ratings yet
- Osswald 2014Document5 pagesOsswald 2014نرگس باویNo ratings yet
- Asme Section Ix InterpretationDocument70 pagesAsme Section Ix InterpretationShubham ShuklaNo ratings yet
- Simple Harmonic Motion Lab: K M T and M KDocument2 pagesSimple Harmonic Motion Lab: K M T and M Knio tistaNo ratings yet
- Operator S Manual 'Document45 pagesOperator S Manual 'ankit100% (1)
- Johnson-Cook Empirical ModelsDocument14 pagesJohnson-Cook Empirical ModelsSanaan Khan95% (21)
- Man TGX.: Efficiency in Long-Haul TransportDocument21 pagesMan TGX.: Efficiency in Long-Haul TransportNadeem Mohd100% (1)
- Me6502 HMT Mech Vs Au Unit VDocument12 pagesMe6502 HMT Mech Vs Au Unit VnahlashkeifeNo ratings yet
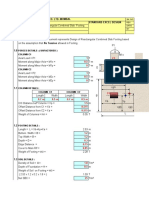
- Rectangular Combined FootingDocument38 pagesRectangular Combined FootingINNOVATIVE ENGINEERNo ratings yet
- 18307apni KakshaDocument38 pages18307apni KakshaVaibhav2006No ratings yet
- Physics Formula Sheet PDFDocument4 pagesPhysics Formula Sheet PDFJonalyn ManaoisNo ratings yet
- NDT Procedure PCN Test1Document32 pagesNDT Procedure PCN Test1anon_249267450No ratings yet
- Well Test Analysis: Fundamentals of Fluid Flow in Porous MediaDocument33 pagesWell Test Analysis: Fundamentals of Fluid Flow in Porous MediaAutumn Assirem TrefoilNo ratings yet
- Sop Sample AerospaceDocument2 pagesSop Sample AerospaceSURAJ100% (1)
- Air Conditioning Lab Unit A660Document155 pagesAir Conditioning Lab Unit A660Luyao ZHANG0% (1)
- Well Testing Operator - VigneshwarDocument5 pagesWell Testing Operator - Vigneshwarhusain albaqaliNo ratings yet
- 2 Unit 35-61Document25 pages2 Unit 35-61806 Ansh gargNo ratings yet
- Catalog-Crimson Oil ToolsDocument23 pagesCatalog-Crimson Oil ToolsTaras ByloNo ratings yet
- Fired Heater Efficiency GuidesDocument43 pagesFired Heater Efficiency GuidesHamzaNo ratings yet
- Manufacture and Testing of Jet Engines:case Study of AL31FP EngineDocument76 pagesManufacture and Testing of Jet Engines:case Study of AL31FP EngineSi thu AungNo ratings yet
- Wind Energy NotesDocument72 pagesWind Energy NotesH.J.PrabhuNo ratings yet
- Sullair LS120Document172 pagesSullair LS120martin_jaitman100% (1)
- Ford Mustang BrochureDocument30 pagesFord Mustang BrochureMuhammad HassanNo ratings yet
- Phy ProjectDocument15 pagesPhy ProjectSPS KUSHWAHANo ratings yet
- D1.5 Screens, Sandvik Master-Flo, Classifying ScreenDocument1 pageD1.5 Screens, Sandvik Master-Flo, Classifying ScreenChristopher SleimanNo ratings yet