Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Stress Analysis of ShaftDocument5 pagesStress Analysis of Shaftyashar2500100% (2)
- Sistema 4X4: - EST (Transfer Con Cambio Eléctrico) - ATT (Transferrencia de Par Activa)Document0 pagesSistema 4X4: - EST (Transfer Con Cambio Eléctrico) - ATT (Transferrencia de Par Activa)julio797No ratings yet
- Specs For Pipeline LayingDocument38 pagesSpecs For Pipeline LayingRanjan Kumar100% (2)
- Tractors LamborghiniDocument96 pagesTractors Lamborghiniomni_partsNo ratings yet
- IMI ZJ Product TRT AW DigDocument4 pagesIMI ZJ Product TRT AW Digsandip ghoshNo ratings yet
- Detailed Design of Ethylene FractionatorDocument93 pagesDetailed Design of Ethylene FractionatorYusuf Iskandar100% (1)
- DV1 Spec SheetDocument2 pagesDV1 Spec Sheetdavid mendozaNo ratings yet
- Rossi Planetary Gear Catalog - EP - Edition - July - 2015 - en PDFDocument737 pagesRossi Planetary Gear Catalog - EP - Edition - July - 2015 - en PDFanishgirmeNo ratings yet
- NON-UL CITYMULTI Catalog - JUN2018Document96 pagesNON-UL CITYMULTI Catalog - JUN2018Omar PiñaNo ratings yet
- Faculty Recruitment TestDocument8 pagesFaculty Recruitment TestSai Radha KrishnaNo ratings yet
- Tabla Espesores de Tuberia de AceroDocument1 pageTabla Espesores de Tuberia de AceroChristian SantillanNo ratings yet
- SVC Man. SCAC & Multi (MFL67478301 - G) - GeneralDocument146 pagesSVC Man. SCAC & Multi (MFL67478301 - G) - GeneralTehnoNo ratings yet
- Phase Equilibrium in One Component SystemDocument32 pagesPhase Equilibrium in One Component SystemCustomerNo ratings yet
- Analysis ReportDocument108 pagesAnalysis Reportmohd sumerNo ratings yet
- ASCE 7-16 Seismic Provision Changes and Review PresentationDocument55 pagesASCE 7-16 Seismic Provision Changes and Review Presentationomarseto83% (6)
- Belt and Chain Bucket ElevatorDocument12 pagesBelt and Chain Bucket Elevatorhinojosa07406875% (4)
- Transformer ManualDocument56 pagesTransformer ManualrajfabNo ratings yet
- Ge Ge752 User Manual 51 52Document2 pagesGe Ge752 User Manual 51 52RICHARDNo ratings yet
- SC Screw Conveyor Torque PDFDocument3 pagesSC Screw Conveyor Torque PDFQuality Tech AccessoriesNo ratings yet
- Meyer: Roduct CatalogDocument122 pagesMeyer: Roduct CatalogАндрей Силаев100% (1)
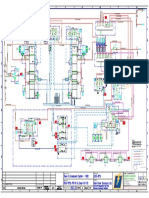
- 1.0 Bedc-Opsl-Pid-St & Con-101-P2Document1 page1.0 Bedc-Opsl-Pid-St & Con-101-P2Ashiq SalmanNo ratings yet
- Chapter 2 - Transmission System - Introduction To Automotive EngineeringDocument5 pagesChapter 2 - Transmission System - Introduction To Automotive Engineeringdinkuinku100% (1)
- Pantera Dpi Compressor and Air Circuit: Original InstructionsDocument89 pagesPantera Dpi Compressor and Air Circuit: Original InstructionsLewis NemanangaNo ratings yet
- Types of RollersDocument8 pagesTypes of RollersManoj CmNo ratings yet
- Heat Exchanger Lab ReportDocument15 pagesHeat Exchanger Lab ReportOmar Samir100% (1)
- RXYQ U.idownloadDocument136 pagesRXYQ U.idownloadHassan MehrizNo ratings yet
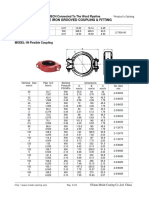
- Mech Acople Flexible Mod 1nDocument1 pageMech Acople Flexible Mod 1nJONY ROBERT SILVA AGUILARNo ratings yet
- Momentum and Collisions PHET Lab. PERFORMANCE FINAL - DocDocument2 pagesMomentum and Collisions PHET Lab. PERFORMANCE FINAL - DocSiataNo ratings yet
- Working Principle of A D.C Motor or How A D.C Motor RotatesDocument3 pagesWorking Principle of A D.C Motor or How A D.C Motor RotatesXahid HasanNo ratings yet
- KinematicsDocument4 pagesKinematicsSheila Marie AmigoNo ratings yet