Download as pdf or txt
You might also like
- Jis G 3131-2010Document16 pagesJis G 3131-2010christian210789No ratings yet
- Is 12894: 1990Document6 pagesIs 12894: 1990mukaslam100% (7)
- Interzinc 22 Tds EngDocument4 pagesInterzinc 22 Tds EngFounder TarihoranNo ratings yet
- TDS-PDF-Interzinc 22 EngDocument4 pagesTDS-PDF-Interzinc 22 Engapde06No ratings yet
- Interzinc 2280 UkDocument4 pagesInterzinc 2280 UkTài Đỗ VănNo ratings yet
- Interzinc 2280 Product BrochureDocument4 pagesInterzinc 2280 Product BrochureAshish Raul CIENo ratings yet
- TDS Interzinc 2265Document4 pagesTDS Interzinc 2265Veva Santi DNo ratings yet
- Interzinc 2265: Product DescriptionDocument4 pagesInterzinc 2265: Product DescriptionIsabelo AbaoNo ratings yet
- Interzinc 12: Inorganic Zinc Rich SilicateDocument4 pagesInterzinc 12: Inorganic Zinc Rich SilicateSubham SahuNo ratings yet
- 42 UkDocument4 pages42 UkAhmed IbrahimNo ratings yet
- Interzinc 52 Epoxy - Marine Coatings of AkzoNobel PDFDocument4 pagesInterzinc 52 Epoxy - Marine Coatings of AkzoNobel PDFaandueza_1No ratings yet
- Interzinc 52: Epoxy Zinc-RichDocument4 pagesInterzinc 52: Epoxy Zinc-RichSagar BhosaleNo ratings yet
- Interzinc 315+dDocument4 pagesInterzinc 315+dBNo ratings yet
- Interzinc 52 TDSDocument4 pagesInterzinc 52 TDSDele TedNo ratings yet
- 315 UkDocument4 pages315 UkAhmed IbrahimNo ratings yet
- Interzinc - 52 (Primer)Document4 pagesInterzinc - 52 (Primer)Marko AnticNo ratings yet
- 52hs UkDocument4 pages52hs UkAhmed IbrahimNo ratings yet
- Intergard 251Document4 pagesIntergard 251Engr Saeed AnwarNo ratings yet
- TDS Intergard® 269epoxyDocument4 pagesTDS Intergard® 269epoxySyamsul MaripNo ratings yet
- E-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Intergard - 251HS - Eng - Usa - LTR - 20171101Document4 pagesE-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Intergard - 251HS - Eng - Usa - LTR - 20171101ErickNo ratings yet
- Interzinc 52E: Rapid Recoat Epoxy Zinc RichDocument4 pagesInterzinc 52E: Rapid Recoat Epoxy Zinc RichSubham SahuNo ratings yet
- 109 UkDocument4 pages109 UkAhmed IbrahimNo ratings yet
- 72 UkDocument4 pages72 UkAhmed IbrahimNo ratings yet
- 405 UkDocument4 pages405 UkAhmed IbrahimNo ratings yet
- SSIS TDS PDF Interline 982 EngDocument4 pagesSSIS TDS PDF Interline 982 EngAhmad BarriehNo ratings yet
- Intergard 291Document4 pagesIntergard 291MohammadAseefNo ratings yet
- Primer - Intergard 251 - TDSDocument4 pagesPrimer - Intergard 251 - TDSAnwar MdNo ratings yet
- Interbond 1202UPC: Universal Pipe CoatingDocument4 pagesInterbond 1202UPC: Universal Pipe Coatingebastien2No ratings yet
- Intergard 251HS - MDSDocument4 pagesIntergard 251HS - MDSSahanNo ratings yet
- Interline 982+ds+eng PDFDocument4 pagesInterline 982+ds+eng PDFMohamed NouzerNo ratings yet
- Intercure 420: Rapid Recoat EpoxyDocument4 pagesIntercure 420: Rapid Recoat EpoxyA. FauziNo ratings yet
- 329 UkDocument4 pages329 UkAhmed IbrahimNo ratings yet
- Adhesion Test GuideDocument4 pagesAdhesion Test GuideIsabelo AbaoNo ratings yet
- Material Submission-Rebarprimer ArupCommentDocument8 pagesMaterial Submission-Rebarprimer ArupCommentAndrew LeeNo ratings yet
- Interzone 505: Glass Flake EpoxyDocument4 pagesInterzone 505: Glass Flake EpoxyAidil Luthfansyah PutraNo ratings yet
- Interzone 954: Modified EpoxyDocument4 pagesInterzone 954: Modified EpoxyMehman NasibovNo ratings yet
- E Program Files An ConnectManager SSIS TDS PDF Intergard 475HS Eng Usa LTR 20170920Document4 pagesE Program Files An ConnectManager SSIS TDS PDF Intergard 475HS Eng Usa LTR 20170920gustinugrahaNo ratings yet
- 200hs UkDocument4 pages200hs UkAhmed IbrahimNo ratings yet
- Intercure 99Document4 pagesIntercure 99Doby YuniardiNo ratings yet
- Interplate 11: Zinc SilicateDocument4 pagesInterplate 11: Zinc SilicateMohamed NouzerNo ratings yet
- Intercure 200HS: Rapid Recoat EpoxyDocument4 pagesIntercure 200HS: Rapid Recoat EpoxySubham SahuNo ratings yet
- Intercure 200HSDocument4 pagesIntercure 200HSananda_beloshe75No ratings yet
- 410 UkDocument4 pages410 UkAhmed IbrahimNo ratings yet
- Amercoat 385Document4 pagesAmercoat 385Nelly GarcíaNo ratings yet
- Intercure 200 (Primer)Document4 pagesIntercure 200 (Primer)ccode904No ratings yet
- E Program Files An ConnectManager SSIS TDS PDF Interbond 2340UPC Eng A4 20220203Document4 pagesE Program Files An ConnectManager SSIS TDS PDF Interbond 2340UPC Eng A4 20220203Store ZunnieNo ratings yet
- Interzone 954: Modified EpoxyDocument4 pagesInterzone 954: Modified EpoxyMohd YusriNo ratings yet
- Paint Data SheetDocument21 pagesPaint Data SheetErwin SaputroNo ratings yet
- Interzone 954: Modified EpoxyDocument4 pagesInterzone 954: Modified EpoxyRishiNo ratings yet
- Interline 399+ds+eng PDFDocument4 pagesInterline 399+ds+eng PDFMohamed NouzerNo ratings yet
- InternationDocument4 pagesInternationRauf AliyevNo ratings yet
- Interplus 356 PDFDocument4 pagesInterplus 356 PDFDamen JohnsonNo ratings yet
- Intertuf 262: Surface Tolerant EpoxyDocument4 pagesIntertuf 262: Surface Tolerant EpoxyGLADYS2714No ratings yet
- E-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Interbond - 2340UPC - Eng - Usa - LTR - 20201215Document4 pagesE-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Interbond - 2340UPC - Eng - Usa - LTR - 20201215David RodriguesNo ratings yet
- 400 UkDocument4 pages400 UkAhmed IbrahimNo ratings yet
- Interplus 356eng A4Document4 pagesInterplus 356eng A4akiruna.001No ratings yet
- Intertherm 751Document4 pagesIntertherm 751angelito bernalNo ratings yet
- Interzone954TdsEng PDFDocument4 pagesInterzone954TdsEng PDFÖzgür TuştaşNo ratings yet
- Interbond 2340UPC: Universal Pipe CoatingDocument4 pagesInterbond 2340UPC: Universal Pipe Coatingnoto.sugiartoNo ratings yet
- Introduction to Microsystem Technology: A Guide for StudentsFrom EverandIntroduction to Microsystem Technology: A Guide for StudentsRating: 5 out of 5 stars5/5 (1)
- Resist 65: Technical Data SheetDocument5 pagesResist 65: Technical Data Sheetchristian210789No ratings yet
- Technical Specifications: 50Hz Powered by Cummins SeriesDocument4 pagesTechnical Specifications: 50Hz Powered by Cummins Serieschristian210789No ratings yet
- PHEWMO-OrF-Z-PRC-0033 Rev.B Prosedur Pemasangan Anchor BoltDocument14 pagesPHEWMO-OrF-Z-PRC-0033 Rev.B Prosedur Pemasangan Anchor Boltchristian210789No ratings yet
- Histpath Paper 70 MCQ With KeyDocument11 pagesHistpath Paper 70 MCQ With KeyAnees RahmanNo ratings yet
- Catalogo Inyectores de QuimicoDocument6 pagesCatalogo Inyectores de QuimicoOscar Mauricio Santos MNo ratings yet
- Short Communication: Cholesterol Oxidation Products in Traditional ButtermilkDocument6 pagesShort Communication: Cholesterol Oxidation Products in Traditional ButtermilkViviana TorresNo ratings yet
- Solomon Organic Chemistry Chapter 19 SlidesDocument35 pagesSolomon Organic Chemistry Chapter 19 Slidesdanrcg100% (1)
- IFFCO Urea ProcesspdfDocument3 pagesIFFCO Urea ProcesspdfBalas43No ratings yet
- Chemistry The Molecular Nature of Matter and Change 7th Edition Silberberg Solutions ManualDocument19 pagesChemistry The Molecular Nature of Matter and Change 7th Edition Silberberg Solutions Manualshute.scasely.i94b100% (24)
- Rock and SoilDocument7 pagesRock and SoilEileen TeeNo ratings yet
- Seminar Kimia SPM Mmu 2017 CG Adura Jawapan Kertas 2 PDFDocument48 pagesSeminar Kimia SPM Mmu 2017 CG Adura Jawapan Kertas 2 PDFNoorleha Mohd YusoffNo ratings yet
- Occupational Dermatitis WhatDocument34 pagesOccupational Dermatitis WhatBhavani BudiNo ratings yet
- Stock Report of Ozone As On 18.06.19 Item Code Variant Code Item DescriptionDocument6 pagesStock Report of Ozone As On 18.06.19 Item Code Variant Code Item DescriptionsmijusNo ratings yet
- 1 HBS HydraulicValvesDocument29 pages1 HBS HydraulicValvesXavierGonzalezNo ratings yet
- Plancha Prensa AllianceDocument142 pagesPlancha Prensa AllianceHarrison JimenezNo ratings yet
- ATCC Bacterial Culture GuideDocument35 pagesATCC Bacterial Culture GuidePramoth NarashimmanNo ratings yet
- As 1940 2004 The Storage and Handling of Flammable andDocument11 pagesAs 1940 2004 The Storage and Handling of Flammable andمحمود من فارس للبترول0% (1)
- Staphylococcus Aurew: Specific Solute Effects With Special Reference ToDocument11 pagesStaphylococcus Aurew: Specific Solute Effects With Special Reference ToWassini BensNo ratings yet
- Allen 2018 Leader Test Series Q PaperDocument37 pagesAllen 2018 Leader Test Series Q PaperAnuz MominNo ratings yet
- Functional Liquid Crystals Towards The Next Generation of MaterialsDocument18 pagesFunctional Liquid Crystals Towards The Next Generation of MaterialsVeronicaIguarbeMontalbanNo ratings yet
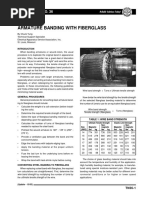
- TN 36 Armature BandingDocument4 pagesTN 36 Armature Bandingpranav05No ratings yet
- Fluids & Electrolytes-EnhanceDocument165 pagesFluids & Electrolytes-EnhanceJes CmtNo ratings yet
- ALLOYSDocument4 pagesALLOYSMekineNo ratings yet
- Ariston Hot PointDocument84 pagesAriston Hot Pointromanianpaul3033100% (1)
- Childers Insulation Products Selection GuideDocument8 pagesChilders Insulation Products Selection GuideAnonymous ynJByUs0% (1)
- CASE STUDY - Bhopal Gas TragedyDocument12 pagesCASE STUDY - Bhopal Gas TragedyAli Asif0% (1)
- Three-Dimensional Lithium-Ion Battery ModelDocument35 pagesThree-Dimensional Lithium-Ion Battery ModelmortezagashtiNo ratings yet
- Chapter 5Document2 pagesChapter 5farhansuperfyenNo ratings yet
- (Cecil Smith) Distillation Control An EngineeringDocument6 pages(Cecil Smith) Distillation Control An EngineeringMohamed GuenouneNo ratings yet
- APTI413 PP Ch9Document56 pagesAPTI413 PP Ch9Stefanos DiamantisNo ratings yet
- Miwa, 2010Document7 pagesMiwa, 2010Gabriela SalesNo ratings yet
- 1 Forum EnergyClimate-Dialogue Alstom Presentation UkrDocument55 pages1 Forum EnergyClimate-Dialogue Alstom Presentation UkrTitipong PulbunrojNo ratings yet