Download as pdf or txt
You might also like
- CR Certificate (1465731)Document6 pagesCR Certificate (1465731)rampartnersbusinessllcNo ratings yet
- Standard Operating Procedures For Sugar Industry PDFDocument60 pagesStandard Operating Procedures For Sugar Industry PDFzalabi100% (5)
- GB 50010-2010Document249 pagesGB 50010-2010zalabiNo ratings yet
- Training Manual-Meat Processing Final 2017Document31 pagesTraining Manual-Meat Processing Final 2017Mukuka Mubanga Kashampepo100% (3)
- 2.0 Review of Slaughter and Handling of MeatDocument28 pages2.0 Review of Slaughter and Handling of MeatArdonia IvyNo ratings yet
- GB 799-1988 - enDocument6 pagesGB 799-1988 - enzalabiNo ratings yet
- A Little Princess Folan Miller June 2018Document119 pagesA Little Princess Folan Miller June 2018Aiden Condron100% (1)
- PixSense - Go-to-Market Strategy PDFDocument19 pagesPixSense - Go-to-Market Strategy PDFIliasNo ratings yet
- Balagot, Marrielle M. (Slaughter House)Document16 pagesBalagot, Marrielle M. (Slaughter House)Marrielle BalagotNo ratings yet
- Meat and Poultry Processing: - Can Be Defined As "The Muscle Tissue of Slaughter Animals"Document77 pagesMeat and Poultry Processing: - Can Be Defined As "The Muscle Tissue of Slaughter Animals"robel kassawNo ratings yet
- 9.5.1 Meat Packing PlantsDocument7 pages9.5.1 Meat Packing PlantsdkaringamNo ratings yet
- Meat Processing (Burger Patties)Document55 pagesMeat Processing (Burger Patties)Bitter SugarNo ratings yet
- Agrodok-Series No. 55 - Beef ProductionDocument97 pagesAgrodok-Series No. 55 - Beef ProductionEzekiel BulusNo ratings yet
- K Iepper Rendering PresentationDocument8 pagesK Iepper Rendering Presentationjimdacalano1911No ratings yet
- CHAPTER 9 RevisedDocument25 pagesCHAPTER 9 RevisedAlliah MendozaNo ratings yet
- Chicken PDFDocument13 pagesChicken PDFMaiko Gil HiwatigNo ratings yet
- Poultry ProcessingDocument47 pagesPoultry ProcessingGenNo ratings yet
- Rendering 101: A Primer On The Rendering IndustryDocument53 pagesRendering 101: A Primer On The Rendering IndustryAlan huINo ratings yet
- The Source of Essential, High-Quality Products: RenderingDocument30 pagesThe Source of Essential, High-Quality Products: RenderingGabriella C VicenteNo ratings yet
- Plant Layouts For ByproductsDocument28 pagesPlant Layouts For ByproductsyemNo ratings yet
- Red MeatDocument9 pagesRed Meatarka prava LahiriNo ratings yet
- CHAPTER 3 Meat ProductsDocument63 pagesCHAPTER 3 Meat ProductsCt100% (1)
- Table 2-1 Overview of World Meat ProductionDocument18 pagesTable 2-1 Overview of World Meat Productiondontan90No ratings yet
- Australia New Zealand Food Standards Code - Schedule 22 - Foods and Classes of FoodsDocument12 pagesAustralia New Zealand Food Standards Code - Schedule 22 - Foods and Classes of FoodsTiara UtamiNo ratings yet
- Frozen BeefDocument15 pagesFrozen BeefFiza Meleveettil - 26No ratings yet
- 2.KP2 Basic ButcheriDocument15 pages2.KP2 Basic ButcheriAhmad Ruhaifi ZahariNo ratings yet
- Manufacturing ProcessDocument2 pagesManufacturing Processlemon cookiesNo ratings yet
- Angeles MeatProcessingDocument38 pagesAngeles MeatProcessingAnonymous gO6PtzXa6No ratings yet
- DA AO. No. 6 S 2012 Rules and Regulation On Hygienic Handling of Chillled, Frozen and Thawed Meat in Meat MarketsDocument13 pagesDA AO. No. 6 S 2012 Rules and Regulation On Hygienic Handling of Chillled, Frozen and Thawed Meat in Meat MarketsJessa Beth GarcianoNo ratings yet
- Manual On Simple Methods of Meat PreservationDocument86 pagesManual On Simple Methods of Meat PreservationAleksandra MartinovicNo ratings yet
- Feng 3008-Food Technology I-Week 2Document71 pagesFeng 3008-Food Technology I-Week 2Zülal Sıla BaştürkNo ratings yet
- Group 1.MEAT AND MEAT PRODUCTS PDFDocument47 pagesGroup 1.MEAT AND MEAT PRODUCTS PDFGiselle LabaganNo ratings yet
- Water Food IndustryDocument10 pagesWater Food IndustryMark Anthony AcangNo ratings yet
- Meat ProcessingDocument45 pagesMeat ProcessingDavid Košić100% (1)
- Sunpride FoodsDocument4 pagesSunpride FoodsGladieJohnAlcuirezNo ratings yet
- .Trashed-4 - Abattoir Management Emergency Slaughter Rigor MortisDocument24 pages.Trashed-4 - Abattoir Management Emergency Slaughter Rigor MortisManish GhimireNo ratings yet
- SLAUGHTER HOUSE WASTE AND DEAD ANIMALS: PARAMETERS: Punjab Constitutes Committee To Implement Who's Parameters in Slaughter Houses - Naresh KadyanDocument8 pagesSLAUGHTER HOUSE WASTE AND DEAD ANIMALS: PARAMETERS: Punjab Constitutes Committee To Implement Who's Parameters in Slaughter Houses - Naresh KadyanNaresh KadyanNo ratings yet
- Food Science Unit 4Document4 pagesFood Science Unit 4Krithi meNo ratings yet
- Food Science Unit 3Document6 pagesFood Science Unit 3Krithi meNo ratings yet
- 02 Livestock 08 - 04 - 2016 KopieDocument28 pages02 Livestock 08 - 04 - 2016 KopieAlberto CamachoNo ratings yet
- 2.0 Review of Slaughter and Handling of MeatDocument28 pages2.0 Review of Slaughter and Handling of MeatGradeNo ratings yet
- ANSCI Slaughtering, Processing and Marketing of Farm AnimalsDocument37 pagesANSCI Slaughtering, Processing and Marketing of Farm Animalstrashybin00No ratings yet
- Meat Processing TechnologyDocument52 pagesMeat Processing TechnologyAnna FloraNo ratings yet
- Poultry ProcessingDocument19 pagesPoultry ProcessingElianaNo ratings yet
- Killing and Processing: Goose Production Systems 65Document4 pagesKilling and Processing: Goose Production Systems 65diagnoz7auto7carsvanNo ratings yet
- MoLF Broiler TrainingDocument141 pagesMoLF Broiler Traininganwar kadiNo ratings yet
- CH - 5 - Fermented Meats - Gounadaki - Skandamis - NychasDocument28 pagesCH - 5 - Fermented Meats - Gounadaki - Skandamis - NychasAntonia GounadakiNo ratings yet
- r30 I-P - Meat ProductsDocument31 pagesr30 I-P - Meat ProductsAndres CalvoNo ratings yet
- Lecture FiveDocument15 pagesLecture Fiveሸዋረጋ ሀብታሙ ሀይሌNo ratings yet
- Effluent Treatment Plant of MCD Slaughter HouseDocument43 pagesEffluent Treatment Plant of MCD Slaughter HouseAG-Metal /Tretman Otpadnih Voda/Wastewater Treatment100% (5)
- Indian Meat IndustryDocument26 pagesIndian Meat Industrychiragkaushik558No ratings yet
- Foreword: Philippine National Standard PNS/BAFPS 41:2008 For Pork Cuts ICSDocument23 pagesForeword: Philippine National Standard PNS/BAFPS 41:2008 For Pork Cuts ICSChing ElmerNo ratings yet
- FST437 - Chapter 7 - FD Processing and QualityDocument39 pagesFST437 - Chapter 7 - FD Processing and QualityNur AlisaNo ratings yet
- Schedule1 NMD Dbase ProgrammeDocument110 pagesSchedule1 NMD Dbase ProgrammeAngel Daniel GarciajoyaNo ratings yet
- Introduction and Manufacturing ProcessDocument9 pagesIntroduction and Manufacturing ProcesspototoygangbangNo ratings yet
- Preparation of Collagen Concentrate From Chicken Feet:, Pavel MOKREJŠDocument9 pagesPreparation of Collagen Concentrate From Chicken Feet:, Pavel MOKREJŠAmi UtamiNo ratings yet
- Wealth From Meat Industry By-Products and Waste: A Review: Rukhsaar Sayeed and Pratibha TiwariDocument18 pagesWealth From Meat Industry By-Products and Waste: A Review: Rukhsaar Sayeed and Pratibha TiwariJuan Camilo AguiarNo ratings yet
- International Marketing Final PDFDocument28 pagesInternational Marketing Final PDFRavi ChaurasiaNo ratings yet
- Poultry ProcessDocument40 pagesPoultry ProcessLatiff IbrahimNo ratings yet
- Module in Meat Science and Technology CO1Document28 pagesModule in Meat Science and Technology CO1NALANG FEBREA MAE D.No ratings yet
- Chapter 7Document37 pagesChapter 7wahabhseNo ratings yet
- Foods Fish Processing Second GradingDocument27 pagesFoods Fish Processing Second GradingLeonora Rastica OlandriaNo ratings yet
- Cattle Breeds, Recreates And FattensFrom EverandCattle Breeds, Recreates And FattensNo ratings yet
- The Business of Being a Housewife: A Manual Efficiency and EconomyFrom EverandThe Business of Being a Housewife: A Manual Efficiency and EconomyNo ratings yet
- Animal Feed Bags 25 KG For External UseDocument1 pageAnimal Feed Bags 25 KG For External UsezalabiNo ratings yet
- Tape Extruction Process PicDocument1 pageTape Extruction Process PiczalabiNo ratings yet
- PP Market Stu8dyDocument6 pagesPP Market Stu8dyzalabiNo ratings yet
- MeasurementsDocument19 pagesMeasurementszalabiNo ratings yet
- Cane Factory DiffusionDocument5 pagesCane Factory DiffusionzalabiNo ratings yet
- Piping & Instrument Diagram Symbols & Legends (Equipment)Document1 pagePiping & Instrument Diagram Symbols & Legends (Equipment)zalabiNo ratings yet
- Boiler Steam FlowDocument1 pageBoiler Steam FlowzalabiNo ratings yet
- Handling of By-Products and Treatment of WasteDocument7 pagesHandling of By-Products and Treatment of WastezalabiNo ratings yet
- Management of Waste From Animal Product ProcessingDocument3 pagesManagement of Waste From Animal Product ProcessingzalabiNo ratings yet
- Conclusions and RecommendationsDocument3 pagesConclusions and RecommendationszalabiNo ratings yet
- Dairy IndustryDocument7 pagesDairy IndustryzalabiNo ratings yet
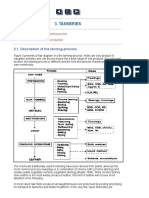
- TANNERIESDocument7 pagesTANNERIESzalabiNo ratings yet
- Basrah Modern SlaughterhouseDocument59 pagesBasrah Modern SlaughterhousezalabiNo ratings yet
- 2011 SMACNA Publications FormDocument2 pages2011 SMACNA Publications FormzalabiNo ratings yet
- Refresher Sugar Engineering CourseDocument202 pagesRefresher Sugar Engineering Coursezalabi100% (1)
- The Sugar Engineers: Batch Pan DesignDocument2 pagesThe Sugar Engineers: Batch Pan DesignzalabiNo ratings yet
- GB 50051-2013 PDFDocument150 pagesGB 50051-2013 PDFzalabiNo ratings yet
- Checklist For P&ID Review (Offshore)Document3 pagesChecklist For P&ID Review (Offshore)zalabi100% (1)
- Nvod Na Pouitvirtuoso II LINET EN Id192pdfDocument35 pagesNvod Na Pouitvirtuoso II LINET EN Id192pdfrobertoNo ratings yet
- Managing NetworksDocument1 pageManaging Networksdovipat712No ratings yet
- Non-Circumvention, Non-Disclosure Agreement (Ncnda)Document5 pagesNon-Circumvention, Non-Disclosure Agreement (Ncnda)fabrizio ballesiNo ratings yet
- 4500MB - CH 2 - Parr - Stirred Reactors and Pressure Vessels Catalog v15 Literature PDFDocument45 pages4500MB - CH 2 - Parr - Stirred Reactors and Pressure Vessels Catalog v15 Literature PDFglaubersgNo ratings yet
- EDB Postgres Backup and Recovery Guide v2.4 PDFDocument145 pagesEDB Postgres Backup and Recovery Guide v2.4 PDFomar2022No ratings yet
- CoaDocument6 pagesCoaCarlo CariasoNo ratings yet
- CXC History Past Paper QuestionsTheme 1 PaperDocument2 pagesCXC History Past Paper QuestionsTheme 1 PaperSamantha ClarkeNo ratings yet
- Changing Approach To Food Self-Sufficiency On The Scenario of The Pandemic "Covid 19"Document5 pagesChanging Approach To Food Self-Sufficiency On The Scenario of The Pandemic "Covid 19"Ashish ShresthaNo ratings yet
- DSP Question Bank With SolutionsDocument52 pagesDSP Question Bank With SolutionsRakesh Kumar DNo ratings yet
- SSR 2012-13Document146 pagesSSR 2012-13Madhu Sayari100% (1)
- Homework 6Document6 pagesHomework 6LiamNo ratings yet
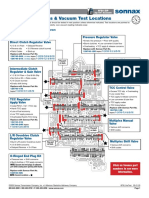
- Critical Wear Areas & Vacuum Test Locations: Upper Valve Body - 6F50 ShownDocument4 pagesCritical Wear Areas & Vacuum Test Locations: Upper Valve Body - 6F50 ShownautomaticosbrasilNo ratings yet
- Technical Data Sheet Street Light - 120W: Description: Product Code VH04120010401Document1 pageTechnical Data Sheet Street Light - 120W: Description: Product Code VH04120010401Martin Takudzwa Chakadona100% (1)
- Design and Fabrication of A Blanking Tool: Gopi Krishnan. C (30408114309) (30408114092)Document44 pagesDesign and Fabrication of A Blanking Tool: Gopi Krishnan. C (30408114309) (30408114092)Daniel Saldaña ANo ratings yet
- USC WhitepaperDocument35 pagesUSC Whitepaperdariodante2022No ratings yet
- Enhancing Efficiency and Reliability: Automation of Oil Desalination and Dehydration ProcessDocument14 pagesEnhancing Efficiency and Reliability: Automation of Oil Desalination and Dehydration ProcessYunusov ZiyodulloNo ratings yet
- Command Area Development by Using FAO Cropwat 8.0 Model and Impact of Climate Change On Crop Water Requirement-A Case Study On Araniar Reservoir Basin (Pichatur Dam)Document14 pagesCommand Area Development by Using FAO Cropwat 8.0 Model and Impact of Climate Change On Crop Water Requirement-A Case Study On Araniar Reservoir Basin (Pichatur Dam)Jonathan QuirozNo ratings yet
- Smiths of Winterforge Rulebook 0.9Document9 pagesSmiths of Winterforge Rulebook 0.9NatsukiPLNo ratings yet
- Social Science All in One (Preli)Document363 pagesSocial Science All in One (Preli)Safa AbcNo ratings yet
- Bangladesh Army University of Science &technology: Supervised byDocument42 pagesBangladesh Army University of Science &technology: Supervised byAsef MubarratNo ratings yet
- Villaflor, Jesus Jr. O 2019-30506Document5 pagesVillaflor, Jesus Jr. O 2019-30506Jesus Villaflor Jr.No ratings yet
- Session 6 Dar5Document36 pagesSession 6 Dar5Jas CariñoNo ratings yet
- Brochure - HRM ThreadDocument6 pagesBrochure - HRM ThreadPrateek KumarNo ratings yet
- 03 - Lecture Slide - Basic Models in TensorFlowDocument94 pages03 - Lecture Slide - Basic Models in TensorFlowRoberto PereiraNo ratings yet
- IT0007-Laboratory-Exercise-7 - Incident HandlingDocument5 pagesIT0007-Laboratory-Exercise-7 - Incident HandlingDenise JaoNo ratings yet
- How To Guide Developing A Customer Focused Quality Improvement Plan TRACC 3616Document18 pagesHow To Guide Developing A Customer Focused Quality Improvement Plan TRACC 3616Salih Erdem100% (1)
- How Long A Trip Is It From Here To Our Cairo Office?Document5 pagesHow Long A Trip Is It From Here To Our Cairo Office?Luyện TrầnNo ratings yet