Download as pdf or txt
You might also like
- Kent2003 ReferenceWorkEntry SoapSoapFattyAcidsFattyAcidsAnDocument43 pagesKent2003 ReferenceWorkEntry SoapSoapFattyAcidsFattyAcidsAnAhmed KhaledNo ratings yet
- Soap-Making Manual A Practical Handbook on the Raw Materials, Their Manipulation, Analysis and Control in the Modern Soap Plant.From EverandSoap-Making Manual A Practical Handbook on the Raw Materials, Their Manipulation, Analysis and Control in the Modern Soap Plant.Rating: 4 out of 5 stars4/5 (2)
- Clay Pot CookingDocument68 pagesClay Pot Cookingoyt100% (3)
- Soap and Related Products Palm and Lauric OilDocument5 pagesSoap and Related Products Palm and Lauric OilscornelioNo ratings yet
- A Study of Residual Oils Recovered From Spent Bleaching Earth: Their Characteristics and ApplicationsDocument6 pagesA Study of Residual Oils Recovered From Spent Bleaching Earth: Their Characteristics and Applicationsfatiya rizkiyaniNo ratings yet
- RRLDocument9 pagesRRLLourdes CagungunNo ratings yet
- 3 Preparation and CharactersationDocument26 pages3 Preparation and Charactersationsindhnayak48No ratings yet
- GH2429302934 PDFDocument5 pagesGH2429302934 PDFTeodor BoianovNo ratings yet
- Basic OleoDocument42 pagesBasic OleoellysNo ratings yet
- Production of Detergent From Castor OilDocument8 pagesProduction of Detergent From Castor OilLenh DavidleNo ratings yet
- Soap and Detergent-LecDocument35 pagesSoap and Detergent-LecMd Abdul KaiyumNo ratings yet
- 9 - Oils and FatsDocument9 pages9 - Oils and FatsUvvj RajuNo ratings yet
- Liquid Soap Manufacturing Process DynamiDocument9 pagesLiquid Soap Manufacturing Process DynamialkhlayftgNo ratings yet
- Review Paper A Study of Purify The Used Oil Exploitation AcidclayDocument3 pagesReview Paper A Study of Purify The Used Oil Exploitation AcidclaymeetNo ratings yet
- Chemistry Investigatory ProjectDocument16 pagesChemistry Investigatory ProjectAmit ThakurNo ratings yet
- Bar Soap New EditionDocument18 pagesBar Soap New EditionMiracle UzomaNo ratings yet
- Edible Oil Processing - Alkali RefiningDocument8 pagesEdible Oil Processing - Alkali RefiningKard SamndNo ratings yet
- Synopsis 4Document11 pagesSynopsis 4praveen komathNo ratings yet
- Asades: Crude Oil Treatment For Cotton Transesterification AlkalineDocument4 pagesAsades: Crude Oil Treatment For Cotton Transesterification AlkalineJavier AlbaNo ratings yet
- Fatliqur Jajoba OilDocument8 pagesFatliqur Jajoba OilAnbarasu ArasuNo ratings yet
- Jojoba OilDocument8 pagesJojoba OilSriArthiNo ratings yet
- Palm BasedsoapDocument19 pagesPalm BasedsoapAhmed KhaledNo ratings yet
- Pembuatan Sabun Cair Dari Minyak JelantaDocument5 pagesPembuatan Sabun Cair Dari Minyak JelantaOjan KentNo ratings yet
- Properties of Soaps Derived From Distilled Palm Stearin and Palm Kernel Fatty AcidsDocument19 pagesProperties of Soaps Derived From Distilled Palm Stearin and Palm Kernel Fatty AcidsArslan DogarNo ratings yet
- Lab Scale Production of SoapDocument16 pagesLab Scale Production of SoapAshrul NasirNo ratings yet
- J Sciaf 2020 E00498Document24 pagesJ Sciaf 2020 E00498Ilyas KhanNo ratings yet
- The Effect of Operating Conditions of Urea Dewaxing On The Pour Point of Light Lubricating OilDocument5 pagesThe Effect of Operating Conditions of Urea Dewaxing On The Pour Point of Light Lubricating OilNima FakherNo ratings yet
- Study On The Solvent Power of A New Green Solvent BiodieselDocument4 pagesStudy On The Solvent Power of A New Green Solvent BiodieselNestor Armando Marin SolanoNo ratings yet
- MO in Vegetable OilsDocument29 pagesMO in Vegetable OilsSushil ChaudhariNo ratings yet
- SaponificationDocument6 pagesSaponificationMeara Lalaine Abiog0% (1)
- Bar SoapDocument11 pagesBar SoapLoïc steve Nyamsi BefouraNo ratings yet
- Assignment 2 Group10 Report PDFDocument11 pagesAssignment 2 Group10 Report PDFnurul syamimieNo ratings yet
- Chem 213 FFR 4Document10 pagesChem 213 FFR 4bts176No ratings yet
- Department of Chemical Engineering Stream-Environmental Engineering Target Group 5 Year TitleDocument15 pagesDepartment of Chemical Engineering Stream-Environmental Engineering Target Group 5 Year Titleyonas fentahunNo ratings yet
- Stability Study of Cocoa Butter Body Scrub Formulated With Ground Cocoa Pod HuskDocument7 pagesStability Study of Cocoa Butter Body Scrub Formulated With Ground Cocoa Pod Huskudiwaluyo waluyoNo ratings yet
- Glycerol Residue-A Rich Source Glycerol and Medium Chain Fatty AcidDocument5 pagesGlycerol Residue-A Rich Source Glycerol and Medium Chain Fatty AcidRikardo LumbantoruanNo ratings yet
- Waste Lubricating-1Document4 pagesWaste Lubricating-1Tiffany noor afifNo ratings yet
- Residual Oil and Suspended Solid Removal Using Natural Adsorbents Chitosan, Bentonite and Activated Carbon: A Comparative StudyDocument7 pagesResidual Oil and Suspended Solid Removal Using Natural Adsorbents Chitosan, Bentonite and Activated Carbon: A Comparative StudyTiffany noor afifNo ratings yet
- Mabrouk 2005Document4 pagesMabrouk 2005Jorge Trujillo SilvaNo ratings yet
- Soap, Fatty Acids, and Synthetic Detergents: Janine Chupa, Steve Misner, Amit Sachdev, and George A. SmithDocument2 pagesSoap, Fatty Acids, and Synthetic Detergents: Janine Chupa, Steve Misner, Amit Sachdev, and George A. SmithWria AbdulrahmanNo ratings yet
- Characteristics of Residual Oil Extracted From Palm Oil Mill Effluent (POME)Document3 pagesCharacteristics of Residual Oil Extracted From Palm Oil Mill Effluent (POME)Nurhayati SurbaktiNo ratings yet
- CIE MechanismDocument6 pagesCIE MechanismEvan KeeNo ratings yet
- Soap PreparationDocument40 pagesSoap PreparationDesiana Anggraeni100% (1)
- Kaleesuwari - Palani - Project Report 2018Document62 pagesKaleesuwari - Palani - Project Report 2018Raja' s100% (1)
- Oilref-Soybean Oil RefiningDocument37 pagesOilref-Soybean Oil RefiningirfanNo ratings yet
- COI-T.20-Doc.-No-33-Rev.-1-2017 (Fatty Acid MOA)Document16 pagesCOI-T.20-Doc.-No-33-Rev.-1-2017 (Fatty Acid MOA)KhalidNo ratings yet
- Production and Analysis of Soap Using Locally Available Raw-MaterialsDocument6 pagesProduction and Analysis of Soap Using Locally Available Raw-Materialslouis alayanNo ratings yet
- Apch Prac Report 1Document5 pagesApch Prac Report 1sthembisoandile059No ratings yet
- ProductionandAnalysisofSoapusingLocallyAvailableRaw MaterialsDocument6 pagesProductionandAnalysisofSoapusingLocallyAvailableRaw MaterialsLukman HakimNo ratings yet
- Preparation and Properties of A Soap: ObjectiveDocument3 pagesPreparation and Properties of A Soap: ObjectiveBodhi Satwa MishraNo ratings yet
- Palm Oil Refinery Wastes Treatment: (Receired October 1980)Document6 pagesPalm Oil Refinery Wastes Treatment: (Receired October 1980)edison58No ratings yet
- Ch. IIDocument10 pagesCh. IIhalloifNo ratings yet
- Clay TreatmentDocument8 pagesClay TreatmentTuchitoNo ratings yet
- Soap Making and Fats TestingDocument94 pagesSoap Making and Fats TestingEra MelaniaNo ratings yet
- Attacus Ricinii (Eri) Pupae Oil As An Alternative Feedstock For The Production of BiofuelDocument3 pagesAttacus Ricinii (Eri) Pupae Oil As An Alternative Feedstock For The Production of BiofuelWARP-World Academy of Research and PublicationNo ratings yet
- Laporan SabunDocument21 pagesLaporan SabunSafii FarhanNo ratings yet
- Waste Lubricating Oil Treatment by Adsorption Process Using Different AdsorbentsDocument4 pagesWaste Lubricating Oil Treatment by Adsorption Process Using Different AdsorbentsjarnokorhonenNo ratings yet
- Assignment Chemical Process IndustriesDocument11 pagesAssignment Chemical Process IndustrieswaqaskhanNo ratings yet
- 26334PDFDocument4 pages26334PDFDyan DargustinNo ratings yet
- Soap-Making Manual. A practical Handbook on the RControl in the modern Soap PlantFrom EverandSoap-Making Manual. A practical Handbook on the RControl in the modern Soap PlantRating: 5 out of 5 stars5/5 (2)
- Soap-Making Manual: A Practical Handbook on the Raw Materials, Their Manipulation, Analysis and Control in the Modern Soap PlantFrom EverandSoap-Making Manual: A Practical Handbook on the Raw Materials, Their Manipulation, Analysis and Control in the Modern Soap PlantNo ratings yet
- Experiment 8 Complexometric TitrationDocument7 pagesExperiment 8 Complexometric Titrationabcd efgNo ratings yet
- Laboratory Measurements & TechniquesDocument10 pagesLaboratory Measurements & Techniquesabcd efgNo ratings yet
- Quantitative Determination of Total Hardness in Drinking Water by Complexometric EDTA TitrationDocument14 pagesQuantitative Determination of Total Hardness in Drinking Water by Complexometric EDTA Titrationabcd efgNo ratings yet
- Standard Operating ProcedureDocument3 pagesStandard Operating Procedureabcd efgNo ratings yet
- Electrolux 603288 Manual de UsuarioDocument4 pagesElectrolux 603288 Manual de UsuarioytdndjdtNo ratings yet
- Council of Ministers: Prime MinisterDocument4 pagesCouncil of Ministers: Prime MinisterSriSriNo ratings yet
- Uas BHS Inggris Kelas Xi Ganjil SmaduDocument6 pagesUas BHS Inggris Kelas Xi Ganjil SmaduZamm Sarung SutraNo ratings yet
- Reading and Writing 3 Q: Skills For Success Unit 2 Student Book Answer KeyDocument5 pagesReading and Writing 3 Q: Skills For Success Unit 2 Student Book Answer KeyfaisalNo ratings yet
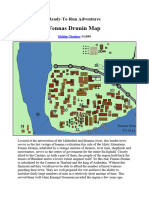
- 12.1 The Marauders - Fennas Drunin Map and Town Description by Phillip Gladney (July, 1999)Document6 pages12.1 The Marauders - Fennas Drunin Map and Town Description by Phillip Gladney (July, 1999)Valentin TapataNo ratings yet
- Decribing Places Buildings Successful Writing - Intermediate SBDocument6 pagesDecribing Places Buildings Successful Writing - Intermediate SBChirac OanaNo ratings yet
- English 5Document7 pagesEnglish 5Reuelyn ValenzuelaNo ratings yet
- Discover Your Phallic DivinityDocument3 pagesDiscover Your Phallic DivinityBenjamin Tristan Antinoüs Llinares100% (1)
- A Study On The Perception of Youth Towards Fast Food: Dr. Veni Nair, Dr. Sarit Prava Das AbstractDocument9 pagesA Study On The Perception of Youth Towards Fast Food: Dr. Veni Nair, Dr. Sarit Prava Das AbstractAnisha AmmuNo ratings yet
- Burger Fever GRP 1Document21 pagesBurger Fever GRP 1Clarisse Paola EsperaNo ratings yet
- Emerging Trends Towards Online Food Delivery Apps in India Dr.S.C.B.Samuel Anbu Selvan Susan Anita AndrewDocument10 pagesEmerging Trends Towards Online Food Delivery Apps in India Dr.S.C.B.Samuel Anbu Selvan Susan Anita AndrewSanjana JagadeshNo ratings yet
- Accenture Emerging Market Entry Candidates IndonesiaDocument16 pagesAccenture Emerging Market Entry Candidates Indonesiatsr123321No ratings yet
- Figoni Ch. 7 GlutenDocument6 pagesFigoni Ch. 7 Glutenaaakika0227No ratings yet
- 2.appointment Letter & Roles DescriptionDocument10 pages2.appointment Letter & Roles DescriptionHas platiniumNo ratings yet
- ACTIVITY 1. FEL DistributionDocument2 pagesACTIVITY 1. FEL DistributionHannah Caseria100% (1)
- Mental Health Toolkit PDFDocument58 pagesMental Health Toolkit PDFsamyamaitiNo ratings yet
- Effects On Health Through Bakery Products and Concern With AdditivesDocument148 pagesEffects On Health Through Bakery Products and Concern With AdditivesEldho Philip50% (2)
- Work Book U4Document8 pagesWork Book U4YELSN ALEJADRO HERNANDEZ FIGUEROANo ratings yet
- Executive Order No. 030 S. 2022Document1 pageExecutive Order No. 030 S. 2022SAMMY SARMIENTONo ratings yet
- Golden Moments of HyderabadDocument2 pagesGolden Moments of HyderabadCelestine DcruzNo ratings yet
- Tamilnadu B2B SampleDocument951 pagesTamilnadu B2B Sampledeva nesan100% (1)
- Fermented Dairy FoodsDocument7 pagesFermented Dairy FoodsTan NguyenNo ratings yet
- Production of Vit. B2Document9 pagesProduction of Vit. B2PaYee Biongcog - ManaloNo ratings yet
- Guide To Studying in Australia PDFDocument47 pagesGuide To Studying in Australia PDFBilal Hussain SiddiquiNo ratings yet
- Vocabulary ExamDocument4 pagesVocabulary Examagustina chervoNo ratings yet
- 2020 Advertising Spends Report by Reelanalytics LTDDocument34 pages2020 Advertising Spends Report by Reelanalytics LTDRobert NgenziNo ratings yet
- Mokhamad Danendra Ihya Rispinanda - 2020002011 - Syllabus English For Culinary Major - Group TaskDocument7 pagesMokhamad Danendra Ihya Rispinanda - 2020002011 - Syllabus English For Culinary Major - Group TaskDanendra IhyaNo ratings yet
- Crop Planning Users Guide FinalDocument15 pagesCrop Planning Users Guide Finalronalit malintadNo ratings yet
- SH 3 Ra 3Document4 pagesSH 3 Ra 3OMAR KATA FOR ALLNo ratings yet