Download as pdf or txt
You might also like
- Guide Notes For Anchors and Chains SurveyDocument5 pagesGuide Notes For Anchors and Chains SurveyJORGENo ratings yet
- Offshore Mooring Chain Cables and AccessoriesDocument8 pagesOffshore Mooring Chain Cables and Accessoriesscofiel1No ratings yet
- Astm A 780 - A 780M-09Document4 pagesAstm A 780 - A 780M-09Ramsi AnkziNo ratings yet
- Curriculum Vitae: Luis G. Sison, PH.DDocument7 pagesCurriculum Vitae: Luis G. Sison, PH.DThe MatrixNo ratings yet
- Design of Machine ElementsDocument150 pagesDesign of Machine Elementsguru prasad100% (2)
- Computer Forensics FinalDocument34 pagesComputer Forensics FinalPrathima Prahalad100% (1)
- IACS Wear of Chains - Guide For Anchoring Equipment in ServiceDocument10 pagesIACS Wear of Chains - Guide For Anchoring Equipment in ServicegabelendaNo ratings yet
- Anchor Chain PDFDocument10 pagesAnchor Chain PDFchristianvanNo ratings yet
- IACS Rec - 79Document10 pagesIACS Rec - 79tyuNo ratings yet
- Iacs W-22 2004Document15 pagesIacs W-22 2004Guilherme de BarrosNo ratings yet
- 12 - Exhibit C Sp-Welding of Pipelines &facilitiesDocument13 pages12 - Exhibit C Sp-Welding of Pipelines &facilitiesMoaatazz Nouisri100% (1)
- Mos - Chilled Water Pipe WeldingDocument3 pagesMos - Chilled Water Pipe WeldingUTKARSH GADVENo ratings yet
- Quenched and Tempered Vacuum-Treated Carbon and Alloy Steel Forgings For Pressure VesselsDocument9 pagesQuenched and Tempered Vacuum-Treated Carbon and Alloy Steel Forgings For Pressure VesselsRavi GurugeNo ratings yet
- CNRL Pipeline Welding Specifications 2009Document5 pagesCNRL Pipeline Welding Specifications 2009ntrkulja@hotmail.com100% (1)
- W32 Qualification Scheme For Welders of Hull Structural Steels W32Document15 pagesW32 Qualification Scheme For Welders of Hull Structural Steels W32Muhamad ShakyreenNo ratings yet
- Ur W18rev5Document13 pagesUr W18rev5carmenNo ratings yet
- Ur W18rev5Document13 pagesUr W18rev5taddeoNo ratings yet
- Sa 232Document5 pagesSa 232Raju SkNo ratings yet
- IP23 - Procedure For Welder Performance QualificationDocument25 pagesIP23 - Procedure For Welder Performance QualificationsajiNo ratings yet
- Welding Guidelines For Section ADocument6 pagesWelding Guidelines For Section AemadabdelsattarNo ratings yet
- Fab & Erection Pro 20000klR1Document17 pagesFab & Erection Pro 20000klR1Gandhi OnoNo ratings yet
- Ur w32Document14 pagesUr w32Rohit KambleNo ratings yet
- Asme Sa-232 PDFDocument4 pagesAsme Sa-232 PDFGato SesaNo ratings yet
- Scope: Method Statement For Welding ControlDocument6 pagesScope: Method Statement For Welding ControlSIBINNo ratings yet
- Transformer SpecsDocument60 pagesTransformer SpecssatyaprasadkolliNo ratings yet
- TSCDocument17 pagesTSCmailbkraoNo ratings yet
- Slip-Ons - Welding GuidelinesDocument7 pagesSlip-Ons - Welding GuidelinesPeter FowlesNo ratings yet
- Nnexure2 Technical Specification Radiant CoilDocument13 pagesNnexure2 Technical Specification Radiant CoilchilukamariNo ratings yet
- Rec70-Guidelines On Welding Procedure Qualification Test of Aluminum Alloys For Hull Construction and Marine StructuresDocument8 pagesRec70-Guidelines On Welding Procedure Qualification Test of Aluminum Alloys For Hull Construction and Marine StructuresThe MatrixNo ratings yet
- Electric Welding Accessories-Specification (: Indian StandardDocument8 pagesElectric Welding Accessories-Specification (: Indian StandardrajjaNo ratings yet
- Shop Welding InspectionDocument4 pagesShop Welding InspectionIndra Nath MishraNo ratings yet
- Vogt Recommendations For Field Welding of Small Alloy Steel Socket Weld ValvesDocument1 pageVogt Recommendations For Field Welding of Small Alloy Steel Socket Weld Valvessheldon6jayNo ratings yet
- STANDART PROCEDURE Welding Dan TestingDocument6 pagesSTANDART PROCEDURE Welding Dan TestingvayakunNo ratings yet
- Offshore Mooring ChainDocument33 pagesOffshore Mooring ChainNguyen ThangNo ratings yet
- Sa 231Document5 pagesSa 231ismaelarchilacastilloNo ratings yet
- Shielded Transition Couplings For Use With Dissimilar DWV Pipe and Fittings Above GroundDocument4 pagesShielded Transition Couplings For Use With Dissimilar DWV Pipe and Fittings Above GroundFernando Da RosNo ratings yet
- Rec 70 Rev 2Document9 pagesRec 70 Rev 2majdi jerbiNo ratings yet
- SAI GLOBAL, Index House, Ascot, Berks, SL5 7EU, UKDocument10 pagesSAI GLOBAL, Index House, Ascot, Berks, SL5 7EU, UKFerry SiegersNo ratings yet
- Carbon and Alloy Steel Forgings For Rings For Reduction GearsDocument3 pagesCarbon and Alloy Steel Forgings For Rings For Reduction GearsDarwin DarmawanNo ratings yet
- 19-Pipe Line Welding PDFDocument15 pages19-Pipe Line Welding PDFMustafa MubderNo ratings yet
- AVIONICSDocument6 pagesAVIONICSShyam Sundar ThakurNo ratings yet
- G S Earth WireDocument10 pagesG S Earth WiresaratNo ratings yet
- Conductorsandearthwire Accessoriesforoverheadlines: IS 2121 (Part 4) 1991Document8 pagesConductorsandearthwire Accessoriesforoverheadlines: IS 2121 (Part 4) 1991Pardeep KhosaNo ratings yet
- Welding Procedure SpecificationDocument5 pagesWelding Procedure SpecificationyazNo ratings yet
- Eps Mma Tig en PDFDocument18 pagesEps Mma Tig en PDFAdrian EftimieNo ratings yet
- Shielded Transition Couplings For Use With Dissimilar DWV Pipe and Fittings Above GroundDocument4 pagesShielded Transition Couplings For Use With Dissimilar DWV Pipe and Fittings Above GroundPaulo GalvãoNo ratings yet
- Chapter 5 WeldingDocument2 pagesChapter 5 WeldingWanderley FonsecaNo ratings yet
- 3M Scotchkote Liquid Coatings Application SpecificationDocument4 pages3M Scotchkote Liquid Coatings Application SpecificationleoNo ratings yet
- GM6442MDocument5 pagesGM6442MFelipao DelacruzNo ratings yet
- Everlight Itr20001 T f316 SBDocument51 pagesEverlight Itr20001 T f316 SBmatwan29No ratings yet
- Iksrfuekz.K Fo - QR Osfymm LVM JFGR, Adj Tathjsa RFKK La KSTH Lkadysa Fof'Kf"VDocument13 pagesIksrfuekz.K Fo - QR Osfymm LVM JFGR, Adj Tathjsa RFKK La KSTH Lkadysa Fof'Kf"VAhmed HossamNo ratings yet
- Extracted Pages From ASME II PART A2 (2019) - SA508Document10 pagesExtracted Pages From ASME II PART A2 (2019) - SA508Shankar Pl GowdaNo ratings yet
- Rulefinder Version 9.21 (January 2014) - Lloyd's Register Rules and Regulations - Section 2Document9 pagesRulefinder Version 9.21 (January 2014) - Lloyd's Register Rules and Regulations - Section 2Walter TrajadaNo ratings yet
- ASTM D3963 & D3963M-01 - Epoxy Coated Steel Reinforcing BarsDocument5 pagesASTM D3963 & D3963M-01 - Epoxy Coated Steel Reinforcing BarsKit100% (1)
- IRSM 39-2001 With Amendment 2016Document39 pagesIRSM 39-2001 With Amendment 2016Våïbhäv Çhåühåñ100% (1)
- Guidelines For Inspection of Hull Welds, 2017Document114 pagesGuidelines For Inspection of Hull Welds, 2017J.H LeeNo ratings yet
- Acsr Moose ConductorDocument17 pagesAcsr Moose ConductorRam Dhani Yadav100% (1)
- Tes-W-109.01-R0-General Welding CriteriaDocument23 pagesTes-W-109.01-R0-General Welding CriteriaUtkucan KILIÇNo ratings yet
- D Heat Treatment & TestDocument5 pagesD Heat Treatment & TestSusovan SensharmaNo ratings yet
- The Global Leader in Specialty Alloys: UNS S32760Document8 pagesThe Global Leader in Specialty Alloys: UNS S32760Cessare25No ratings yet
- Carbon and Alloy Steel Forgings For Magnetic Retaining Rings For Turbine GeneratorsDocument2 pagesCarbon and Alloy Steel Forgings For Magnetic Retaining Rings For Turbine GeneratorsRichard AlcaldeNo ratings yet
- Procedure For WQTDocument13 pagesProcedure For WQTdevikar8umNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Anode Requirements For Ships HullDocument2 pagesAnode Requirements For Ships HullThe MatrixNo ratings yet
- ABS Garbage Management ManualDocument25 pagesABS Garbage Management ManualThe MatrixNo ratings yet
- Guide For Safehull Condition Assessment-TankersDocument8 pagesGuide For Safehull Condition Assessment-TankersThe MatrixNo ratings yet
- Guide For Safehull Condition Assessment-Bulk CarriersDocument8 pagesGuide For Safehull Condition Assessment-Bulk CarriersThe MatrixNo ratings yet
- (D) Buckling Strength AssessmentDocument20 pages(D) Buckling Strength AssessmentThe MatrixNo ratings yet
- Bridge Design and Navigational Equipment/Systems: Guide ForDocument44 pagesBridge Design and Navigational Equipment/Systems: Guide ForThe MatrixNo ratings yet
- Ship in Operation Renewal CriteriaDocument8 pagesShip in Operation Renewal CriteriaThe MatrixNo ratings yet
- 1 I C S R O T: 1.1 General 1.1.1 ApplicabilityDocument4 pages1 I C S R O T: 1.1 General 1.1.1 ApplicabilityThe MatrixNo ratings yet
- Ship Safety and Pollution Prevention - The Regulatory RegimeDocument32 pagesShip Safety and Pollution Prevention - The Regulatory RegimeThe Matrix100% (1)
- Ceu5 2016Document36 pagesCeu5 2016Rajiv ChaudhariNo ratings yet
- Technical Description Hydraulic Excavator A 934 ' Litronic NEDocument12 pagesTechnical Description Hydraulic Excavator A 934 ' Litronic NELiebherrNo ratings yet
- CFD Analysis of Flow Through Compressor CascadeDocument10 pagesCFD Analysis of Flow Through Compressor CascadeKhalid KhalilNo ratings yet
- Syllabus Fall03 FFDocument4 pagesSyllabus Fall03 FFHarold WilsonNo ratings yet
- Requirment of StoreDocument7 pagesRequirment of StoreShadab AhmadNo ratings yet
- Cyclo Gearbox CatalogueDocument24 pagesCyclo Gearbox CatalogueRonald KaliraNo ratings yet
- Synopsis: Title of Project: - Guide: - Co-GuideDocument4 pagesSynopsis: Title of Project: - Guide: - Co-GuideVishal ChandraNo ratings yet
- Subversion (SVN) CheatsheetDocument2 pagesSubversion (SVN) CheatsheetLeo SamaNo ratings yet
- Physics NLM: R. S. Stationers, in Association With Connix, Bikaner (Raj) - PH.: 0151-2240651Document2 pagesPhysics NLM: R. S. Stationers, in Association With Connix, Bikaner (Raj) - PH.: 0151-2240651Lakshya ChandakNo ratings yet
- Resume Jimmy ShiDocument1 pageResume Jimmy ShiAnonymous FbEw4utbNo ratings yet
- Vector Mechanics For Engineers: Dynamics Vector Mechanics For Engineers: DynamicsDocument3 pagesVector Mechanics For Engineers: Dynamics Vector Mechanics For Engineers: Dynamicscarl domingoNo ratings yet
- PDFDocument359 pagesPDFeuqehtbNo ratings yet
- Uniform Plane WaveDocument57 pagesUniform Plane WavePuneeth SiddappaNo ratings yet
- Seamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForDocument3 pagesSeamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification Forist93993No ratings yet
- Autoranging Digital Multimeter: Owner'S ManualDocument19 pagesAutoranging Digital Multimeter: Owner'S ManualtarakhovskyNo ratings yet
- Oracle EAM Failure AnalysisDocument4 pagesOracle EAM Failure AnalysisDock N DenNo ratings yet
- WM RF User Parameter SetupDocument4 pagesWM RF User Parameter SetupAbhijit_batNo ratings yet
- Chapter 2 Quality CostDocument27 pagesChapter 2 Quality CostCamille BalatbatNo ratings yet
- Instrumentation Job Interview Preparation GuideDocument11 pagesInstrumentation Job Interview Preparation GuideJignesh Banava100% (1)
- Telemecanique Proximity SensorsDocument182 pagesTelemecanique Proximity SensorslNo ratings yet
- Weight of M.S. PipeDocument14 pagesWeight of M.S. PipeRajat BaghelNo ratings yet
- P2P Systems In-Video Lecture QuestionsDocument10 pagesP2P Systems In-Video Lecture Questionssrikk595No ratings yet
- SSM10 Administrator's GuideDocument62 pagesSSM10 Administrator's GuideNeil LirussoNo ratings yet
- ICS 29.260.20 ISBN 0-626-17140-7 Edition 1: Warning Should Be Read in Conjunction WithDocument33 pagesICS 29.260.20 ISBN 0-626-17140-7 Edition 1: Warning Should Be Read in Conjunction Withchris541125No ratings yet
- Entretien Routier Vrai de VraiDocument66 pagesEntretien Routier Vrai de VraiLionel TebonNo ratings yet
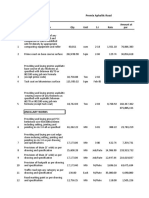
- Premix Aphaltic Road: # Description Qty Unit S.I Rate Amount at ParDocument8 pagesPremix Aphaltic Road: # Description Qty Unit S.I Rate Amount at ParadnanliaquatNo ratings yet
- PG GovernorsDocument4 pagesPG GovernorsPj EastonNo ratings yet
- 3CX-T-PC Precision Control (Servo) 9812/0010: ServiceDocument2 pages3CX-T-PC Precision Control (Servo) 9812/0010: ServiceRomanNo ratings yet