Download as docx, pdf, or txt
You might also like
- Performance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallFrom EverandPerformance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallRating: 4 out of 5 stars4/5 (8)
- Automated Seed Sowing MachineDocument40 pagesAutomated Seed Sowing MachineRaja Mane67% (3)
- Successful Instrumentation and Control Systems Design, Second EditionFrom EverandSuccessful Instrumentation and Control Systems Design, Second EditionRating: 4.5 out of 5 stars4.5/5 (10)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- Maintenance and Operational Reliability: 24 Essential Building BlocksFrom EverandMaintenance and Operational Reliability: 24 Essential Building BlocksNo ratings yet
- The Five Basic Steps For Fixture DesignDocument6 pagesThe Five Basic Steps For Fixture Designykc38No ratings yet
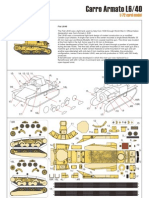
- Kampfflieger Italian AFV'sDocument2 pagesKampfflieger Italian AFV'sLaduss100% (4)
- Chapter 1 & 2 Introduction and MaterialsDocument85 pagesChapter 1 & 2 Introduction and Materialsataberk-ozkayaNo ratings yet
- Beam Engine Hack SawDocument33 pagesBeam Engine Hack Sawssservice centre100% (1)
- DME NotesDocument133 pagesDME NotesNeeraj S GNo ratings yet
- Aspects Mechanical DesignDocument4 pagesAspects Mechanical DesignSantosh PapleNo ratings yet
- Module 1 Lesson 1Document11 pagesModule 1 Lesson 19703422499No ratings yet
- Machine DesignDocument128 pagesMachine Designshivani joshi100% (1)
- Design of Machine ElementsDocument508 pagesDesign of Machine ElementsPrashanth Kumar93% (15)
- Fundamentals of Machine Design 3252Document509 pagesFundamentals of Machine Design 3252greenwind007100% (1)
- Design PhilosophyDocument9 pagesDesign PhilosophyLakim ArsenalNo ratings yet
- 1st Lecture (Introduction) ADocument40 pages1st Lecture (Introduction) AAlaa100% (1)
- Inroduction Design PDFDocument26 pagesInroduction Design PDFManoj HepdeNo ratings yet
- Stabilizer Device Design Process: MME2259 - Product Design and DevelopmentDocument22 pagesStabilizer Device Design Process: MME2259 - Product Design and DevelopmentjohnNo ratings yet
- Machine Design Lec - 1Document22 pagesMachine Design Lec - 1Sasthi HensNo ratings yet
- 2013 L1 - IntroductionDocument34 pages2013 L1 - IntroductionPantheia DadpouNo ratings yet
- MACHINE DESIGN PROJECT Lecture NoteDocument21 pagesMACHINE DESIGN PROJECT Lecture Noteatkilt mechNo ratings yet
- Sub Eme 501 30sep14Document648 pagesSub Eme 501 30sep14Sigit Eka Duwi TamaNo ratings yet
- Machine Design - I: Jadavpur University Department of Mechanical Engineering 2 YearDocument15 pagesMachine Design - I: Jadavpur University Department of Mechanical Engineering 2 YearSWAGATAM BAZNo ratings yet
- Lecture 1 Design ConsiderationsDocument25 pagesLecture 1 Design ConsiderationsAbdelrahman yasser ZaghloulNo ratings yet
- Aspects of Mechanical Design by HorizonDocument4 pagesAspects of Mechanical Design by HorizonIván AlmeidaNo ratings yet
- EML2322L Design ProcessDocument14 pagesEML2322L Design ProcessLalo MtzNo ratings yet
- Intern ProjectDocument23 pagesIntern ProjectNahom NahomNo ratings yet
- Concept of Engineering DesignDocument46 pagesConcept of Engineering DesignSapari VelNo ratings yet
- Plant Design CHEN 451Document42 pagesPlant Design CHEN 451lalitNo ratings yet
- Fixture DesignDocument14 pagesFixture DesignnetiftkharNo ratings yet
- Design and Fabrication of Ramjet Using CFDDocument9 pagesDesign and Fabrication of Ramjet Using CFDHusein BhinderwalaNo ratings yet
- 1.1 What Is Design?: Lesson 1. Introduction To Machine DesignDocument8 pages1.1 What Is Design?: Lesson 1. Introduction To Machine DesignvrajendraupadhyayNo ratings yet
- Machine Design Book-Ch-01Document15 pagesMachine Design Book-Ch-01naeema_58No ratings yet
- Product DesignDocument27 pagesProduct DesignrubensNo ratings yet
- Project 1Document19 pagesProject 1Delinda DimpleNo ratings yet
- 5 Step of Fixture DesignDocument7 pages5 Step of Fixture DesignChaikracharn PhetsuwanNo ratings yet
- Steam Press Project Rview ReportDocument19 pagesSteam Press Project Rview Reportअंकित चौधरीNo ratings yet
- Plant Design 2Document42 pagesPlant Design 2Jaymee Delfinado100% (2)
- M 44129302339467206800Document54 pagesM 44129302339467206800balajigandhirajanNo ratings yet
- Engineering Economics: Modern Design ProcessDocument10 pagesEngineering Economics: Modern Design ProcessBenny BasitNo ratings yet
- Introduction of DesignDocument13 pagesIntroduction of DesignShreyal JainNo ratings yet
- M510 - Project - Summer 2023-UpdatedDocument15 pagesM510 - Project - Summer 2023-UpdatedKarim AbdelhadiNo ratings yet
- Chapter 6Document34 pagesChapter 6Charbel RahmeNo ratings yet
- Mechanical Engineering Design Project.Document3 pagesMechanical Engineering Design Project.ZIZIPHO MNTUMNINo ratings yet
- Machine Design Chap1 2012Document16 pagesMachine Design Chap1 2012Anirban SardarNo ratings yet
- Study Material 10ME52 DME1Document242 pagesStudy Material 10ME52 DME1Sagar GowdaNo ratings yet
- Engineering Design PrinciplesDocument38 pagesEngineering Design PrinciplesMohamad YahiaNo ratings yet
- Comments:: Descriptions Are Clear and Brief, They Correctly Describe Each MilestoneDocument18 pagesComments:: Descriptions Are Clear and Brief, They Correctly Describe Each MilestoneRayanNo ratings yet
- Report SEDocument15 pagesReport SERushikesh BadgujarNo ratings yet
- ME010 701 Design of Machine Elements: Lecture NotesDocument37 pagesME010 701 Design of Machine Elements: Lecture NotesDhanesh EswarNo ratings yet
- Mechanical Design BasicsDocument18 pagesMechanical Design BasicsBobi PitropNo ratings yet
- The Product Design Process What Is Design?Document14 pagesThe Product Design Process What Is Design?michsantosNo ratings yet
- Mechanical Design Process and Review of Dynamics Lecture #1Document21 pagesMechanical Design Process and Review of Dynamics Lecture #1abdullah 3mar abou reashaNo ratings yet
- Introduction of Design of Machine ElementDocument33 pagesIntroduction of Design of Machine ElementAmanMauryaNo ratings yet
- Chassis Dynamometer Testing: Addressing the Challenges of New Global LegislationFrom EverandChassis Dynamometer Testing: Addressing the Challenges of New Global LegislationNo ratings yet
- Critical Chain Project Management: A Concept Used By The Great Military and Aerospace Companies of The World.From EverandCritical Chain Project Management: A Concept Used By The Great Military and Aerospace Companies of The World.No ratings yet
- Wwind MillDocument35 pagesWwind MillRaja ManeNo ratings yet
- Automatic Valve Opening2Document60 pagesAutomatic Valve Opening2Raja ManeNo ratings yet
- Synopsis Format Propeller ShaftDocument4 pagesSynopsis Format Propeller ShaftRaja ManeNo ratings yet
- Synopsis Format TY 2021 COEPDocument3 pagesSynopsis Format TY 2021 COEPRaja ManeNo ratings yet
- Project Report FormatDocument2 pagesProject Report FormatRaja ManeNo ratings yet
- Synopsis Drain CleanerDocument10 pagesSynopsis Drain CleanerRaja ManeNo ratings yet
- Presentation On Pneumatic TMT Bar Bending MachineDocument12 pagesPresentation On Pneumatic TMT Bar Bending MachineRaja Mane100% (1)
- Frictionless Electricity Generation Using Propeller Shaft: ISSN: 2454-132X Impact Factor: 6.078Document6 pagesFrictionless Electricity Generation Using Propeller Shaft: ISSN: 2454-132X Impact Factor: 6.078Raja ManeNo ratings yet
- Ignition Switch Based Automatic Side Stand For Bike: Project Presentation OnDocument10 pagesIgnition Switch Based Automatic Side Stand For Bike: Project Presentation OnRaja ManeNo ratings yet
- Motorised Hammer Project ReportDocument35 pagesMotorised Hammer Project ReportRaja ManeNo ratings yet
- BURGLAR-ALARM BSc. ElectronicsDocument9 pagesBURGLAR-ALARM BSc. ElectronicsRaja ManeNo ratings yet
- Design and Analysis of Propeller Shaft: Nternational Ournal of Nnovative Esearch in Cience, Ngineering and EchnologyDocument9 pagesDesign and Analysis of Propeller Shaft: Nternational Ournal of Nnovative Esearch in Cience, Ngineering and EchnologyRaja ManeNo ratings yet
- LDC Institute of Technical Studies: Regulated Power SupplyDocument16 pagesLDC Institute of Technical Studies: Regulated Power SupplyRaja ManeNo ratings yet
- Research Paper Floting BicycleDocument5 pagesResearch Paper Floting BicycleRaja ManeNo ratings yet
- Karmayogi Polytechnic College, Shelve, Pandharpur: CertificateDocument1 pageKarmayogi Polytechnic College, Shelve, Pandharpur: CertificateRaja ManeNo ratings yet
- Design and Fabrication of Hydraulic Spring StiffnessDocument38 pagesDesign and Fabrication of Hydraulic Spring StiffnessRaja ManeNo ratings yet
- CPP Project - Irrigation AniketDocument17 pagesCPP Project - Irrigation AniketRaja ManeNo ratings yet
- Automobile Brake Failure IndicatorDocument15 pagesAutomobile Brake Failure IndicatorRaja Mane100% (1)
- Motorised Hammer Project ReportDocument35 pagesMotorised Hammer Project ReportRaja ManeNo ratings yet
- Mechanical ChurnerDocument10 pagesMechanical ChurnerRaja ManeNo ratings yet
- Design of A Bipedal Walking RobotDocument14 pagesDesign of A Bipedal Walking RobotRaja ManeNo ratings yet
- Button Operated Gear Shifting MechanismDocument10 pagesButton Operated Gear Shifting MechanismRaja ManeNo ratings yet
- Compressed Air Generation Using Speed BreakerDocument36 pagesCompressed Air Generation Using Speed BreakerRaja ManeNo ratings yet
- Mechanical ChurningDocument118 pagesMechanical ChurningRaja ManeNo ratings yet
- Study On Ripening of Custard Apple Fruit (Annona Squamosa L.)Document4 pagesStudy On Ripening of Custard Apple Fruit (Annona Squamosa L.)Raja ManeNo ratings yet
- Report Beach CleanerDocument35 pagesReport Beach CleanerRaja Mane0% (1)
- Reflective Writing: Survival GuideDocument2 pagesReflective Writing: Survival GuideWendy GuNo ratings yet
- Catholic Ghost Stories of Western PennsylvaniaDocument5 pagesCatholic Ghost Stories of Western PennsylvaniaeclarexeNo ratings yet
- Chapter+4+Revision+notes - PDF ICT2621Document6 pagesChapter+4+Revision+notes - PDF ICT2621mmasalekNo ratings yet
- 1 Wages Boards OrdinanceDocument37 pages1 Wages Boards Ordinancesandhwani3893No ratings yet
- Chairman Vs CEODocument2 pagesChairman Vs CEOtekabiNo ratings yet
- PWC Managing Innovation Pharma PDFDocument20 pagesPWC Managing Innovation Pharma PDFAryan RsNo ratings yet
- Order Crossover (OX) : Proposed by DavisDocument5 pagesOrder Crossover (OX) : Proposed by DavisOlivia brianneNo ratings yet
- Lista MuzicaDocument151 pagesLista MuzicaFlaviu FertuNo ratings yet
- DVB pr252 Uhd Over Ip PDFDocument2 pagesDVB pr252 Uhd Over Ip PDFPrasad RaoNo ratings yet
- Susy BrownDocument11 pagesSusy BrownAye Chan MoeNo ratings yet
- Custom Organ Design ModuleDocument20 pagesCustom Organ Design ModuleDoh-ManNo ratings yet
- SIC - Sunpharma Ranbaxy M&ADocument16 pagesSIC - Sunpharma Ranbaxy M&AAmitrojitNo ratings yet
- 0 - Performance of Shs Students in Teaching PhysicsDocument65 pages0 - Performance of Shs Students in Teaching PhysicsEvelyn Berdejo JubanNo ratings yet
- Manual AirBagDocument36 pagesManual AirBagРоман КабрицкийNo ratings yet
- Adobe Fill & SignDocument1 pageAdobe Fill & SignBobby TaysonNo ratings yet
- Excel: 2000 STL Illustrated Parts BreakdownDocument48 pagesExcel: 2000 STL Illustrated Parts BreakdownJefersson Roberth Mercado SaavedraNo ratings yet
- IPMR GUIDELINES Revised As of As Received From The Office of The Chair With Minor Styling 2-13-2019Document19 pagesIPMR GUIDELINES Revised As of As Received From The Office of The Chair With Minor Styling 2-13-2019Ariel MontañaNo ratings yet
- 6a. Série - in The School Yard - The Present Continuous TenseDocument5 pages6a. Série - in The School Yard - The Present Continuous TenselucibackNo ratings yet
- Asmis Philodemus' EpicureanismDocument38 pagesAsmis Philodemus' EpicureanismRobert Pilsner100% (1)
- Oracle vs. SapDocument10 pagesOracle vs. SapRose Siena Simon AntioquiaNo ratings yet
- Ritchie, Dillard, Davies & Johnson, P.CDocument1 pageRitchie, Dillard, Davies & Johnson, P.CJoseph GillNo ratings yet
- 365DayPan DailyEnglishLessonPlanUPDATED2022Document379 pages365DayPan DailyEnglishLessonPlanUPDATED2022KATIUSCA EVELYN GONZALES RIVERANo ratings yet
- Traditional Picnic Table: Step by Step InstructionsDocument3 pagesTraditional Picnic Table: Step by Step InstructionsMarco SilvaNo ratings yet
- Qualitative Text AnalysisDocument5 pagesQualitative Text AnalysisroyfockerNo ratings yet
- Brand Engagement With Brand ExpressionDocument27 pagesBrand Engagement With Brand ExpressionArun KCNo ratings yet
- DS Technicolor TCW770Document4 pagesDS Technicolor TCW770Rutch ChintamasNo ratings yet
- Youth Violence and Social MediaDocument8 pagesYouth Violence and Social MediaGHILAM SHAHNo ratings yet
- Mohammed Ismail Borkar CVDocument3 pagesMohammed Ismail Borkar CVgourav GuptaNo ratings yet
- Andhra Pradesh State Police Sample PaperDocument6 pagesAndhra Pradesh State Police Sample PaperUppuleti LingamurthyNo ratings yet