Download as pdf or txt
You might also like
- AMS2460ADocument14 pagesAMS2460AAndres DelaCruz100% (3)
- Welding Journal 1961 4Document223 pagesWelding Journal 1961 4AlexeyNo ratings yet
- C City and Guilds 302 A Power Pt.Document267 pagesC City and Guilds 302 A Power Pt.Hatem Hussein100% (7)
- Welding Journal PDFDocument7 pagesWelding Journal PDFraisalfiansyahNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- API 653 Recertification PDF FreeDocument5 pagesAPI 653 Recertification PDF Freekevin RichNo ratings yet
- Accepted Manuscript: Defence TechnologyDocument22 pagesAccepted Manuscript: Defence TechnologyDhruv PatelNo ratings yet
- CMT WeldingDocument8 pagesCMT WeldingFlorin GadeaNo ratings yet
- Unit-4 Unconventional Manufacturing ProcessDocument18 pagesUnit-4 Unconventional Manufacturing Processbrijkishor201767% (3)
- Brief Review On Dissimilar Welding Using Cold Metal TransferDocument10 pagesBrief Review On Dissimilar Welding Using Cold Metal TransferSrinivas KosuriNo ratings yet
- Effects of WAAM Process Parameters On Metallurgical and Mechanical Properties of Ti-6Al-4V DepositsDocument10 pagesEffects of WAAM Process Parameters On Metallurgical and Mechanical Properties of Ti-6Al-4V DepositsGiustNo ratings yet
- Mig Mag InnovationsDocument18 pagesMig Mag InnovationsaliswatchNo ratings yet
- 77 (Migmag) - Metal TransferDocument1 page77 (Migmag) - Metal Transferjose alberto gamiñoNo ratings yet
- Electrochemical Grinding of Titanium-Containing MaterialsDocument8 pagesElectrochemical Grinding of Titanium-Containing MaterialsAkhil CenaNo ratings yet
- 2017 Study of Heat Affected Zone For Smaw Process For Low Carbon Steel Specimen With Controlled ParametersDocument7 pages2017 Study of Heat Affected Zone For Smaw Process For Low Carbon Steel Specimen With Controlled ParametersAnas IslamNo ratings yet
- MIG Welding ProcessDocument12 pagesMIG Welding ProcessHimanshu RaoNo ratings yet
- WAAM by HarpuneetDocument25 pagesWAAM by Harpuneethpsingh0078No ratings yet
- The CMT Process - A Revolution in Materials-Joining TechnologyDocument17 pagesThe CMT Process - A Revolution in Materials-Joining Technologykaliappan45490No ratings yet
- Investigating Effects of Process Variables On MRR in EDM by Using Taguchi Parameter Design ApproachDocument6 pagesInvestigating Effects of Process Variables On MRR in EDM by Using Taguchi Parameter Design ApproachPujara ManishNo ratings yet
- A Study of Electrical Discharge Grinding Using A Rotary Disk ElectrodeDocument9 pagesA Study of Electrical Discharge Grinding Using A Rotary Disk ElectrodeSarath ChandraNo ratings yet
- Parametric Optimization of Electrochemical Machining Using Signal-To-Noise (S/N) RatioDocument8 pagesParametric Optimization of Electrochemical Machining Using Signal-To-Noise (S/N) RatioIJMERNo ratings yet
- CMT Short Circuit Metal TransferDocument3 pagesCMT Short Circuit Metal Transferkarthick32mechNo ratings yet
- Advanced Gas Metal Arc Welding ProcDocument20 pagesAdvanced Gas Metal Arc Welding ProcjavadmohammadiNo ratings yet
- Optimization of Process Parameters of MIG Welding To Improve Tensile Strength of Fe-415 Mild SteelDocument6 pagesOptimization of Process Parameters of MIG Welding To Improve Tensile Strength of Fe-415 Mild SteelIJRASETPublicationsNo ratings yet
- Design and Analysis of Process Parameters On Multistage Wire Drawing Process-A ReviewDocument10 pagesDesign and Analysis of Process Parameters On Multistage Wire Drawing Process-A ReviewTJPRC PublicationsNo ratings yet
- Journal 11Document16 pagesJournal 11SREEJITH S NAIRNo ratings yet
- Effect of Welding Current On Metal Transfer in GMAW: Archives of Materials Science and EngineeringDocument8 pagesEffect of Welding Current On Metal Transfer in GMAW: Archives of Materials Science and EngineeringRajaganapathy GanaNo ratings yet
- Ultraprecision High Rate Anodic Dissolution Processes in EcmDocument7 pagesUltraprecision High Rate Anodic Dissolution Processes in EcmInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Laser-TIG Welding of Titanium AlloysDocument8 pagesLaser-TIG Welding of Titanium AlloysRobert ShinNo ratings yet
- Overview and Comparison of Iron Loss Models For Electrical MachinesDocument10 pagesOverview and Comparison of Iron Loss Models For Electrical Machinespranay uniyalNo ratings yet
- Investigation of PCTIG, CCTIG and MMA Welding On Powder Metallurgy Aluminium Specimen Processed Through Equi-Channel Angular Pressing (ECAP)Document11 pagesInvestigation of PCTIG, CCTIG and MMA Welding On Powder Metallurgy Aluminium Specimen Processed Through Equi-Channel Angular Pressing (ECAP)IJRASETPublicationsNo ratings yet
- Article - Innovation in The MIG-MAG Process - Productivity Analysis and Fume EmissionsDocument10 pagesArticle - Innovation in The MIG-MAG Process - Productivity Analysis and Fume EmissionsRania TrimechNo ratings yet
- Metallurgical Alterations in The Surface of Steel Cavities Machined by EDMDocument8 pagesMetallurgical Alterations in The Surface of Steel Cavities Machined by EDMDeak Ferenc-JozsefNo ratings yet
- Prediction of Heat Affected Zone and Effect of Heat Input in GTA Welded Al Alloy 6061Document8 pagesPrediction of Heat Affected Zone and Effect of Heat Input in GTA Welded Al Alloy 6061Bassam AbdelazeemNo ratings yet
- Welding Technologies in Shipbuilding IndustryDocument7 pagesWelding Technologies in Shipbuilding IndustryAravindh AkashNo ratings yet
- Koli 2021Document17 pagesKoli 2021Dr. Vijay GadakhNo ratings yet
- art3A10.10072Fs00170 012 4513 5Document21 pagesart3A10.10072Fs00170 012 4513 5Wael MansourNo ratings yet
- 7206 9292 1 PB PDFDocument11 pages7206 9292 1 PB PDFMichael SerraNo ratings yet
- Magnetic Pulse Welding (MPW) For Joining Similar and Dissimilar MatalsDocument18 pagesMagnetic Pulse Welding (MPW) For Joining Similar and Dissimilar MatalsBANOTH SHIVAKUMARNo ratings yet
- SCE 100nmDocument48 pagesSCE 100nmGoogle acntNo ratings yet
- Chapter 3-Electric WeldingDocument32 pagesChapter 3-Electric WeldingAMAR CHAND MEENANo ratings yet
- Study On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelDocument8 pagesStudy On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelIJMERNo ratings yet
- InTech-Welding of Aluminum Alloys PDFDocument25 pagesInTech-Welding of Aluminum Alloys PDFCortesar ManuNo ratings yet
- Confers PDFDocument7 pagesConfers PDFshanjuneo17No ratings yet
- Investigation On Material Removal Rate of Al + 6% B C MMC in Wire Electrical Discharge Machining ProcessDocument7 pagesInvestigation On Material Removal Rate of Al + 6% B C MMC in Wire Electrical Discharge Machining Processshanjuneo17No ratings yet
- Awtu2 Advanced Welding Technology Lecture NotesDocument12 pagesAwtu2 Advanced Welding Technology Lecture Notessubhramjitsamanta2No ratings yet
- Unit 11 NotesDocument7 pagesUnit 11 NotesarunkumarnoolaNo ratings yet
- Lec3 - Machining Equipment - PRE 314 - NewDocument18 pagesLec3 - Machining Equipment - PRE 314 - NewMahmoud EldesoukiNo ratings yet
- Process Variable Optimization in The Cold Metal Transfer Weld Repair of Aerospace ZE41A-T5 Alloy Using Central Composite DesignDocument9 pagesProcess Variable Optimization in The Cold Metal Transfer Weld Repair of Aerospace ZE41A-T5 Alloy Using Central Composite DesignSREEJITH S NAIRNo ratings yet
- Welding Technology Unit 6008Document10 pagesWelding Technology Unit 6008loganathanNo ratings yet
- Jurnal KEM.948.23 Muslimin, FMDocument10 pagesJurnal KEM.948.23 Muslimin, FMZinsaisal BakriNo ratings yet
- On The Way To Zero Defect of Plastic-Encapsulated Electronic Power DevicesPart I MetallizationDocument10 pagesOn The Way To Zero Defect of Plastic-Encapsulated Electronic Power DevicesPart I MetallizationJiyang WangNo ratings yet
- Previous Paper - EditedDocument7 pagesPrevious Paper - EditedNaveen KumarNo ratings yet
- 67 Ijmperdaug201867Document6 pages67 Ijmperdaug201867TJPRC PublicationsNo ratings yet
- Effects of Some Process Parameters On Weld Bead: A Brief InvestigationDocument8 pagesEffects of Some Process Parameters On Weld Bead: A Brief InvestigationkunjNo ratings yet
- Psyk 2017Document7 pagesPsyk 2017popescu roxanaNo ratings yet
- ElectromigrationDocument8 pagesElectromigrationRajniNo ratings yet
- Amm 24-25 305Document6 pagesAmm 24-25 305Armm IsMeNo ratings yet
- Effect of Pulsing On Mechanical Properties of 9010 and 7030 Cuni Alloy WeldsDocument11 pagesEffect of Pulsing On Mechanical Properties of 9010 and 7030 Cuni Alloy WeldsIAEME PublicationNo ratings yet
- Machining of Metal Matrix Composites by EDM and ItDocument17 pagesMachining of Metal Matrix Composites by EDM and ItMarish KannanNo ratings yet
- Design and Manufacturing of Job Rotary Welding (SPM)Document4 pagesDesign and Manufacturing of Job Rotary Welding (SPM)Sanath KumarNo ratings yet
- Study of Process Parameter of Wire Electric Discharge Machining The ReviewDocument5 pagesStudy of Process Parameter of Wire Electric Discharge Machining The ReviewIAEME PublicationNo ratings yet
- Ir em Syn PDFDocument6 pagesIr em Syn PDFKhadar BashaNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Fabrication and Characteristics of Aluminium Metal Matrix CompositesDocument8 pagesFabrication and Characteristics of Aluminium Metal Matrix CompositesKonduru NaniNo ratings yet
- Resisting Metal Dusting CorrosionDocument2 pagesResisting Metal Dusting CorrosionRonald MesinaNo ratings yet
- Practical Investigation of Weldment of FSS (AISI 430) Welded by TIG Welding ProcessDocument6 pagesPractical Investigation of Weldment of FSS (AISI 430) Welded by TIG Welding ProcessAshish Kumar AgrawalNo ratings yet
- Lesson 3. Welding PositionsDocument2 pagesLesson 3. Welding PositionsElla MaeNo ratings yet
- ReferencesDocument12 pagesReferencesArul KirubakaranNo ratings yet
- Iso 9001 (FFC Uk) - FlowserveDocument4 pagesIso 9001 (FFC Uk) - FlowserveBRUNONo ratings yet
- Company Profile of Aspee Springs Limited: Swami Parmanand Engineering CollegeDocument31 pagesCompany Profile of Aspee Springs Limited: Swami Parmanand Engineering CollegeUmashankar DebBarmaNo ratings yet
- Properties and Selection of Sliding Bearing Materials: A Presentation by Group No. 20Document12 pagesProperties and Selection of Sliding Bearing Materials: A Presentation by Group No. 20om patilNo ratings yet
- IronmakingDocument4 pagesIronmakingboy trio manikNo ratings yet
- Welding Research PaperDocument7 pagesWelding Research Paperkifmgbikf100% (1)
- 085 - ME8491, ME6403 Engineering Metallurgy - Question Bank 3Document4 pages085 - ME8491, ME6403 Engineering Metallurgy - Question Bank 3Dark ranger YtNo ratings yet
- Liye - Info Duplex Families and Applications A Review Part Stainless Steel World PR - PDFDocument4 pagesLiye - Info Duplex Families and Applications A Review Part Stainless Steel World PR - PDFNicollasNo ratings yet
- Stainless Steel (Autosaved)Document47 pagesStainless Steel (Autosaved)LOGINNo ratings yet
- Metal Eng. Tech. ExamDocument3 pagesMetal Eng. Tech. ExamEahbm KaduNo ratings yet
- Specification For Metallic Pipe, Fittings and FlangesDocument67 pagesSpecification For Metallic Pipe, Fittings and FlangesYulinNo ratings yet
- Non-Ferrous MetalsDocument26 pagesNon-Ferrous MetalsNicole May Dela CruzNo ratings yet
- Nyrstar FactSheet Balen 2018Document2 pagesNyrstar FactSheet Balen 2018Mehdi AğayiNo ratings yet
- Biomaterials Engineering (1154BT101)Document11 pagesBiomaterials Engineering (1154BT101)ronaldo magarNo ratings yet
- Stainless SteelDocument40 pagesStainless SteelHarshita DabasNo ratings yet
- Asme Sec - IxDocument132 pagesAsme Sec - IxBoran Yelkencioglu100% (2)
- Norsok M-001 2014eDocument32 pagesNorsok M-001 2014elinconNo ratings yet
- Complete Process Flow Chart: Stainless Steel Long ProductsDocument1 pageComplete Process Flow Chart: Stainless Steel Long ProductsThanh Ngoc LeNo ratings yet
- Casting 1Document32 pagesCasting 1Ahmed MahmoudNo ratings yet
- Sample Questions For Phase DiagramDocument5 pagesSample Questions For Phase DiagramMohaiminul Islam TalhaNo ratings yet
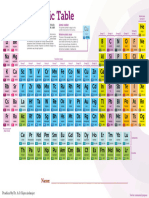
- Periodic TableDocument1 pagePeriodic Tableolatunjiazeezat6No ratings yet
- Forming V1Document32 pagesForming V1Walid DamoniNo ratings yet