Download as pdf or txt
You might also like
- Diseño y Fabricación de Hologramas Con MatlabDocument273 pagesDiseño y Fabricación de Hologramas Con MatlabEder Manuel Alfaro Alfaro estNo ratings yet
- Jack Erjavec Auto Tech BookDocument33 pagesJack Erjavec Auto Tech BookSantiago UrgilesNo ratings yet
- CKD MBD - Dr. AidaDocument41 pagesCKD MBD - Dr. AidaFITRINo ratings yet
- Ceramics and Clay ProductsDocument50 pagesCeramics and Clay ProductsDeathribbon100% (2)
- Garmin GWX 70 Radar Installation ManualDocument65 pagesGarmin GWX 70 Radar Installation ManualAlejandro Vique100% (2)
- Runner Design Guide Lines-Issue 5Document15 pagesRunner Design Guide Lines-Issue 5sivanandp100% (1)
- Nodular Cast Iron and Casting MonitoringDocument5 pagesNodular Cast Iron and Casting MonitoringSayyidah FarhanaNo ratings yet
- Ekasit - Nisarantaraporn 1995 PHD Thesis PDFDocument278 pagesEkasit - Nisarantaraporn 1995 PHD Thesis PDFСтанислав ПодольскийNo ratings yet
- Improving The Quality of Castings Made of Nonferrous Metal Alloys When Casting in Metal MoldsDocument5 pagesImproving The Quality of Castings Made of Nonferrous Metal Alloys When Casting in Metal MoldsJohnny CarvalhoNo ratings yet
- Project Report Phase1Document37 pagesProject Report Phase1Satyam vankayalaNo ratings yet
- High-Throughput/high-Performance Wear Metal Analysis Using ICPDocument5 pagesHigh-Throughput/high-Performance Wear Metal Analysis Using ICPMiguel RomanNo ratings yet
- Influence of Sintering Temperature On Microstructure and MechanicalDocument7 pagesInfluence of Sintering Temperature On Microstructure and MechanicalAntonio CamaranoNo ratings yet
- Kempke Thesis Finalversion Tudelft RedactedDocument72 pagesKempke Thesis Finalversion Tudelft RedactedMayur TapadiaNo ratings yet
- Carburizer Effect On Cast Iron SolidificationDocument9 pagesCarburizer Effect On Cast Iron SolidificationtabibkarimNo ratings yet
- Reprocessing of Zinc Galvanic Waste Sludge by Selective PrecipitationDocument4 pagesReprocessing of Zinc Galvanic Waste Sludge by Selective PrecipitationAli AddieNo ratings yet
- Yang Et Al. - 2010 - Microstructure and Mechanical Properties of Rheo-DDocument6 pagesYang Et Al. - 2010 - Microstructure and Mechanical Properties of Rheo-Dפּואַ פּוגאַNo ratings yet
- Phase Equilibrium Studies of The CaO-MgO-Al2O3-SiO2Document21 pagesPhase Equilibrium Studies of The CaO-MgO-Al2O3-SiO2Raju KumarNo ratings yet
- Li Et Al. - 2003 - Microstructure and Composition of Hydration Products of Ordinary Portland Cement With Ground Steel-Making SlagDocument4 pagesLi Et Al. - 2003 - Microstructure and Composition of Hydration Products of Ordinary Portland Cement With Ground Steel-Making SlagmushfiqueNo ratings yet
- WELD-Deliverable-All Position Flux Cored Electrode Final Report-Portland State UniversityDocument48 pagesWELD-Deliverable-All Position Flux Cored Electrode Final Report-Portland State UniversitypeterNo ratings yet
- ATD and DSC Analyses of Nickel SuperalloysDocument4 pagesATD and DSC Analyses of Nickel SuperalloysEnary SalernoNo ratings yet
- Qin 2021 J. Phys. Conf. Ser. 1798 012013Document7 pagesQin 2021 J. Phys. Conf. Ser. 1798 012013Ramoul ChamseddineNo ratings yet
- EFFECT OF NB AND Ti ON MICROSTRUCTURE ANDDocument6 pagesEFFECT OF NB AND Ti ON MICROSTRUCTURE ANDle hoangNo ratings yet
- Application of Anthracite Dust in The Processing of Steel DustsDocument3 pagesApplication of Anthracite Dust in The Processing of Steel DustsXingwen LiuNo ratings yet
- Simulation of Casting Process: Case Study On The Gating and Feeding Design For Outlet Diaphragms of Iron Ore Ball MillDocument9 pagesSimulation of Casting Process: Case Study On The Gating and Feeding Design For Outlet Diaphragms of Iron Ore Ball Milltaher1354No ratings yet
- B EAF: Riquetting of Dust For Its Utilisation in Metallurgical ProcessesDocument9 pagesB EAF: Riquetting of Dust For Its Utilisation in Metallurgical ProcessesJaq Plin PlinNo ratings yet
- The Characterization of Cast Fe-Cr-C Alloy: ArticleDocument5 pagesThe Characterization of Cast Fe-Cr-C Alloy: Articlerohith kumarNo ratings yet
- Modificaçâo de EstruturaDocument8 pagesModificaçâo de EstruturaJoao Gabriel MendesNo ratings yet
- 1st WeekDocument44 pages1st Weektugrul.tf51No ratings yet
- MET 51 1 25 27 OleksiakDocument3 pagesMET 51 1 25 27 OleksiaknemezisnyxNo ratings yet
- 2023-Waste Slags As Sustainable Construction MaterialsDocument25 pages2023-Waste Slags As Sustainable Construction MaterialsomNo ratings yet
- NDT Reliability - Final Report: Reliability in Non-Destructive Testing (NDT) of The Canister ComponentsDocument55 pagesNDT Reliability - Final Report: Reliability in Non-Destructive Testing (NDT) of The Canister ComponentsaryanNo ratings yet
- 2014 A Lead Reduced Ferrolectric Solid Solution With High Curie Temperature BSPT PZNDocument7 pages2014 A Lead Reduced Ferrolectric Solid Solution With High Curie Temperature BSPT PZNAnaghaNo ratings yet
- Sustainable Development in The TinplatesDocument9 pagesSustainable Development in The Tinplatescadumotta2005No ratings yet
- Physical and Electrical Properties EnhancementDocument7 pagesPhysical and Electrical Properties EnhancementGood VibesNo ratings yet
- AIST Technological Parameters and Blast Furnace Practice ToDocument8 pagesAIST Technological Parameters and Blast Furnace Practice ToНиколайNo ratings yet
- Factors Affecting Pruging ParamaetersDocument7 pagesFactors Affecting Pruging ParamaetersNoman AslamNo ratings yet
- Forensic Applications of Pyrolysis Gas Chromatography PDFDocument5 pagesForensic Applications of Pyrolysis Gas Chromatography PDFJose Antonio Sanchez MarquezNo ratings yet
- 2015 Mtech Mathematical Vinita KumariDocument74 pages2015 Mtech Mathematical Vinita KumariSanjeev SahuNo ratings yet
- Experimental Twin-Roll Casting Equipment For Production of Thin StripsDocument7 pagesExperimental Twin-Roll Casting Equipment For Production of Thin StripsVidya me20d015No ratings yet
- Effect of Annealing On Structure andDocument8 pagesEffect of Annealing On Structure andqonita.smart02No ratings yet
- 2019 - Comparative Investigation of The Ni and The Fe Effect On The Structure and Mechanical Response of A WC-W-Ni Hardmetal Obtained by InfiltrationDocument8 pages2019 - Comparative Investigation of The Ni and The Fe Effect On The Structure and Mechanical Response of A WC-W-Ni Hardmetal Obtained by Infiltrationcse crteNo ratings yet
- Materials 14 06309 v2Document14 pagesMaterials 14 06309 v2Linh HungNo ratings yet
- Zn-Al Alloys As TribomaterialsDocument5 pagesZn-Al Alloys As TribomaterialsSubrata MukherjeeNo ratings yet
- Advanced Chromium Carbide-Based HardfacingsDocument9 pagesAdvanced Chromium Carbide-Based HardfacingsJimit ShahNo ratings yet
- Effect of Carbon Content On The Phase TRDocument14 pagesEffect of Carbon Content On The Phase TRPartho ChoudhuryNo ratings yet
- Materials 15 06273 v2Document20 pagesMaterials 15 06273 v2Kaarthic KaarthicNo ratings yet
- Pyrolytic Chromium Carbide Coatings On Steel Effect of Annealing On Morphology and Elemental CompositionDocument7 pagesPyrolytic Chromium Carbide Coatings On Steel Effect of Annealing On Morphology and Elemental CompositionFathia AlkelaeNo ratings yet
- Engineering Failure AnalysisDocument9 pagesEngineering Failure AnalysisFranco Faza ZamoraNo ratings yet
- Text 4Document12 pagesText 4Fady GamalNo ratings yet
- Corrosion Behavior of Steam Turbine Materials For Geothermal Power PlantsDocument6 pagesCorrosion Behavior of Steam Turbine Materials For Geothermal Power Plantsshare irgaNo ratings yet
- Microstructure and Mechanical Properties of NZ30K Alloy by Semi-Continuous Direct Chill and Sand Mould Casting ProcessesDocument6 pagesMicrostructure and Mechanical Properties of NZ30K Alloy by Semi-Continuous Direct Chill and Sand Mould Casting Processessami almjanNo ratings yet
- The Study of Corrosion and Wear Resistance of CoppDocument9 pagesThe Study of Corrosion and Wear Resistance of CoppNoura Nour ElshamsNo ratings yet
- Characteristics of Electron Beam Welded CA6NMDocument14 pagesCharacteristics of Electron Beam Welded CA6NMwangpengstpNo ratings yet
- Speidel, M. O. (1981) - Stress Corrosion Cracking of Stainless Steels in NaCl Solutions.Document11 pagesSpeidel, M. O. (1981) - Stress Corrosion Cracking of Stainless Steels in NaCl Solutions.oozdemirNo ratings yet
- Blast Furnace 2Document56 pagesBlast Furnace 2devidutta4uNo ratings yet
- Recent Topics of Welding Metallurgy Relating To Hot Cracking and Embrittlement in Iron and Nickel-Base AlloysDocument67 pagesRecent Topics of Welding Metallurgy Relating To Hot Cracking and Embrittlement in Iron and Nickel-Base AlloysbutelcanecNo ratings yet
- 1 s2.0 S2352710223002152 MainDocument16 pages1 s2.0 S2352710223002152 MainEL AMAL MohamedNo ratings yet
- Researchpaper Microsegregation Studies On Pulsed Current Gas Tungsten Arc Welding of Alloy C 276Document6 pagesResearchpaper Microsegregation Studies On Pulsed Current Gas Tungsten Arc Welding of Alloy C 276Sayiram GNo ratings yet
- Selection of Stainless Steel For Cathode Plate in Hydrometallurgical ProcessDocument6 pagesSelection of Stainless Steel For Cathode Plate in Hydrometallurgical ProcessIbnu AndriNo ratings yet
- Effect of Hydrogen On Creep of ZN-2.5%Nb AlloyDocument31 pagesEffect of Hydrogen On Creep of ZN-2.5%Nb AlloyshyamNo ratings yet
- 10 1016@j Jeurceramsoc 2007 04 007Document9 pages10 1016@j Jeurceramsoc 2007 04 007gutierrezcamposd20No ratings yet
- Determination of Chromium Valence State in The CaODocument6 pagesDetermination of Chromium Valence State in The CaOEduardo CandelaNo ratings yet
- Gao 2019 IOP Conf. Ser. - Mater. Sci. Eng. 592 012086Document8 pagesGao 2019 IOP Conf. Ser. - Mater. Sci. Eng. 592 012086Mar'i MuchammadNo ratings yet
- Bokov Et Al. - 2021 - Interplay Between Decarburization, Oxide Segregation, and DensificationDocument12 pagesBokov Et Al. - 2021 - Interplay Between Decarburization, Oxide Segregation, and DensificationAnna ShelyugNo ratings yet
- Effects of CVD Direct Growth of Carbon Nanotubes and Nanofibers On Microstructure and Electrochemical Corrosion Behavior of 316 Stainless SteelDocument13 pagesEffects of CVD Direct Growth of Carbon Nanotubes and Nanofibers On Microstructure and Electrochemical Corrosion Behavior of 316 Stainless SteelelucidatorNo ratings yet
- Revolutionizing Energy Storage Nanomaterial Solutions for Sustainable SupercapacitorsFrom EverandRevolutionizing Energy Storage Nanomaterial Solutions for Sustainable SupercapacitorsNo ratings yet
- Edit 44Document1 pageEdit 44ramadan slimNo ratings yet
- 114 Gram 52 Gram: Editt1Document1 page114 Gram 52 Gram: Editt1ramadan slimNo ratings yet
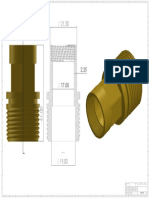
- Gas Ball Valve Part1Document1 pageGas Ball Valve Part1ramadan slimNo ratings yet
- Gas Ball Valve Part 7Document1 pageGas Ball Valve Part 7ramadan slimNo ratings yet
- Material:: Drawn CHK'D Appv'D MFG Q.ADocument1 pageMaterial:: Drawn CHK'D Appv'D MFG Q.Aramadan slimNo ratings yet
- 51 Gram 110 Gram: SCALE:5:1 Sheet 1 of 1 WeightDocument1 page51 Gram 110 Gram: SCALE:5:1 Sheet 1 of 1 Weightramadan slimNo ratings yet
- Gas Ball Valve Part 2Document1 pageGas Ball Valve Part 2ramadan slimNo ratings yet
- Continuous Casting of Copper Compounds: Metall-RubrikDocument4 pagesContinuous Casting of Copper Compounds: Metall-Rubrikramadan slimNo ratings yet
- Speciality Graphite Materials: FOR Continuous CastingDocument6 pagesSpeciality Graphite Materials: FOR Continuous Castingramadan slimNo ratings yet
- OCW BMM3643 Assessment Bulk Metal DeformationDocument7 pagesOCW BMM3643 Assessment Bulk Metal Deformationramadan slimNo ratings yet
- Domestic Gas Meter Accessories Data SheetDocument3 pagesDomestic Gas Meter Accessories Data Sheetramadan slimNo ratings yet
- Project Completion Report For Eco-Agric UgandaDocument19 pagesProject Completion Report For Eco-Agric UgandajnakakandeNo ratings yet
- Bosch Tune Up Parts PDFDocument9 pagesBosch Tune Up Parts PDFdwebs262No ratings yet
- FaustinoDocument1 pageFaustinoEzra Orita CeletariaNo ratings yet
- Building Underwriting ReportDocument4 pagesBuilding Underwriting ReportEnkhtaivan GantulgaNo ratings yet
- Balun Assemblies Balun Assemblies Balun AssembliesDocument12 pagesBalun Assemblies Balun Assemblies Balun AssemblieshtilanowNo ratings yet
- SumanthDocument7 pagesSumanthSumanth ITonNo ratings yet
- 205-03 Front Drive Axle and Differential - Diagnosis and TestingDocument6 pages205-03 Front Drive Axle and Differential - Diagnosis and TestingCARLOS LIMADANo ratings yet
- Is-Criteria For Structural Design of Penstock-11639 - 3Document19 pagesIs-Criteria For Structural Design of Penstock-11639 - 3duldar docNo ratings yet
- English 4 3rd Quarter ExamDocument2 pagesEnglish 4 3rd Quarter ExamRodel Corpuz MagbanuaNo ratings yet
- HHold Final B 2019Document29 pagesHHold Final B 2019Ahmad UsmanNo ratings yet
- Therblig Color Symbol/Icon Therblig Color Symbol/Icon: Search Black Use PurpleDocument10 pagesTherblig Color Symbol/Icon Therblig Color Symbol/Icon: Search Black Use Purplechad macatangayNo ratings yet
- Boxer Bm100Document69 pagesBoxer Bm100sanjika luckruwan100% (1)
- A New Classification Scheme For Periodontal and Peri and Conditions - Introduction and Key Changes From The 1999 ClassificationDocument8 pagesA New Classification Scheme For Periodontal and Peri and Conditions - Introduction and Key Changes From The 1999 ClassificationOner Man0% (1)
- Anna University Disaster Management QUES BANKDocument4 pagesAnna University Disaster Management QUES BANKJunaid Pantheeran78% (9)
- Unit 5.1 Introduction To Operations ManagementDocument17 pagesUnit 5.1 Introduction To Operations ManagementJun Woo YangNo ratings yet
- NFA 2010 ResultsDocument4 pagesNFA 2010 ResultsAnto AbatilliNo ratings yet
- Blockchain Merkle TreeDocument4 pagesBlockchain Merkle TreeResearch ParkNo ratings yet
- Painting and GlazingDocument56 pagesPainting and GlazingWilliam PeterNo ratings yet
- HP ExpertOne Certification PathsDocument34 pagesHP ExpertOne Certification PathsSaurabh0% (1)
- Quick Installaton Guide-MI-250 Daisy Chain VersionDocument2 pagesQuick Installaton Guide-MI-250 Daisy Chain VersionSunil SinghNo ratings yet
- A Review On Tecoma StansDocument3 pagesA Review On Tecoma StansBaru Chandrasekhar RaoNo ratings yet
- Neptune in Pisces - Quietly Working To Destroy FearDocument3 pagesNeptune in Pisces - Quietly Working To Destroy FearReiki MasterNo ratings yet
- Our Personal Experience With Tree Cutting in The PhilippinesDocument26 pagesOur Personal Experience With Tree Cutting in The PhilippinesNorman CorreaNo ratings yet
- Light Mild Brown Girl in Glasses Sales Brochuryye (Yyyyyyyyyyyy1)Document2 pagesLight Mild Brown Girl in Glasses Sales Brochuryye (Yyyyyyyyyyyy1)Althea KimNo ratings yet