
Materials: Design
Materials: Design
You might also like
- A Detailed Lesson Plan in Science 10Document6 pagesA Detailed Lesson Plan in Science 10Roldan Ormilla96% (50)
- Albert Pope LaddersDocument28 pagesAlbert Pope LaddersMartin Vilas100% (1)
- FS Report Smelter 21000 Tpa-1Document54 pagesFS Report Smelter 21000 Tpa-1Insan Fadli II100% (2)
- Praise JerusalemDocument206 pagesPraise JerusalemEmilio González HernándezNo ratings yet
- 0250042282ENUIBDocument5 pages0250042282ENUIBZivan SekulicNo ratings yet
- 23 Eti Psi 159 (10 94) PDFDocument41 pages23 Eti Psi 159 (10 94) PDFpradeeepgargNo ratings yet
- Guidelines For PCP - Dec 2021Document3 pagesGuidelines For PCP - Dec 2021roy641808No ratings yet
- Q March 2019 NLC III LLB I OldDocument11 pagesQ March 2019 NLC III LLB I Oldmegha rathodNo ratings yet
- BIOTECH RC SeriesDocument8 pagesBIOTECH RC SeriesArdy SuntoroNo ratings yet
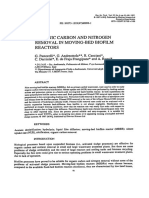
- Organic Carbon and Nitrogen Removal in Moving-Bed Biofilm ReactorsDocument9 pagesOrganic Carbon and Nitrogen Removal in Moving-Bed Biofilm ReactorsehsanNo ratings yet
- 1 Insttnl Dev in MINFAL WRT WTO Page (1-125)Document41 pages1 Insttnl Dev in MINFAL WRT WTO Page (1-125)Farhat Abbas DurraniNo ratings yet
- PMCCDocument12 pagesPMCCAMOL PATILNo ratings yet
- Office Order For Vehicle Management in DoRDocument1 pageOffice Order For Vehicle Management in DoRsonam phunthsoNo ratings yet
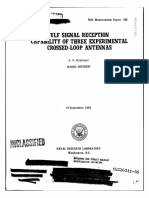
- 1955 - VLF Signal Reception Capability of Three Experimental Crossed-Loop AntennasDocument40 pages1955 - VLF Signal Reception Capability of Three Experimental Crossed-Loop AntennascsezenogluNo ratings yet
- L I/Lin Iion.I.'Niu, Rri L0 T'LTT - LR: Roll 193Document16 pagesL I/Lin Iion.I.'Niu, Rri L0 T'LTT - LR: Roll 193Mitthabailu Vaman NayakNo ratings yet
- Ffiff H: #I, : Rui:fl:: (IfDocument4 pagesFfiff H: #I, : Rui:fl:: (IfMishal Kumar ShuklaNo ratings yet
- English PG SyllabusDocument45 pagesEnglish PG SyllabusDivya AroraNo ratings yet
- Week 8 FullDocument4 pagesWeek 8 FullAbraham WalkthewokNo ratings yet
- Plantrat3 Traveling ScreensDocument19 pagesPlantrat3 Traveling ScreensLuis E.SNo ratings yet
- Aug-Sep2020 15Document2 pagesAug-Sep2020 15RickNo ratings yet
- Issue Details-Anchor Investor-09.05.2024Document2 pagesIssue Details-Anchor Investor-09.05.2024Samim Al RashidNo ratings yet
- Kashmir Publio $ervich: - Jammu Commi$$Iffit, JDocument6 pagesKashmir Publio $ervich: - Jammu Commi$$Iffit, JA.A.mirNo ratings yet
- Two-Port Etworks: From: Basic Engineering Circuit Analysis, by Irwin. Wiley 2008Document5 pagesTwo-Port Etworks: From: Basic Engineering Circuit Analysis, by Irwin. Wiley 2008mrmarmsNo ratings yet
- Maths pp1 June 2003 (1)Document27 pagesMaths pp1 June 2003 (1)Charles MutaringeNo ratings yet
- Cry Stalltzation: StudiesDocument17 pagesCry Stalltzation: StudiesMd Abid AfridiNo ratings yet
- Img 1 1Document1 pageImg 1 1Ranjith AdikariNo ratings yet
- Img 20200328 0004Document1 pageImg 20200328 0004Jo MAMANo ratings yet
- 1 Yabhzi 54 CFG 938 Ed 627 JDocument6 pages1 Yabhzi 54 CFG 938 Ed 627 JKARFO SLA LLCNo ratings yet
- Micro Organisms Hand Out Student - TextDocument4 pagesMicro Organisms Hand Out Student - TextLael SomarNo ratings yet
- U.ld"4jlin1-: RtrlijiDocument9 pagesU.ld"4jlin1-: RtrlijiVasiljka Đordan JelacaNo ratings yet
- Course: Unmersiti Teknologi Mara FinaltestDocument7 pagesCourse: Unmersiti Teknologi Mara Finaltestnadiashining_star_56No ratings yet
- Test 3Document53 pagesTest 3kuldeepjenyNo ratings yet
- Be-Electrical Sem7 Emd Dec18Document1 pageBe-Electrical Sem7 Emd Dec18satishNo ratings yet
- Ventomatic Instructions & Troubleshooting For Bagging MachineDocument31 pagesVentomatic Instructions & Troubleshooting For Bagging MachineAhmed100% (1)
- PChem F2002-E1Document7 pagesPChem F2002-E1api-3707297No ratings yet
- SPLN 21a - 1980 PltaDocument104 pagesSPLN 21a - 1980 PltazulhamNo ratings yet
- Img 20221031 0002Document1 pageImg 20221031 0002Biroyu IncNo ratings yet
- Joining of Lead-Antimony and Lead-Calcium Alloy LugsDocument16 pagesJoining of Lead-Antimony and Lead-Calcium Alloy Lugsehsan453No ratings yet
- Electrical Machine Design (EE603)Document16 pagesElectrical Machine Design (EE603)Akashman ShakyaNo ratings yet
- Pour Point ISO 3016Document7 pagesPour Point ISO 3016AMOL PATILNo ratings yet
- GW (Ryry $re@: 1 .O $rief DescriptionDocument7 pagesGW (Ryry $re@: 1 .O $rief DescriptionAmitabha ChakrabortyNo ratings yet
- Engineering ChemistryDocument23 pagesEngineering ChemistryHimal TimsinaNo ratings yet
- Enjoy - G7-Agric, Scie & TechDocument339 pagesEnjoy - G7-Agric, Scie & TechkundychitsikoNo ratings yet
- BS 4504-1969Document11 pagesBS 4504-1969윤규섭No ratings yet
- Caterpillar CaseDocument25 pagesCaterpillar CaseJennilyn HenaresNo ratings yet
- MicrobiologyDocument23 pagesMicrobiologyPushpa BhandariNo ratings yet
- Na Ot Wnyy!U:, Iir I,"oinvtetiitDocument2 pagesNa Ot Wnyy!U:, Iir I,"oinvtetiitpatodaNo ratings yet
- PIPEPLUS CATALOGUE - CompressedDocument6 pagesPIPEPLUS CATALOGUE - CompressedPaypal BusinessNo ratings yet
- Kkskkqxyk&Ee Pl&Syxgs Tfrrli Sdn. BF (D.: ?'fue Frqpcess CmrraxgmfedDocument12 pagesKkskkqxyk&Ee Pl&Syxgs Tfrrli Sdn. BF (D.: ?'fue Frqpcess CmrraxgmfedSK NGNo ratings yet
- Instantaneous Logging Based On A Dynamic Theory of Drilling: Nationale DesDocument9 pagesInstantaneous Logging Based On A Dynamic Theory of Drilling: Nationale Dessabilco13No ratings yet
- GBM Schematic DigramDocument22 pagesGBM Schematic DigrampadmawarNo ratings yet
- Wipro DocumentDocument8 pagesWipro Documentarvindvijay09No ratings yet
- Tybms Sem5 SM Nov19Document2 pagesTybms Sem5 SM Nov19chirag guptaNo ratings yet
- Design of Rockfill Dams PDFDocument111 pagesDesign of Rockfill Dams PDFrendroedywibowoNo ratings yet
- Research Memorandum: National Advisory Committee For AeronauticsDocument33 pagesResearch Memorandum: National Advisory Committee For AeronauticsantoniomambroNo ratings yet
- Fundamentals of Geotechnical Engineering Dit GillesaniapdfDocument214 pagesFundamentals of Geotechnical Engineering Dit GillesaniapdfRL Go100% (1)
- 1998.01.01-Role of QCDocument10 pages1998.01.01-Role of QCRanaware NandkishorNo ratings yet
- Intro 6Document2 pagesIntro 6Yusuf MahdiNo ratings yet
- LFL:F :: LFF) T" "'Document1 pageLFL:F :: LFF) T" "'Rei TerNo ratings yet
- Angole 5 - 20230912 - 0001Document1 pageAngole 5 - 20230912 - 0001Manana ImmanNo ratings yet
- Komunikasi Serat OptikDocument8 pagesKomunikasi Serat OptikkursbljrNo ratings yet
- Operator Crane CertificateDocument5 pagesOperator Crane CertificateDedy SulistyoNo ratings yet
- Activity Report City-Wide CleanUp DriveDocument4 pagesActivity Report City-Wide CleanUp DrivePamela TabayNo ratings yet
- LC Vco ThesisDocument8 pagesLC Vco Thesissarareedannarbor100% (2)
- Tech NewsletterDocument43 pagesTech NewsletterTaha AhmedNo ratings yet
- Assignment: Raihan Rahman ID: 1830006Document4 pagesAssignment: Raihan Rahman ID: 1830006Raihan RahmanNo ratings yet
- Sumitomo Chemical Alumina (ENG)Document16 pagesSumitomo Chemical Alumina (ENG)Lawrence LauNo ratings yet
- Maaden MSHEM Safety Documents 8Document143 pagesMaaden MSHEM Safety Documents 8ShadifNo ratings yet
- MBBR Pack - GB - 1.0 - 06-10-2015Document8 pagesMBBR Pack - GB - 1.0 - 06-10-2015SvetlanaNo ratings yet
- Module 1 Install Pole Harwarde and AccessoriesDocument23 pagesModule 1 Install Pole Harwarde and AccessoriesRussel AtienzaNo ratings yet
- The Effect of Different Heights and Angles of EnerDocument10 pagesThe Effect of Different Heights and Angles of EnersaiNo ratings yet
- Bag Technique Rationale BaldadoDocument2 pagesBag Technique Rationale Baldadolea mae andoloyNo ratings yet
- ECD415 Project Preliminary SyllabusDocument7 pagesECD415 Project Preliminary Syllabuslakshmivs23No ratings yet
- Gawain 7 Pagkakabuo NG DaigdigDocument3 pagesGawain 7 Pagkakabuo NG DaigdigRudy ClariñoNo ratings yet
- GEP 2 Speaking (Sep 2021 Updated)Document2 pagesGEP 2 Speaking (Sep 2021 Updated)Nguyễn HoàngNo ratings yet
- Controller FIS134 19-22 EN PDFDocument4 pagesController FIS134 19-22 EN PDFrimce77No ratings yet
- Chemistry XIIDocument18 pagesChemistry XIISayantan DasNo ratings yet
- G7 Probability WS-1Document3 pagesG7 Probability WS-1bNo ratings yet
- Pushing The Limits of Formation Evaluation While DrillingDocument31 pagesPushing The Limits of Formation Evaluation While DrillingKalou BoniNo ratings yet
- Measuenent of Inductance and Mutual Inductance PDFDocument9 pagesMeasuenent of Inductance and Mutual Inductance PDFAnonymous icxmJmRP6ENo ratings yet
- 00 SP01 PDFDocument148 pages00 SP01 PDFAble KuriakoseNo ratings yet
- BIEC - Bengaluru - December 2021 - Exhibitor List - 08.12.2021Document5 pagesBIEC - Bengaluru - December 2021 - Exhibitor List - 08.12.2021JabaneshNo ratings yet
- ELA Syllabus Grade 2Document19 pagesELA Syllabus Grade 2Farzam GarshasbiNo ratings yet
- IRFB59N10D - International RectifierDocument11 pagesIRFB59N10D - International RectifierStevenNo ratings yet
- DGR-7 7 A-OutlineDocument1 pageDGR-7 7 A-OutlineSHERIEFNo ratings yet
- NDRP For Hydro-Met 2018Document117 pagesNDRP For Hydro-Met 2018Yusuf Al Rasheed SamijonNo ratings yet
- Fenwick - The Failure of The League of NationsDocument5 pagesFenwick - The Failure of The League of NationsEmre CinarNo ratings yet
- Sidiq Subandriyanto Setyawan: Statement of ParticipationDocument2 pagesSidiq Subandriyanto Setyawan: Statement of Participationsetyawan punkNo ratings yet
- Csc271 Exam 9Document5 pagesCsc271 Exam 9NabiLNo ratings yet






















































































Download as pdf or txt
You might also like
- A Detailed Lesson Plan in Science 10Document6 pagesA Detailed Lesson Plan in Science 10Roldan Ormilla96% (50)
- Albert Pope LaddersDocument28 pagesAlbert Pope LaddersMartin Vilas100% (1)
- FS Report Smelter 21000 Tpa-1Document54 pagesFS Report Smelter 21000 Tpa-1Insan Fadli II100% (2)
- Praise JerusalemDocument206 pagesPraise JerusalemEmilio González HernándezNo ratings yet
- 0250042282ENUIBDocument5 pages0250042282ENUIBZivan SekulicNo ratings yet
- 23 Eti Psi 159 (10 94) PDFDocument41 pages23 Eti Psi 159 (10 94) PDFpradeeepgargNo ratings yet
- Guidelines For PCP - Dec 2021Document3 pagesGuidelines For PCP - Dec 2021roy641808No ratings yet
- Q March 2019 NLC III LLB I OldDocument11 pagesQ March 2019 NLC III LLB I Oldmegha rathodNo ratings yet
- BIOTECH RC SeriesDocument8 pagesBIOTECH RC SeriesArdy SuntoroNo ratings yet
- Organic Carbon and Nitrogen Removal in Moving-Bed Biofilm ReactorsDocument9 pagesOrganic Carbon and Nitrogen Removal in Moving-Bed Biofilm ReactorsehsanNo ratings yet
- 1 Insttnl Dev in MINFAL WRT WTO Page (1-125)Document41 pages1 Insttnl Dev in MINFAL WRT WTO Page (1-125)Farhat Abbas DurraniNo ratings yet
- PMCCDocument12 pagesPMCCAMOL PATILNo ratings yet
- Office Order For Vehicle Management in DoRDocument1 pageOffice Order For Vehicle Management in DoRsonam phunthsoNo ratings yet
- 1955 - VLF Signal Reception Capability of Three Experimental Crossed-Loop AntennasDocument40 pages1955 - VLF Signal Reception Capability of Three Experimental Crossed-Loop AntennascsezenogluNo ratings yet
- L I/Lin Iion.I.'Niu, Rri L0 T'LTT - LR: Roll 193Document16 pagesL I/Lin Iion.I.'Niu, Rri L0 T'LTT - LR: Roll 193Mitthabailu Vaman NayakNo ratings yet
- Ffiff H: #I, : Rui:fl:: (IfDocument4 pagesFfiff H: #I, : Rui:fl:: (IfMishal Kumar ShuklaNo ratings yet
- English PG SyllabusDocument45 pagesEnglish PG SyllabusDivya AroraNo ratings yet
- Week 8 FullDocument4 pagesWeek 8 FullAbraham WalkthewokNo ratings yet
- Plantrat3 Traveling ScreensDocument19 pagesPlantrat3 Traveling ScreensLuis E.SNo ratings yet
- Aug-Sep2020 15Document2 pagesAug-Sep2020 15RickNo ratings yet
- Issue Details-Anchor Investor-09.05.2024Document2 pagesIssue Details-Anchor Investor-09.05.2024Samim Al RashidNo ratings yet
- Kashmir Publio $ervich: - Jammu Commi$$Iffit, JDocument6 pagesKashmir Publio $ervich: - Jammu Commi$$Iffit, JA.A.mirNo ratings yet
- Two-Port Etworks: From: Basic Engineering Circuit Analysis, by Irwin. Wiley 2008Document5 pagesTwo-Port Etworks: From: Basic Engineering Circuit Analysis, by Irwin. Wiley 2008mrmarmsNo ratings yet
- Maths pp1 June 2003 (1)Document27 pagesMaths pp1 June 2003 (1)Charles MutaringeNo ratings yet
- Cry Stalltzation: StudiesDocument17 pagesCry Stalltzation: StudiesMd Abid AfridiNo ratings yet
- Img 1 1Document1 pageImg 1 1Ranjith AdikariNo ratings yet
- Img 20200328 0004Document1 pageImg 20200328 0004Jo MAMANo ratings yet
- 1 Yabhzi 54 CFG 938 Ed 627 JDocument6 pages1 Yabhzi 54 CFG 938 Ed 627 JKARFO SLA LLCNo ratings yet
- Micro Organisms Hand Out Student - TextDocument4 pagesMicro Organisms Hand Out Student - TextLael SomarNo ratings yet
- U.ld"4jlin1-: RtrlijiDocument9 pagesU.ld"4jlin1-: RtrlijiVasiljka Đordan JelacaNo ratings yet
- Course: Unmersiti Teknologi Mara FinaltestDocument7 pagesCourse: Unmersiti Teknologi Mara Finaltestnadiashining_star_56No ratings yet
- Test 3Document53 pagesTest 3kuldeepjenyNo ratings yet
- Be-Electrical Sem7 Emd Dec18Document1 pageBe-Electrical Sem7 Emd Dec18satishNo ratings yet
- Ventomatic Instructions & Troubleshooting For Bagging MachineDocument31 pagesVentomatic Instructions & Troubleshooting For Bagging MachineAhmed100% (1)
- PChem F2002-E1Document7 pagesPChem F2002-E1api-3707297No ratings yet
- SPLN 21a - 1980 PltaDocument104 pagesSPLN 21a - 1980 PltazulhamNo ratings yet
- Img 20221031 0002Document1 pageImg 20221031 0002Biroyu IncNo ratings yet
- Joining of Lead-Antimony and Lead-Calcium Alloy LugsDocument16 pagesJoining of Lead-Antimony and Lead-Calcium Alloy Lugsehsan453No ratings yet
- Electrical Machine Design (EE603)Document16 pagesElectrical Machine Design (EE603)Akashman ShakyaNo ratings yet
- Pour Point ISO 3016Document7 pagesPour Point ISO 3016AMOL PATILNo ratings yet
- GW (Ryry $re@: 1 .O $rief DescriptionDocument7 pagesGW (Ryry $re@: 1 .O $rief DescriptionAmitabha ChakrabortyNo ratings yet
- Engineering ChemistryDocument23 pagesEngineering ChemistryHimal TimsinaNo ratings yet
- Enjoy - G7-Agric, Scie & TechDocument339 pagesEnjoy - G7-Agric, Scie & TechkundychitsikoNo ratings yet
- BS 4504-1969Document11 pagesBS 4504-1969윤규섭No ratings yet
- Caterpillar CaseDocument25 pagesCaterpillar CaseJennilyn HenaresNo ratings yet
- MicrobiologyDocument23 pagesMicrobiologyPushpa BhandariNo ratings yet
- Na Ot Wnyy!U:, Iir I,"oinvtetiitDocument2 pagesNa Ot Wnyy!U:, Iir I,"oinvtetiitpatodaNo ratings yet
- PIPEPLUS CATALOGUE - CompressedDocument6 pagesPIPEPLUS CATALOGUE - CompressedPaypal BusinessNo ratings yet
- Kkskkqxyk&Ee Pl&Syxgs Tfrrli Sdn. BF (D.: ?'fue Frqpcess CmrraxgmfedDocument12 pagesKkskkqxyk&Ee Pl&Syxgs Tfrrli Sdn. BF (D.: ?'fue Frqpcess CmrraxgmfedSK NGNo ratings yet
- Instantaneous Logging Based On A Dynamic Theory of Drilling: Nationale DesDocument9 pagesInstantaneous Logging Based On A Dynamic Theory of Drilling: Nationale Dessabilco13No ratings yet
- GBM Schematic DigramDocument22 pagesGBM Schematic DigrampadmawarNo ratings yet
- Wipro DocumentDocument8 pagesWipro Documentarvindvijay09No ratings yet
- Tybms Sem5 SM Nov19Document2 pagesTybms Sem5 SM Nov19chirag guptaNo ratings yet
- Design of Rockfill Dams PDFDocument111 pagesDesign of Rockfill Dams PDFrendroedywibowoNo ratings yet
- Research Memorandum: National Advisory Committee For AeronauticsDocument33 pagesResearch Memorandum: National Advisory Committee For AeronauticsantoniomambroNo ratings yet
- Fundamentals of Geotechnical Engineering Dit GillesaniapdfDocument214 pagesFundamentals of Geotechnical Engineering Dit GillesaniapdfRL Go100% (1)
- 1998.01.01-Role of QCDocument10 pages1998.01.01-Role of QCRanaware NandkishorNo ratings yet
- Intro 6Document2 pagesIntro 6Yusuf MahdiNo ratings yet
- LFL:F :: LFF) T" "'Document1 pageLFL:F :: LFF) T" "'Rei TerNo ratings yet
- Angole 5 - 20230912 - 0001Document1 pageAngole 5 - 20230912 - 0001Manana ImmanNo ratings yet
- Komunikasi Serat OptikDocument8 pagesKomunikasi Serat OptikkursbljrNo ratings yet
- Operator Crane CertificateDocument5 pagesOperator Crane CertificateDedy SulistyoNo ratings yet
- Activity Report City-Wide CleanUp DriveDocument4 pagesActivity Report City-Wide CleanUp DrivePamela TabayNo ratings yet
- LC Vco ThesisDocument8 pagesLC Vco Thesissarareedannarbor100% (2)
- Tech NewsletterDocument43 pagesTech NewsletterTaha AhmedNo ratings yet
- Assignment: Raihan Rahman ID: 1830006Document4 pagesAssignment: Raihan Rahman ID: 1830006Raihan RahmanNo ratings yet
- Sumitomo Chemical Alumina (ENG)Document16 pagesSumitomo Chemical Alumina (ENG)Lawrence LauNo ratings yet
- Maaden MSHEM Safety Documents 8Document143 pagesMaaden MSHEM Safety Documents 8ShadifNo ratings yet
- MBBR Pack - GB - 1.0 - 06-10-2015Document8 pagesMBBR Pack - GB - 1.0 - 06-10-2015SvetlanaNo ratings yet
- Module 1 Install Pole Harwarde and AccessoriesDocument23 pagesModule 1 Install Pole Harwarde and AccessoriesRussel AtienzaNo ratings yet
- The Effect of Different Heights and Angles of EnerDocument10 pagesThe Effect of Different Heights and Angles of EnersaiNo ratings yet
- Bag Technique Rationale BaldadoDocument2 pagesBag Technique Rationale Baldadolea mae andoloyNo ratings yet
- ECD415 Project Preliminary SyllabusDocument7 pagesECD415 Project Preliminary Syllabuslakshmivs23No ratings yet
- Gawain 7 Pagkakabuo NG DaigdigDocument3 pagesGawain 7 Pagkakabuo NG DaigdigRudy ClariñoNo ratings yet
- GEP 2 Speaking (Sep 2021 Updated)Document2 pagesGEP 2 Speaking (Sep 2021 Updated)Nguyễn HoàngNo ratings yet
- Controller FIS134 19-22 EN PDFDocument4 pagesController FIS134 19-22 EN PDFrimce77No ratings yet
- Chemistry XIIDocument18 pagesChemistry XIISayantan DasNo ratings yet
- G7 Probability WS-1Document3 pagesG7 Probability WS-1bNo ratings yet
- Pushing The Limits of Formation Evaluation While DrillingDocument31 pagesPushing The Limits of Formation Evaluation While DrillingKalou BoniNo ratings yet
- Measuenent of Inductance and Mutual Inductance PDFDocument9 pagesMeasuenent of Inductance and Mutual Inductance PDFAnonymous icxmJmRP6ENo ratings yet
- 00 SP01 PDFDocument148 pages00 SP01 PDFAble KuriakoseNo ratings yet
- BIEC - Bengaluru - December 2021 - Exhibitor List - 08.12.2021Document5 pagesBIEC - Bengaluru - December 2021 - Exhibitor List - 08.12.2021JabaneshNo ratings yet
- ELA Syllabus Grade 2Document19 pagesELA Syllabus Grade 2Farzam GarshasbiNo ratings yet
- IRFB59N10D - International RectifierDocument11 pagesIRFB59N10D - International RectifierStevenNo ratings yet
- DGR-7 7 A-OutlineDocument1 pageDGR-7 7 A-OutlineSHERIEFNo ratings yet
- NDRP For Hydro-Met 2018Document117 pagesNDRP For Hydro-Met 2018Yusuf Al Rasheed SamijonNo ratings yet
- Fenwick - The Failure of The League of NationsDocument5 pagesFenwick - The Failure of The League of NationsEmre CinarNo ratings yet
- Sidiq Subandriyanto Setyawan: Statement of ParticipationDocument2 pagesSidiq Subandriyanto Setyawan: Statement of Participationsetyawan punkNo ratings yet
- Csc271 Exam 9Document5 pagesCsc271 Exam 9NabiLNo ratings yet