Download as pdf or txt
You might also like
- Led SolutionDocument37 pagesLed SolutionAkshay Thoke100% (1)
- PHYS102A: Lab104 Creating Motion GraphDocument11 pagesPHYS102A: Lab104 Creating Motion GraphAbdulahad MalikNo ratings yet
- Didacta - Catalogue 2016Document74 pagesDidacta - Catalogue 2016Riccardo VianelloNo ratings yet
- Feed Forward Control Philosophy For TemperatureDocument12 pagesFeed Forward Control Philosophy For TemperatureElnur ƏhmədzadəNo ratings yet
- PID ControllerDocument17 pagesPID Controlleradetag0% (1)
- Chapt 3Document23 pagesChapt 3Pradhunya KambleNo ratings yet
- Process Control Fundamentals - ADDDocument115 pagesProcess Control Fundamentals - ADDAsifNo ratings yet
- IPCDocument15 pagesIPCu can't see meNo ratings yet
- Mechatronics (1) .34 9Document57 pagesMechatronics (1) .34 9Anonymous p8bHAAxNo ratings yet
- University of Mindanao Matina, Davao City: Advanced Control Systems: Feedforward Control and Cascade ControlDocument9 pagesUniversity of Mindanao Matina, Davao City: Advanced Control Systems: Feedforward Control and Cascade ControlGrazel MDNo ratings yet
- Objective of The StudyDocument9 pagesObjective of The StudyFnur FatihahNo ratings yet
- Control System - WikipediaDocument8 pagesControl System - WikipediafwefNo ratings yet
- Proportional ControlDocument3 pagesProportional Controlyuj oNo ratings yet
- EPF4802 - Chapter 7 (Part 2) Instrumentation and Control - NoteDocument31 pagesEPF4802 - Chapter 7 (Part 2) Instrumentation and Control - NotehidayantiemNo ratings yet
- To Process Control: Dr. Ahmed Kamal El-DINDocument21 pagesTo Process Control: Dr. Ahmed Kamal El-DINJooNo ratings yet
- ABB PID ControlDocument21 pagesABB PID Controlciocioi iancuNo ratings yet
- PID Controller: Navigation SearchDocument8 pagesPID Controller: Navigation SearchprashantshivanagiNo ratings yet
- Experiment No.1: Now Manually Move The AVS-1 Bar To Control The Flow Through The Valve in To The ContainerDocument16 pagesExperiment No.1: Now Manually Move The AVS-1 Bar To Control The Flow Through The Valve in To The ContainerfahadfiazNo ratings yet
- CNTCSCD Labview PDFDocument19 pagesCNTCSCD Labview PDFAbdallahAAbdallahNo ratings yet
- Why Do We Need Process ControlDocument6 pagesWhy Do We Need Process ControlSebastien PaulNo ratings yet
- Process Control NotesDocument178 pagesProcess Control Notesabdulrhman aljuaydi100% (1)
- Temperature Control Demonstration Unit: Experimental SetupDocument3 pagesTemperature Control Demonstration Unit: Experimental SetupHammad FazalNo ratings yet
- Fundamentals of Control SystemsDocument18 pagesFundamentals of Control SystemsShiva Sai BuraNo ratings yet
- Control SystenDocument87 pagesControl SystenKpsingh KalsiNo ratings yet
- Idea DescaptionDocument14 pagesIdea DescaptionNik JaffNo ratings yet
- PID ControllersDocument58 pagesPID Controllerss12originalNo ratings yet
- FCV FIC: Set Value Degumming Process MV SP - +Document7 pagesFCV FIC: Set Value Degumming Process MV SP - +DEO SALVACIONNo ratings yet
- Basic Concepts Terminology and Techniques For Process ControlDocument9 pagesBasic Concepts Terminology and Techniques For Process ControlPaula Daniela Andrade SànchezNo ratings yet
- Control SystemDocument7 pagesControl SystemLeo LonardelliNo ratings yet
- Basic Control Theory PDFDocument74 pagesBasic Control Theory PDFJoshuaNo ratings yet
- PID ControlDocument11 pagesPID Controlhd03No ratings yet
- Group 2 ReportDocument11 pagesGroup 2 ReportLouie CamposNo ratings yet
- Flow Control Using A PID-Controlled ValveDocument5 pagesFlow Control Using A PID-Controlled ValvejaspeiNo ratings yet
- A Tutorial On Feedforward Control - Control NotesDocument4 pagesA Tutorial On Feedforward Control - Control NotesAhmed MostafaNo ratings yet
- Fundamentals of ControlDocument5 pagesFundamentals of Controltoony reyesNo ratings yet
- Assignment - 2: PID Controller Block DiagramDocument4 pagesAssignment - 2: PID Controller Block DiagramSmakshi ChoudharyNo ratings yet
- Assignment FOR Instrumentation and Process Control (ENG 321)Document16 pagesAssignment FOR Instrumentation and Process Control (ENG 321)Sadhan Jyoti DuttaNo ratings yet
- Experiment 4Document13 pagesExperiment 4Usama NadeemNo ratings yet
- Understand Advanced Process Control: Back To BasicsDocument4 pagesUnderstand Advanced Process Control: Back To BasicsJohn AnthoniNo ratings yet
- Auto1 Kupe6 Co2 Resurreccion DefinitionsDocument4 pagesAuto1 Kupe6 Co2 Resurreccion DefinitionsaltheiaarabeeeNo ratings yet
- SpiraxSarco-B5-Basic Control TheoryDocument74 pagesSpiraxSarco-B5-Basic Control Theorydanenic100% (2)
- To Ato GugsaDocument91 pagesTo Ato GugsaMesafint kassieNo ratings yet
- Process Automation (Anewcerefresher) A 14-Part SeriesDocument96 pagesProcess Automation (Anewcerefresher) A 14-Part SeriesJared TapiaNo ratings yet
- Pie Control TutorialDocument15 pagesPie Control Tutorialdr.rnsraoNo ratings yet
- Fixing PIDDocument11 pagesFixing PIDGeorge MarkasNo ratings yet
- Cadd LabDocument5 pagesCadd LabLokesh RavichandranNo ratings yet
- Examining The Fundamentals of PID ControlDocument7 pagesExamining The Fundamentals of PID ControlbariNo ratings yet
- Instrumentation & Process Control Fundamentals: Designed By: Hossam A. HassaneinDocument39 pagesInstrumentation & Process Control Fundamentals: Designed By: Hossam A. HassaneinKarthikeyanNo ratings yet
- PID ControllerDocument16 pagesPID ControllermarraurdersNo ratings yet
- 英文PID资料Document3 pages英文PID资料Richard LeeNo ratings yet
- Lec 26,27&28Document29 pagesLec 26,27&28Aditya ThakreNo ratings yet
- ADPC Module 1Document23 pagesADPC Module 1Asif MohammedNo ratings yet
- Process Control: University of Rizal SystemDocument21 pagesProcess Control: University of Rizal SystemJMNo ratings yet
- Chapter 2 Industrial Electronic ControlDocument59 pagesChapter 2 Industrial Electronic ControlVeera KanapatyNo ratings yet
- Control Scheme of Distillation ColumnDocument11 pagesControl Scheme of Distillation ColumnMuhammad KamranNo ratings yet
- PID Controller: From Wikipedia, The Free EncyclopediaDocument17 pagesPID Controller: From Wikipedia, The Free EncyclopediatirupataiahxlNo ratings yet
- Estructura de Control Ejemplo (Eng)Document14 pagesEstructura de Control Ejemplo (Eng)Silvia QuentaNo ratings yet
- Process Control FundamentalsDocument22 pagesProcess Control FundamentalsJude HarrisonNo ratings yet
- Industrial Process Control Basic ConceptsDocument39 pagesIndustrial Process Control Basic Conceptskaezzar10100% (1)
- PID ControllerDocument18 pagesPID ControllerCheng Khie Chieh100% (1)
- Diagnosis and Robust Control of Complex Building Central Chilling Systems for Enhanced Energy PerformanceFrom EverandDiagnosis and Robust Control of Complex Building Central Chilling Systems for Enhanced Energy PerformanceNo ratings yet
- HFT Food Technology 2015Document35 pagesHFT Food Technology 2015Riccardo VianelloNo ratings yet
- PID ModesTraining LabVoltDocument34 pagesPID ModesTraining LabVoltRiccardo VianelloNo ratings yet
- Ratio ControlDocument9 pagesRatio ControlRiccardo VianelloNo ratings yet
- Exercise: Xercise BjectiveDocument16 pagesExercise: Xercise BjectiveRiccardo VianelloNo ratings yet
- CE579 Spanish PDFDocument1 pageCE579 Spanish PDFRiccardo VianelloNo ratings yet
- Mod. Upb/Ev Mod. Upba/Ev: Biodiesel Production Pilot PlantDocument1 pageMod. Upb/Ev Mod. Upba/Ev: Biodiesel Production Pilot PlantRiccardo VianelloNo ratings yet
- Instrumentation and Process ControlDocument42 pagesInstrumentation and Process ControlRiccardo VianelloNo ratings yet
- Mod. Uou/Ev Mod. Uouc/Ev: Reverse Osmosis and Ultrafiltration Pilot PlantDocument1 pageMod. Uou/Ev Mod. Uouc/Ev: Reverse Osmosis and Ultrafiltration Pilot PlantRiccardo VianelloNo ratings yet
- 05 Refractometer en LR 2016Document4 pages05 Refractometer en LR 2016Riccardo VianelloNo ratings yet
- Mod. Ume/Ev Mod. Umec/Ev Mod. Umea/Ev: Single-Effect Evaporation Pilot PlantDocument2 pagesMod. Ume/Ev Mod. Umec/Ev Mod. Umea/Ev: Single-Effect Evaporation Pilot PlantRiccardo VianelloNo ratings yet
- UOP7gasabscolumn PDFDocument47 pagesUOP7gasabscolumn PDFRiccardo VianelloNo ratings yet
- CE 620 Liquid-Liquid Extraction Unit: Instruction ManualDocument39 pagesCE 620 Liquid-Liquid Extraction Unit: Instruction ManualRiccardo Vianello100% (1)
- Mod. ULL/EV Mod. ULL-1/EV: Extraction Pilot PlantDocument1 pageMod. ULL/EV Mod. ULL-1/EV: Extraction Pilot PlantRiccardo VianelloNo ratings yet
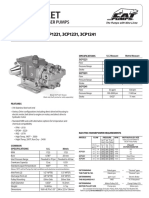
- Data Sheet: Direct-Drive Plunger PumpsDocument4 pagesData Sheet: Direct-Drive Plunger PumpsRiccardo VianelloNo ratings yet
- Mod. UTC-1/EV Mod. UTC-1c/EV Mod. UTC-1a/EV: Heat Transfer Pilot Plant With Plate and U-Tube Heat ExchangerDocument2 pagesMod. UTC-1/EV Mod. UTC-1c/EV Mod. UTC-1a/EV: Heat Transfer Pilot Plant With Plate and U-Tube Heat ExchangerRiccardo VianelloNo ratings yet
- Ams Amsac MF EngDocument68 pagesAms Amsac MF EngRiccardo VianelloNo ratings yet
- UOP6cooling Tower PDFDocument103 pagesUOP6cooling Tower PDFRiccardo VianelloNo ratings yet
- Experiment Instructions: CE 220 Fluidised Bed FormationDocument51 pagesExperiment Instructions: CE 220 Fluidised Bed FormationRiccardo VianelloNo ratings yet
- UOP5LLextraction PDFDocument45 pagesUOP5LLextraction PDFRiccardo VianelloNo ratings yet
- Consistency Control Loop Dynamic Specification PDFDocument4 pagesConsistency Control Loop Dynamic Specification PDFRiccardo VianelloNo ratings yet
- TH3 Saturation Pressure PDFDocument56 pagesTH3 Saturation Pressure PDFRiccardo VianelloNo ratings yet
- #01 KNX ArchitectureDocument35 pages#01 KNX ArchitectureMircea Remus AndoneNo ratings yet
- LTY400HM02 Samsung PDFDocument30 pagesLTY400HM02 Samsung PDFSebastian QuaroneNo ratings yet
- Door-O-Matic Control Box ManualDocument9 pagesDoor-O-Matic Control Box Manualmatt peacockNo ratings yet
- Principles of Visual Message Design Using InfographicsDocument2 pagesPrinciples of Visual Message Design Using InfographicsLouie R. Palaganas95% (19)
- Floyd Warshall AlgorithmDocument19 pagesFloyd Warshall AlgorithmSamaksh JhalaniNo ratings yet
- Beltran Dureza LuceñoDocument85 pagesBeltran Dureza LuceñoNeo ArtajoNo ratings yet
- Xii English Passage Q&ADocument204 pagesXii English Passage Q&AKing of Dons100% (1)
- FX Blue Trading Simulator PDFDocument25 pagesFX Blue Trading Simulator PDFSaúl TorresNo ratings yet
- Namaste JavascriptDocument64 pagesNamaste Javascriptsaurabh005No ratings yet
- Fatigue and How To Use It in TRIFLEXDocument11 pagesFatigue and How To Use It in TRIFLEXAnonymous GJuRvp9A5TNo ratings yet
- Kip 5000 Hardware Technical Notes 1Document5 pagesKip 5000 Hardware Technical Notes 1Harold GutierrezNo ratings yet
- Efraim Turban and Jay E. Aronson: Decision Support Systems and Intelligent SystemsDocument47 pagesEfraim Turban and Jay E. Aronson: Decision Support Systems and Intelligent SystemsMd. Abdullah Al MahmudNo ratings yet
- Accounting Information SystemDocument4 pagesAccounting Information Systemjudel Ariel100% (1)
- Control Loop HardwareDocument56 pagesControl Loop Hardwarecharleselitb92No ratings yet
- 3-Need For DBMSDocument3 pages3-Need For DBMSAkshat SharmaNo ratings yet
- Service Manual: Pcg-C1Vp/C1VpkDocument20 pagesService Manual: Pcg-C1Vp/C1VpkEnrique CedeñoNo ratings yet
- Deswik-40Document138 pagesDeswik-40LUIS EDUARDO PARRANo ratings yet
- Frequencies: Frequencies Variables Ui X Y /order AnalysisDocument13 pagesFrequencies: Frequencies Variables Ui X Y /order AnalysisShella Maretha SiraitNo ratings yet
- EMVCo White Paper On Contactless Mobile Payment 20110921111857912Document47 pagesEMVCo White Paper On Contactless Mobile Payment 20110921111857912Manpreet SinghNo ratings yet
- Abb DocwinDocument365 pagesAbb DocwinDimitrios Gkikas100% (1)
- Etc 4420Document4 pagesEtc 4420mileniumtemucoNo ratings yet
- Phase III Options For Not Allotted Students in Phase I and Phase II 2019-20 III YrsDocument13 pagesPhase III Options For Not Allotted Students in Phase I and Phase II 2019-20 III YrsShashankNo ratings yet
- Nyasulu Mulunji: Cambridge International General Certificate of Secondary EducationDocument6 pagesNyasulu Mulunji: Cambridge International General Certificate of Secondary EducationMNyasuluNo ratings yet
- C 123 A 29 Question PaperDocument69 pagesC 123 A 29 Question Papersaurav ShindeNo ratings yet
- 115kV LA & Terminator Foundationr0Document6 pages115kV LA & Terminator Foundationr0Apichartj JusuayNo ratings yet
- St. Gregory Hymnal 1920Document518 pagesSt. Gregory Hymnal 1920Cassandra Sciortino100% (1)
- Oracle Cloud External Data Integration ServicesDocument39 pagesOracle Cloud External Data Integration Servicesfahadcader50% (2)