Download as pdf or txt
You might also like
- Poongavanam V., Ramaswamy v. (Ed.) - Computational Drug Discovery, 2 Volumes - Methods and Applications. 1&2-WILEY-VCH (2024)Document732 pagesPoongavanam V., Ramaswamy v. (Ed.) - Computational Drug Discovery, 2 Volumes - Methods and Applications. 1&2-WILEY-VCH (2024)nthieu0102No ratings yet
- STP 767Document13 pagesSTP 767vatrushka69No ratings yet
- Sae Ams 2759-6B-2014Document10 pagesSae Ams 2759-6B-2014Reza NooriNo ratings yet
- B473Document7 pagesB473djlucho123456No ratings yet
- Xylan XLR 17-353-d9198 Black Metallic TopcoatDocument2 pagesXylan XLR 17-353-d9198 Black Metallic Topcoatlucas amorimNo ratings yet
- SSPC PS 15.04Document2 pagesSSPC PS 15.04anoopkumar100% (1)
- Everlube Process Bulletin 3000-A - Solid Film Lubricants & Engineered CoatingsDocument4 pagesEverlube Process Bulletin 3000-A - Solid Film Lubricants & Engineered CoatingsPeter Bennet100% (1)
- Technical Data Index: DescriptionDocument14 pagesTechnical Data Index: DescriptionLuis Ovando100% (1)
- Sae Ams03-3-2015Document8 pagesSae Ams03-3-2015raulNo ratings yet
- PRC-8001 Rev. E - Process Specification For Dry-Film Lubricant ApplicationDocument13 pagesPRC-8001 Rev. E - Process Specification For Dry-Film Lubricant Applicationasantori6133100% (1)
- Mil HDBK 695DDocument45 pagesMil HDBK 695Dfrank_jr_2No ratings yet
- Everlube 9002 TDSDocument2 pagesEverlube 9002 TDSValentin100% (1)
- Chloride Threshold For Various Reinforcement Steel TypesDocument21 pagesChloride Threshold For Various Reinforcement Steel Typesshameeka100% (1)
- Sae Arp823e-2007Document4 pagesSae Arp823e-2007aleeimeran100% (1)
- Mil HDBK 1516Document112 pagesMil HDBK 1516muthuswamy77No ratings yet
- Industrial Liquid Coatings Color CardDocument8 pagesIndustrial Liquid Coatings Color CardJose Miguel Atehortua ArenasNo ratings yet
- Nato Ag-Avt-140-24Document22 pagesNato Ag-Avt-140-24marin.petre2815100% (1)
- Aluminum TempersDocument5 pagesAluminum TempersLeonard ChoNo ratings yet
- F2661 PDFDocument7 pagesF2661 PDFAhmad Zubair RasulyNo ratings yet
- T-1046.02 (Qqz-325 Type II Class II)Document2 pagesT-1046.02 (Qqz-325 Type II Class II)jazz reyNo ratings yet
- Sae Ams Qq-A-200/11a: Octobre 2014Document11 pagesSae Ams Qq-A-200/11a: Octobre 2014sébastien DEROUARDNo ratings yet
- D 16 - 16 PDFDocument10 pagesD 16 - 16 PDFdanicyrNo ratings yet
- PS-ANM-25-32 Certification of Cargo ProjectsDocument5 pagesPS-ANM-25-32 Certification of Cargo Projectsma100% (1)
- Iso 9117-3 2010Document10 pagesIso 9117-3 2010havalNo ratings yet
- Primers For Use in Solvent Cement Joints of Poly (Vinyl Chloride) (PVC) Plastic Pipe and FittingsDocument3 pagesPrimers For Use in Solvent Cement Joints of Poly (Vinyl Chloride) (PVC) Plastic Pipe and Fittings임근구No ratings yet
- 28-Definition of Shot Peening Control and Parameters GoDocument4 pages28-Definition of Shot Peening Control and Parameters GoEdwin MPNo ratings yet
- PCTFEDocument20 pagesPCTFEHardik GandhiNo ratings yet
- Get High Quality Specimen Preparation by Powerful System Struers's TegraminDocument10 pagesGet High Quality Specimen Preparation by Powerful System Struers's TegraminAimil Ltd.No ratings yet
- Alodine 1200S, Technical BulletinDocument6 pagesAlodine 1200S, Technical BulletinRamiro ArtazaNo ratings yet
- Silica ExtractionDocument5 pagesSilica ExtractionRV RVNo ratings yet
- Nonmetallic Abrasives: H. William Hitzrot (Original Chapter) James Hansink (2002 Revision)Document6 pagesNonmetallic Abrasives: H. William Hitzrot (Original Chapter) James Hansink (2002 Revision)Ngô Trung NghĩaNo ratings yet
- The Biodeterioration of Synthetic Resins Used in ConservationDocument8 pagesThe Biodeterioration of Synthetic Resins Used in ConservationJorge Rafael Mayorga Sandoval100% (1)
- AC7122.2 Rev A - 1Document46 pagesAC7122.2 Rev A - 1Namelezz ShadowwNo ratings yet
- Control of The Mat Gloss BalanceDocument3 pagesControl of The Mat Gloss Balancejulio100% (1)
- Copper Accelerated Salt Spray (CASS) and Salt Spray Test For Gardobond X 4707 A2Document15 pagesCopper Accelerated Salt Spray (CASS) and Salt Spray Test For Gardobond X 4707 A2Tito Tamaro PasaribuNo ratings yet
- Astm A193 - A193m-23Document14 pagesAstm A193 - A193m-23ashrafNo ratings yet
- 2021-02-09 Approved Coating Systems Letter To Jotun (Signed MHH) - R1Document7 pages2021-02-09 Approved Coating Systems Letter To Jotun (Signed MHH) - R1Mohd Effiezool Yaser100% (1)
- Mil PRF 85285eDocument24 pagesMil PRF 85285emurphygtNo ratings yet
- Surface Vehicle Information: Rev. JAN96Document9 pagesSurface Vehicle Information: Rev. JAN96Glauco SantosNo ratings yet
- E 1751 - e 1751M - 15Document95 pagesE 1751 - e 1751M - 15Eric GozzerNo ratings yet
- ASTM G110 - 92 (Reapproved 2009)Document3 pagesASTM G110 - 92 (Reapproved 2009)Mohamad ZandiNo ratings yet
- Quartz ToleranceDocument36 pagesQuartz Tolerancenick10686No ratings yet
- Evaluation of The Corrosion Durability of Steel Systems For Automobile Fuel TanksDocument90 pagesEvaluation of The Corrosion Durability of Steel Systems For Automobile Fuel TanksĐình Khoa PhanNo ratings yet
- ASTM Oxygen Cleaning MIL-STD-1330D - CHG-1Document90 pagesASTM Oxygen Cleaning MIL-STD-1330D - CHG-1Maxym OsadchyNo ratings yet
- Mil PRF 46010HDocument17 pagesMil PRF 46010HGoogle UserNo ratings yet
- A Review On Rubber Compound Mixing in Banbury Mixer at Tire IndustriesDocument5 pagesA Review On Rubber Compound Mixing in Banbury Mixer at Tire IndustriesPrashantha NandavarNo ratings yet
- Runge, Jude M. - Enhancing Anodic Aluminum Oxide For Bonding ApplicationsDocument13 pagesRunge, Jude M. - Enhancing Anodic Aluminum Oxide For Bonding ApplicationsLuis Gustavo PachecoNo ratings yet
- ASTM G 50 - 76 r97 - Rzuwltc2ujk3rteDocument5 pagesASTM G 50 - 76 r97 - Rzuwltc2ujk3rteSamuel EduardoNo ratings yet
- D 3170 - 01 - RdmxnzatmdeDocument10 pagesD 3170 - 01 - RdmxnzatmdeEmre DalgicNo ratings yet
- Shot Peening ProcessDocument9 pagesShot Peening ProcessAjit PatilNo ratings yet
- A554-15a Standard Specification For Welded Stainless Steel Mechanical TubingDocument5 pagesA554-15a Standard Specification For Welded Stainless Steel Mechanical TubingChuthaNo ratings yet
- Sae J120-2002Document21 pagesSae J120-2002Marcos Rosenberg100% (1)
- Everlube 620 CTDSDocument2 pagesEverlube 620 CTDSchristianNo ratings yet
- AMS AM P18183097 Brochure FinalDocument7 pagesAMS AM P18183097 Brochure FinalRaj RajeshNo ratings yet
- The Rubber Formulary SBRDocument61 pagesThe Rubber Formulary SBRCarla Correia0% (1)
- Rationale As1099C Has Been Reaffirmed To Comply With The Sae Five-Year Review PolicyDocument3 pagesRationale As1099C Has Been Reaffirmed To Comply With The Sae Five-Year Review PolicyLarry HareNo ratings yet
- Iso Dis 16232-2 2005-08 enDocument21 pagesIso Dis 16232-2 2005-08 enMarekNo ratings yet
- App 3000-ADocument5 pagesApp 3000-AAbdul Rafiq SoudagarNo ratings yet
- Steelmaster 60WB: Technical Data Sheet Application GuideDocument10 pagesSteelmaster 60WB: Technical Data Sheet Application GuideyugandharNo ratings yet
- Steelmaster 1200WF: Technical Data Sheet Application GuideDocument10 pagesSteelmaster 1200WF: Technical Data Sheet Application GuideSatish VishnubhotlaNo ratings yet
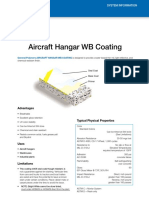
- Aircraft Hangar WB Coating: AdvantagesDocument4 pagesAircraft Hangar WB Coating: Advantagesjohn christian de leonNo ratings yet
- Residential Asphalt Roofing Manual Design and Application Methods 2014 EditionFrom EverandResidential Asphalt Roofing Manual Design and Application Methods 2014 EditionNo ratings yet
- MS51830FDocument5 pagesMS51830FValentinNo ratings yet
- LOCTITEsDocument4 pagesLOCTITEsValentinNo ratings yet
- Everlube 620 AMSDSDocument9 pagesEverlube 620 AMSDSValentinNo ratings yet
- Everlube 9002 TDSDocument2 pagesEverlube 9002 TDSValentin100% (1)
- Ever Lube 620 Adm SdsDocument9 pagesEver Lube 620 Adm SdsValentinNo ratings yet
- Everlube 620 ATDSDocument2 pagesEverlube 620 ATDSValentinNo ratings yet
- Safety Data SheetDocument8 pagesSafety Data SheetValentinNo ratings yet
- Everlube 620 TDSDocument2 pagesEverlube 620 TDSValentinNo ratings yet
- AffcvDocument2 pagesAffcvValentinNo ratings yet
- Safety Data Sheet (SDS) : P-415A-66 Cl. N #34151 Green Epoxy PrimerDocument8 pagesSafety Data Sheet (SDS) : P-415A-66 Cl. N #34151 Green Epoxy PrimerValentinNo ratings yet
- SpecGuide 9-2017 by ProductDocument42 pagesSpecGuide 9-2017 by ProductValentinNo ratings yet
- SpecGuide 9-2017 by SpecificationDocument42 pagesSpecGuide 9-2017 by SpecificationValentinNo ratings yet
- Fonctionnement Différents Systèmes - CFM56-5AB ATA74+75Document105 pagesFonctionnement Différents Systèmes - CFM56-5AB ATA74+75ValentinNo ratings yet
- Estimation of Glucose Content From Standard Curve: Glucose Concentration ( G/ML)Document1 pageEstimation of Glucose Content From Standard Curve: Glucose Concentration ( G/ML)Hasan AnandaNo ratings yet
- 4185hYYBqH 1 3 3 Gravity Retaining and Supporting WallspdfDocument48 pages4185hYYBqH 1 3 3 Gravity Retaining and Supporting WallspdfThan Thar Lin LaeNo ratings yet
- MagnetizationDocument103 pagesMagnetizationAmit Kumar MudgalNo ratings yet
- Formulation and Evaluation of Floating and Mucoadhesive Tablets Containing GlipizideDocument8 pagesFormulation and Evaluation of Floating and Mucoadhesive Tablets Containing GlipizideSiva PrasadNo ratings yet
- Chemistry2019 Syllaby 20-6-19Document118 pagesChemistry2019 Syllaby 20-6-19ArunNo ratings yet
- Experiment 3 - Spclpha615Document6 pagesExperiment 3 - Spclpha615POMPEYO BARROGANo ratings yet
- Matter in Our Surrounding QRDocument48 pagesMatter in Our Surrounding QRomvjanapureNo ratings yet
- Problems: Concept QuestionsDocument1 pageProblems: Concept QuestionsSebaz MejiaNo ratings yet
- Jurnal Kimia OrganikDocument8 pagesJurnal Kimia OrganikNazwa Putri Adira XII. IPA 5No ratings yet
- Journal of Baltic Science Education, Vol. 16, No. 2, 2017Document141 pagesJournal of Baltic Science Education, Vol. 16, No. 2, 2017Scientia Socialis, Ltd.No ratings yet
- Surface Chemistry-02 Solved ProblemsDocument11 pagesSurface Chemistry-02 Solved ProblemsRaju SinghNo ratings yet
- Licowax S FlakesDocument1 pageLicowax S Flakes王偉仲No ratings yet
- 23 05 15 SR - Iit Iz Co Spark Jee Main WTM 7 Q'paperDocument24 pages23 05 15 SR - Iit Iz Co Spark Jee Main WTM 7 Q'paperdeepakchandu kNo ratings yet
- DuPont Non-Stick Dry Film Lubricant - Aerosol - US SDS - 17 Jan 2021Document7 pagesDuPont Non-Stick Dry Film Lubricant - Aerosol - US SDS - 17 Jan 2021Apol Aguisanda JrNo ratings yet
- Static Compaction Test and Determination of Equivalent Static PressureDocument4 pagesStatic Compaction Test and Determination of Equivalent Static PressureRkNo ratings yet
- ThermodynamicsDocument14 pagesThermodynamicssarathNo ratings yet
- Module Science Pt3Document11 pagesModule Science Pt3lccjane8504No ratings yet
- S2 Covid-19 Holiday Work Week Two PDFDocument3 pagesS2 Covid-19 Holiday Work Week Two PDFLutwama GideonNo ratings yet
- ''Chapter 1 ChemistryDocument23 pages''Chapter 1 ChemistryAung LayNo ratings yet
- Chemistry 122 Exam 2 February 26, 2009: NAMEDocument7 pagesChemistry 122 Exam 2 February 26, 2009: NAMEjuly4babeNo ratings yet
- Biological Wastewater TreatmentDocument164 pagesBiological Wastewater TreatmentBenazir Shugufta100% (1)
- Actis-Goretta DKK., 2003Document4 pagesActis-Goretta DKK., 2003Yunus Abdullah FatahNo ratings yet
- History: 16th-To-18th-Century DevelopmentsDocument2 pagesHistory: 16th-To-18th-Century Developmentszoology qauNo ratings yet
- SelvolPVOH EmulsionPolymerization en PVOHDocument9 pagesSelvolPVOH EmulsionPolymerization en PVOHNelson BarriosNo ratings yet
- Nukote STDocument4 pagesNukote STMarco Dos Santos NevesNo ratings yet
- Harman Kardon hd990 SMDocument61 pagesHarman Kardon hd990 SMклимNo ratings yet
- Astm C635 C635M - 2013Document10 pagesAstm C635 C635M - 2013ABNo ratings yet
- L Profile, Steel Unequal Angles, Sections Sizes, Dimensions, Properties, SpecificationsDocument2 pagesL Profile, Steel Unequal Angles, Sections Sizes, Dimensions, Properties, Specificationsxivexi2501No ratings yet