Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5825)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Engine 4JG2 PDFDocument233 pagesEngine 4JG2 PDFLuis Alonso Cuevas Rogat100% (9)
- 1.4L Ford FigoDocument21 pages1.4L Ford FigoAmit Garg100% (1)
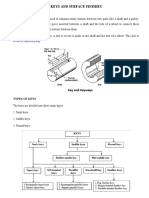
- Keys and Surface FinishesDocument4 pagesKeys and Surface FinishessathiaNo ratings yet
- What Occurs When A Wheel Hits A Dip or Hole and Moves DownwardDocument3 pagesWhat Occurs When A Wheel Hits A Dip or Hole and Moves DownwardJan Bryan EslavaNo ratings yet
- Summarize - SCREWDRIVER, FIXTURE AT LUCIDDocument84 pagesSummarize - SCREWDRIVER, FIXTURE AT LUCIDVinhNo ratings yet
- The Steering SystemDocument3 pagesThe Steering SystembroNo ratings yet
- SY135Document242 pagesSY135Fernando SilvaNo ratings yet
- BSA D7 Workshop ManualDocument31 pagesBSA D7 Workshop ManualbikewireNo ratings yet
- Dragsted History Booklet 2013Document98 pagesDragsted History Booklet 2013ozakyusNo ratings yet
- 4L40E (A4S 200R) BMW 98 On. 5L40E (A5S 360R) BMW 98 On & Cadillac 03 OnDocument9 pages4L40E (A4S 200R) BMW 98 On. 5L40E (A5S 360R) BMW 98 On & Cadillac 03 OnMichaelm8No ratings yet
- Tata LPT 709 31-40Document10 pagesTata LPT 709 31-40Niten GuptaNo ratings yet
- Frances Inglês Alemão Espanhol Italiano SuecoDocument48 pagesFrances Inglês Alemão Espanhol Italiano Suecopatger1No ratings yet
- Manual de Torno ChinoDocument50 pagesManual de Torno Chinonestor100% (3)
- NOA004使用维修手册 (1-3.5T内燃英文) Operating and Service ManualDocument145 pagesNOA004使用维修手册 (1-3.5T内燃英文) Operating and Service ManualJose CamposNo ratings yet
- Installation Instructions: If in Doubt About Electrical Installation, Consult A Licensed Electrician!Document1 pageInstallation Instructions: If in Doubt About Electrical Installation, Consult A Licensed Electrician!dayshift5No ratings yet
- Control Valve Assy Inner Parts PDFDocument2 pagesControl Valve Assy Inner Parts PDFDEIMER JOSE FIGUEROA MANRIQUENo ratings yet
- 320dl Stick Drift Reduction ValveDocument3 pages320dl Stick Drift Reduction ValveDaniel Rhasty-ghee AhmanorNo ratings yet
- 2lfl MastDocument23 pages2lfl MastMelwyn FernandesNo ratings yet
- Aii380000 PDFDocument5 pagesAii380000 PDFDubar ArzolaNo ratings yet
- Manual Honda ActuadorDocument11 pagesManual Honda ActuadorLuis MurrietaNo ratings yet
- Dme PPT BEARINGS FINALDocument17 pagesDme PPT BEARINGS FINALsafa shaikhNo ratings yet
- White Fork Lift My20!25!30 40c Fork Lift Trucks Parts CatalogDocument8 pagesWhite Fork Lift My20!25!30 40c Fork Lift Trucks Parts Cataloglinda100% (39)
- 1998-2001 Honda Accord v-6 B7xaDocument834 pages1998-2001 Honda Accord v-6 B7xaJavierGarciaSerrano86% (14)
- HD 658Document73 pagesHD 658MonteagudoNo ratings yet
- Manual Cardan SpicerDocument152 pagesManual Cardan SpicerJuan Jose PerdomoNo ratings yet
- Cross Catalogue 2017Document32 pagesCross Catalogue 2017Madalin TatuNo ratings yet
- 6S 750 CatalogDocument13 pages6S 750 CatalogDavid Rosado100% (1)
- Cylinder Head/Valve: Valveseatinspection/Refacing 9-17Document28 pagesCylinder Head/Valve: Valveseatinspection/Refacing 9-17orly pocoateNo ratings yet
- Dow Valve Portfolio en DataDocument68 pagesDow Valve Portfolio en DataEE FilesReviewNo ratings yet
- Model 392C Torque Multiplier Parts ListDocument2 pagesModel 392C Torque Multiplier Parts Listvipequi50No ratings yet