
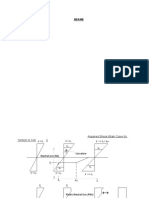
TENSION MEMBERS Yielding Shear Lag
TENSION MEMBERS Yielding Shear Lag
You might also like
- A Unified Design of Steel StructuresDocument458 pagesA Unified Design of Steel StructuresEhsan Wasim100% (2)
- Handout FatigueDocument12 pagesHandout Fatigueਸੁਨ੍ਮੀਤ ਸਿੰਘ ਭਸੀਨNo ratings yet
- Torsion Torsional Shear Stress DistributionDocument18 pagesTorsion Torsional Shear Stress DistributionEhsan WasimNo ratings yet
- Y8 Textiles WorkbookDocument68 pagesY8 Textiles WorkbookCharlene Joy100% (1)
- Isotropic Linear Elastic Stress ConcentrationDocument19 pagesIsotropic Linear Elastic Stress ConcentrationIoan-Lucian StanNo ratings yet
- STRESS CONCENTRATION@lectureDocument22 pagesSTRESS CONCENTRATION@lectureManish DharNo ratings yet
- Tension Members Ce134p Escruz LRFDDocument42 pagesTension Members Ce134p Escruz LRFDjohn devonNo ratings yet
- 2shear StressesDocument16 pages2shear StressesRYE IGNERNo ratings yet
- CHAPTER 2 LEFM Edited31Mac2014Document50 pagesCHAPTER 2 LEFM Edited31Mac2014wandee2393100% (1)
- Kiln Tyre Load CalculationDocument4 pagesKiln Tyre Load CalculationRadi Gohar50% (2)
- "Analysis of A Rectangular Plate With A Circular Hole": Term Paper OnDocument12 pages"Analysis of A Rectangular Plate With A Circular Hole": Term Paper OnPiyush GuptaNo ratings yet
- Lecture 5.3 FractureDocument17 pagesLecture 5.3 FractureFatimah Binti Abd RahmanNo ratings yet
- Stress Concentration TheoryDocument3 pagesStress Concentration Theorydeekshayadavv4No ratings yet
- RCD Lesson 1b Flexural Analysis of Beams (Cracking Moment) PDFDocument14 pagesRCD Lesson 1b Flexural Analysis of Beams (Cracking Moment) PDFEduard Joseph Dela CruzNo ratings yet
- RCD Lesson 1b Flexural Analysis of Beams (Cracking Moment)Document14 pagesRCD Lesson 1b Flexural Analysis of Beams (Cracking Moment)EJ Dela CruzNo ratings yet
- Linear Elastic Fracture MechanicsDocument19 pagesLinear Elastic Fracture MechanicsCan Kutay TuçNo ratings yet
- An Empirical Stress-Intensity Factor Equation For The Surface CrackDocument8 pagesAn Empirical Stress-Intensity Factor Equation For The Surface CrackShaun Raphael LeeNo ratings yet
- Computer Simulation of Cumulative Fatigue Damage: Facta UniversitatisDocument9 pagesComputer Simulation of Cumulative Fatigue Damage: Facta UniversitatisBilly ChrisNo ratings yet
- Mdesign IIDocument38 pagesMdesign IIShashwat TripathiNo ratings yet
- Finite Element and Boundary Methods (ME 613) Assignment-1Document20 pagesFinite Element and Boundary Methods (ME 613) Assignment-1Nishant GuptaNo ratings yet
- MD 5BDocument73 pagesMD 5Bctvd93100% (1)
- Chapter One Plastic Analysis 1Document18 pagesChapter One Plastic Analysis 1wendimeyasuNo ratings yet
- Section III: Load and Stress AnalysisDocument29 pagesSection III: Load and Stress Analysisrameshaarya99No ratings yet
- Shufen Xiao and Xiwen Li: Contact Stress Analysis of Tapered Interference Fit For The Cantilevered Axle, Xueqi JiangDocument5 pagesShufen Xiao and Xiwen Li: Contact Stress Analysis of Tapered Interference Fit For The Cantilevered Axle, Xueqi JiangprasannaNo ratings yet
- Simple Stresses in Machine PartsDocument38 pagesSimple Stresses in Machine Partsiftikhar ahmedNo ratings yet
- Ms 2005 019Document6 pagesMs 2005 019kannanmech87No ratings yet
- Stress ConcentrationDocument13 pagesStress Concentrationmohammad abusarhanNo ratings yet
- Bolt CalculateDocument6 pagesBolt CalculateBahtiar YudhistiraNo ratings yet
- Title-Stress Concentration in Plate With A Hole, Surface Cracks What Is Stress Concentration?Document4 pagesTitle-Stress Concentration in Plate With A Hole, Surface Cracks What Is Stress Concentration?anubhavjoatNo ratings yet
- BF00012668Document28 pagesBF00012668Eslam ShawkyNo ratings yet
- Lecture 3Document30 pagesLecture 3M.HNo ratings yet
- 6 Thin Shell-Int PRDocument17 pages6 Thin Shell-Int PRkannan67% (3)
- MTT TermpaperDocument20 pagesMTT TermpaperVenkat Ramana ReddyNo ratings yet
- Stress Concentration and FatigueDocument22 pagesStress Concentration and FatiguelosoceNo ratings yet
- Vjezbe Mjerne Tarke ExperimentDocument5 pagesVjezbe Mjerne Tarke Experimentdin10731367No ratings yet
- Loadings and Concept of Normal StressDocument12 pagesLoadings and Concept of Normal StressG. Dancer Gh100% (1)
- Lab 2 - Torsional Test of A Round Steel BarDocument9 pagesLab 2 - Torsional Test of A Round Steel BarTaha KhanNo ratings yet
- Principal Stresses and StrainsDocument44 pagesPrincipal Stresses and Strainskavi krishna100% (1)
- G - 216 - DMM - Unit 2Document15 pagesG - 216 - DMM - Unit 2Raghu VarmaNo ratings yet
- Structures and Materials Section 7 Stress ConcentrationDocument21 pagesStructures and Materials Section 7 Stress ConcentrationAdi Adams AndaroffsaNo ratings yet
- Simple Stress: StressesDocument6 pagesSimple Stress: StressesChristine Mae TinapayNo ratings yet
- FALLSEM2021-22 MEE3001 TH VL2021220103058 Reference Material I 23-Aug-2021 Module 2 Design Against Fluctuating LoadDocument78 pagesFALLSEM2021-22 MEE3001 TH VL2021220103058 Reference Material I 23-Aug-2021 Module 2 Design Against Fluctuating LoadJude JohnNo ratings yet
- MAE 212: Spring 2001 Module III: Material Property Characterization Using Strain Gage InstrumentationDocument7 pagesMAE 212: Spring 2001 Module III: Material Property Characterization Using Strain Gage InstrumentationChulbul PandeyNo ratings yet
- Force, Torque and StrainDocument22 pagesForce, Torque and StrainLungie MbathaNo ratings yet
- Presentación 3Document15 pagesPresentación 3dannyyukaNo ratings yet
- Stress Concentration Final PDFDocument14 pagesStress Concentration Final PDFSomdeep DuttaNo ratings yet
- Lab 5Document10 pagesLab 5Tayyab ZafarNo ratings yet
- 2.0 NSCP 2015 Design of Tension MembersDocument44 pages2.0 NSCP 2015 Design of Tension Membersjoseph hernandezNo ratings yet
- Fatigue Lecture5Document7 pagesFatigue Lecture5prakush01975225403No ratings yet
- Chapter 3 FinalDocument41 pagesChapter 3 FinalTamirat NemomsaNo ratings yet
- Strength Composites: C InateDocument8 pagesStrength Composites: C InatevietnhutNo ratings yet
- Lec2 FatigurefailureDocument34 pagesLec2 FatigurefailureelwakilwkwNo ratings yet
- CIE3150 2017 Case Study Beam V 03-2Document19 pagesCIE3150 2017 Case Study Beam V 03-2FerdiVKNo ratings yet
- Limit Load SolutionsDocument131 pagesLimit Load SolutionsZaid KamardinNo ratings yet
- Mechanics of Materials (ME-294) : Shear Stress and StrainDocument19 pagesMechanics of Materials (ME-294) : Shear Stress and Strainハンター ジェイソンNo ratings yet
- Fracture Mechanics of Concrete Structures Proceedings FRAMCOS-3 AEDIFICATIO Publishers, D-79104 Freiburg, GennanyDocument10 pagesFracture Mechanics of Concrete Structures Proceedings FRAMCOS-3 AEDIFICATIO Publishers, D-79104 Freiburg, GennanyAleksandra CubrinovskaNo ratings yet
- Mechanics of Materials - Principal Stresses and StrainsDocument14 pagesMechanics of Materials - Principal Stresses and StrainsDavid Clark100% (5)
- MCEN2000 ThinWallCyclinder 19939889Document12 pagesMCEN2000 ThinWallCyclinder 19939889Mr CreationNo ratings yet
- MCEN2000 ThinWallCyclinder 19939889Document12 pagesMCEN2000 ThinWallCyclinder 19939889Mr. Danish SaeedNo ratings yet
- Elber-FATIGUE CRACK CLOSUREDocument10 pagesElber-FATIGUE CRACK CLOSUREMohammed Bouchelarm100% (1)
- AmirSyafiq SJRpublishedDocument21 pagesAmirSyafiq SJRpublishedEhsan WasimNo ratings yet
- Hazrina SRJpublishedDocument15 pagesHazrina SRJpublishedEhsan WasimNo ratings yet
- IELTS Speaking Practice Test 1Document1 pageIELTS Speaking Practice Test 1Ehsan Wasim100% (2)
- ENES 220 - Mechanics of Materials Spring 2001 April 20, 2001 Exam #2Document4 pagesENES 220 - Mechanics of Materials Spring 2001 April 20, 2001 Exam #2Ehsan WasimNo ratings yet
- An Analysis of The Behavior of Hybrid Steel Beam - RC Column ConnectionDocument13 pagesAn Analysis of The Behavior of Hybrid Steel Beam - RC Column ConnectionEhsan WasimNo ratings yet
- ENES 220 - Mechanics of Materials Spring 2000 March 1, 2000 Midterm Exam #1Document6 pagesENES 220 - Mechanics of Materials Spring 2000 March 1, 2000 Midterm Exam #1Ehsan WasimNo ratings yet
- Alignment Chart For Braced FrameDocument2 pagesAlignment Chart For Braced FrameEhsan WasimNo ratings yet
- Alignment ChartsDocument2 pagesAlignment ChartsEhsan WasimNo ratings yet
- SampleDocument4 pagesSampleEhsan WasimNo ratings yet
- Use of Alternative Waste Materials in Producing Ultra-High Performance ConcreteDocument8 pagesUse of Alternative Waste Materials in Producing Ultra-High Performance ConcreteEhsan WasimNo ratings yet
- Plate ElementsDocument23 pagesPlate ElementsEhsan WasimNo ratings yet
- Prof. B V S Viswanadham, Department of Civil Engineering, IIT BombayDocument38 pagesProf. B V S Viswanadham, Department of Civil Engineering, IIT BombayEhsan WasimNo ratings yet
- Literature Review Matrix Table Theoretical/ Conceptual Framework Research Hypotheses ConclusionsDocument6 pagesLiterature Review Matrix Table Theoretical/ Conceptual Framework Research Hypotheses ConclusionsEhsan WasimNo ratings yet
- Beams: Assumed Stress-Strain Curve (In Tension or Compression) ε ε ε >> ε > ε ε > ε ε = εDocument14 pagesBeams: Assumed Stress-Strain Curve (In Tension or Compression) ε ε ε >> ε > ε ε > ε ε = εEhsan WasimNo ratings yet
- Ecs 731 Adv Mech of Concrete and Steel Struct Updated 26 Julai 2018Document12 pagesEcs 731 Adv Mech of Concrete and Steel Struct Updated 26 Julai 2018Ehsan WasimNo ratings yet
- Assignment 2 PDF 3Document2 pagesAssignment 2 PDF 3Ehsan WasimNo ratings yet
- Elastic BehaviourDocument4 pagesElastic BehaviourEhsan WasimNo ratings yet
- ME-458 Turbomachinery: Muhammad Shaban Lecturer Department of Mechanical EngineeringDocument113 pagesME-458 Turbomachinery: Muhammad Shaban Lecturer Department of Mechanical EngineeringAneeq Raheem50% (2)
- Biology: NO Judul PengarangDocument5 pagesBiology: NO Judul Pengarangkartini11No ratings yet
- Report 1Document9 pagesReport 135074Md Arafat Khan100% (1)
- Themelis Ulloa LandfillDocument15 pagesThemelis Ulloa LandfillHenry Bagus WicaksonoNo ratings yet
- Omni-Directional Mobile Robot With Mecanum WheelDocument6 pagesOmni-Directional Mobile Robot With Mecanum WheelTRUNG QUOC LENo ratings yet
- Physical Pendulum - Angular SHM - Solved ProblemsDocument7 pagesPhysical Pendulum - Angular SHM - Solved ProblemsHomayoon GeramifarNo ratings yet
- Dance As A CompetitionDocument3 pagesDance As A CompetitionJaymie NeriNo ratings yet
- Lec 1 Introduction Slides 1 20 MergedDocument153 pagesLec 1 Introduction Slides 1 20 MergedNeeraj VarmaNo ratings yet
- Digital Banking A Case Study of India: Solid State Technology December 2020Document10 pagesDigital Banking A Case Study of India: Solid State Technology December 2020Mohit PacharNo ratings yet
- Muhammad Fauzi-855677765-Fizz Hotel Lombok-HOTEL - STANDALONEDocument1 pageMuhammad Fauzi-855677765-Fizz Hotel Lombok-HOTEL - STANDALONEMuhammad Fauzi AndriansyahNo ratings yet
- Telegram DocumeDocument21 pagesTelegram Documemilli birhanuNo ratings yet
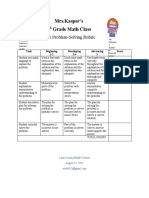
- Problemsolving RubricDocument1 pageProblemsolving Rubricapi-560491685No ratings yet
- Applications Guide 2021 Covering LettersDocument8 pagesApplications Guide 2021 Covering LettersLALUKISNo ratings yet
- Auditing Assignment - Jenny, Joanna, Ling PrintDocument28 pagesAuditing Assignment - Jenny, Joanna, Ling PrintJoanna EveNo ratings yet
- ParthoDocument2 pagesParthoDhiraj SherlliyaNo ratings yet
- PAYROLLMANAGEMENTDocument5 pagesPAYROLLMANAGEMENTSai Prabhav (Sai Prabhav)No ratings yet
- TakeawayDocument6 pagesTakeawayWilman VasquezNo ratings yet
- Jackson - Chimu Sculptures of Huaca TaycanamoDocument27 pagesJackson - Chimu Sculptures of Huaca TaycanamoJose David Nuñez UrviolaNo ratings yet
- IWA City Stories SingaporeDocument2 pagesIWA City Stories SingaporeThang LongNo ratings yet
- 3HAC052610 AM Functional Safety and SafeMove2 RW 6-En PDFDocument236 pages3HAC052610 AM Functional Safety and SafeMove2 RW 6-En PDFlesnarjp jpNo ratings yet
- 1 6 Assignment Classifying Polygons 1Document6 pages1 6 Assignment Classifying Polygons 1TeaNo ratings yet
- Part UhxDocument51 pagesPart UhxSaif Eddine MJNo ratings yet
- Zam P BLOCK NW 4Document212 pagesZam P BLOCK NW 4mrrsiddiquiNo ratings yet
- The Material Culture of The Postsocialist CityDocument15 pagesThe Material Culture of The Postsocialist Cityjsgt1980No ratings yet
- 0547 s06 TN 3Document20 pages0547 s06 TN 3mstudy123456No ratings yet
- Biochemistry FinalDocument12 pagesBiochemistry FinalAhmed Hamarneh100% (1)
- ECDIS JRC JAN-7201-9201 Instruct Manual BasicDocument294 pagesECDIS JRC JAN-7201-9201 Instruct Manual BasicRanjeet singhNo ratings yet
- 2021-01-01 Good Organic GardeningDocument110 pages2021-01-01 Good Organic GardeningValéria GarcezNo ratings yet
- JTB Unitization Gas Project: Electrical Equipment/ Tools Inspection ChecklistDocument1 pageJTB Unitization Gas Project: Electrical Equipment/ Tools Inspection ChecklistAK MizanNo ratings yet











































































































Download as docx, pdf, or txt
You might also like
- A Unified Design of Steel StructuresDocument458 pagesA Unified Design of Steel StructuresEhsan Wasim100% (2)
- Handout FatigueDocument12 pagesHandout Fatigueਸੁਨ੍ਮੀਤ ਸਿੰਘ ਭਸੀਨNo ratings yet
- Torsion Torsional Shear Stress DistributionDocument18 pagesTorsion Torsional Shear Stress DistributionEhsan WasimNo ratings yet
- Y8 Textiles WorkbookDocument68 pagesY8 Textiles WorkbookCharlene Joy100% (1)
- Isotropic Linear Elastic Stress ConcentrationDocument19 pagesIsotropic Linear Elastic Stress ConcentrationIoan-Lucian StanNo ratings yet
- STRESS CONCENTRATION@lectureDocument22 pagesSTRESS CONCENTRATION@lectureManish DharNo ratings yet
- Tension Members Ce134p Escruz LRFDDocument42 pagesTension Members Ce134p Escruz LRFDjohn devonNo ratings yet
- 2shear StressesDocument16 pages2shear StressesRYE IGNERNo ratings yet
- CHAPTER 2 LEFM Edited31Mac2014Document50 pagesCHAPTER 2 LEFM Edited31Mac2014wandee2393100% (1)
- Kiln Tyre Load CalculationDocument4 pagesKiln Tyre Load CalculationRadi Gohar50% (2)
- "Analysis of A Rectangular Plate With A Circular Hole": Term Paper OnDocument12 pages"Analysis of A Rectangular Plate With A Circular Hole": Term Paper OnPiyush GuptaNo ratings yet
- Lecture 5.3 FractureDocument17 pagesLecture 5.3 FractureFatimah Binti Abd RahmanNo ratings yet
- Stress Concentration TheoryDocument3 pagesStress Concentration Theorydeekshayadavv4No ratings yet
- RCD Lesson 1b Flexural Analysis of Beams (Cracking Moment) PDFDocument14 pagesRCD Lesson 1b Flexural Analysis of Beams (Cracking Moment) PDFEduard Joseph Dela CruzNo ratings yet
- RCD Lesson 1b Flexural Analysis of Beams (Cracking Moment)Document14 pagesRCD Lesson 1b Flexural Analysis of Beams (Cracking Moment)EJ Dela CruzNo ratings yet
- Linear Elastic Fracture MechanicsDocument19 pagesLinear Elastic Fracture MechanicsCan Kutay TuçNo ratings yet
- An Empirical Stress-Intensity Factor Equation For The Surface CrackDocument8 pagesAn Empirical Stress-Intensity Factor Equation For The Surface CrackShaun Raphael LeeNo ratings yet
- Computer Simulation of Cumulative Fatigue Damage: Facta UniversitatisDocument9 pagesComputer Simulation of Cumulative Fatigue Damage: Facta UniversitatisBilly ChrisNo ratings yet
- Mdesign IIDocument38 pagesMdesign IIShashwat TripathiNo ratings yet
- Finite Element and Boundary Methods (ME 613) Assignment-1Document20 pagesFinite Element and Boundary Methods (ME 613) Assignment-1Nishant GuptaNo ratings yet
- MD 5BDocument73 pagesMD 5Bctvd93100% (1)
- Chapter One Plastic Analysis 1Document18 pagesChapter One Plastic Analysis 1wendimeyasuNo ratings yet
- Section III: Load and Stress AnalysisDocument29 pagesSection III: Load and Stress Analysisrameshaarya99No ratings yet
- Shufen Xiao and Xiwen Li: Contact Stress Analysis of Tapered Interference Fit For The Cantilevered Axle, Xueqi JiangDocument5 pagesShufen Xiao and Xiwen Li: Contact Stress Analysis of Tapered Interference Fit For The Cantilevered Axle, Xueqi JiangprasannaNo ratings yet
- Simple Stresses in Machine PartsDocument38 pagesSimple Stresses in Machine Partsiftikhar ahmedNo ratings yet
- Ms 2005 019Document6 pagesMs 2005 019kannanmech87No ratings yet
- Stress ConcentrationDocument13 pagesStress Concentrationmohammad abusarhanNo ratings yet
- Bolt CalculateDocument6 pagesBolt CalculateBahtiar YudhistiraNo ratings yet
- Title-Stress Concentration in Plate With A Hole, Surface Cracks What Is Stress Concentration?Document4 pagesTitle-Stress Concentration in Plate With A Hole, Surface Cracks What Is Stress Concentration?anubhavjoatNo ratings yet
- BF00012668Document28 pagesBF00012668Eslam ShawkyNo ratings yet
- Lecture 3Document30 pagesLecture 3M.HNo ratings yet
- 6 Thin Shell-Int PRDocument17 pages6 Thin Shell-Int PRkannan67% (3)
- MTT TermpaperDocument20 pagesMTT TermpaperVenkat Ramana ReddyNo ratings yet
- Stress Concentration and FatigueDocument22 pagesStress Concentration and FatiguelosoceNo ratings yet
- Vjezbe Mjerne Tarke ExperimentDocument5 pagesVjezbe Mjerne Tarke Experimentdin10731367No ratings yet
- Loadings and Concept of Normal StressDocument12 pagesLoadings and Concept of Normal StressG. Dancer Gh100% (1)
- Lab 2 - Torsional Test of A Round Steel BarDocument9 pagesLab 2 - Torsional Test of A Round Steel BarTaha KhanNo ratings yet
- Principal Stresses and StrainsDocument44 pagesPrincipal Stresses and Strainskavi krishna100% (1)
- G - 216 - DMM - Unit 2Document15 pagesG - 216 - DMM - Unit 2Raghu VarmaNo ratings yet
- Structures and Materials Section 7 Stress ConcentrationDocument21 pagesStructures and Materials Section 7 Stress ConcentrationAdi Adams AndaroffsaNo ratings yet
- Simple Stress: StressesDocument6 pagesSimple Stress: StressesChristine Mae TinapayNo ratings yet
- FALLSEM2021-22 MEE3001 TH VL2021220103058 Reference Material I 23-Aug-2021 Module 2 Design Against Fluctuating LoadDocument78 pagesFALLSEM2021-22 MEE3001 TH VL2021220103058 Reference Material I 23-Aug-2021 Module 2 Design Against Fluctuating LoadJude JohnNo ratings yet
- MAE 212: Spring 2001 Module III: Material Property Characterization Using Strain Gage InstrumentationDocument7 pagesMAE 212: Spring 2001 Module III: Material Property Characterization Using Strain Gage InstrumentationChulbul PandeyNo ratings yet
- Force, Torque and StrainDocument22 pagesForce, Torque and StrainLungie MbathaNo ratings yet
- Presentación 3Document15 pagesPresentación 3dannyyukaNo ratings yet
- Stress Concentration Final PDFDocument14 pagesStress Concentration Final PDFSomdeep DuttaNo ratings yet
- Lab 5Document10 pagesLab 5Tayyab ZafarNo ratings yet
- 2.0 NSCP 2015 Design of Tension MembersDocument44 pages2.0 NSCP 2015 Design of Tension Membersjoseph hernandezNo ratings yet
- Fatigue Lecture5Document7 pagesFatigue Lecture5prakush01975225403No ratings yet
- Chapter 3 FinalDocument41 pagesChapter 3 FinalTamirat NemomsaNo ratings yet
- Strength Composites: C InateDocument8 pagesStrength Composites: C InatevietnhutNo ratings yet
- Lec2 FatigurefailureDocument34 pagesLec2 FatigurefailureelwakilwkwNo ratings yet
- CIE3150 2017 Case Study Beam V 03-2Document19 pagesCIE3150 2017 Case Study Beam V 03-2FerdiVKNo ratings yet
- Limit Load SolutionsDocument131 pagesLimit Load SolutionsZaid KamardinNo ratings yet
- Mechanics of Materials (ME-294) : Shear Stress and StrainDocument19 pagesMechanics of Materials (ME-294) : Shear Stress and Strainハンター ジェイソンNo ratings yet
- Fracture Mechanics of Concrete Structures Proceedings FRAMCOS-3 AEDIFICATIO Publishers, D-79104 Freiburg, GennanyDocument10 pagesFracture Mechanics of Concrete Structures Proceedings FRAMCOS-3 AEDIFICATIO Publishers, D-79104 Freiburg, GennanyAleksandra CubrinovskaNo ratings yet
- Mechanics of Materials - Principal Stresses and StrainsDocument14 pagesMechanics of Materials - Principal Stresses and StrainsDavid Clark100% (5)
- MCEN2000 ThinWallCyclinder 19939889Document12 pagesMCEN2000 ThinWallCyclinder 19939889Mr CreationNo ratings yet
- MCEN2000 ThinWallCyclinder 19939889Document12 pagesMCEN2000 ThinWallCyclinder 19939889Mr. Danish SaeedNo ratings yet
- Elber-FATIGUE CRACK CLOSUREDocument10 pagesElber-FATIGUE CRACK CLOSUREMohammed Bouchelarm100% (1)
- AmirSyafiq SJRpublishedDocument21 pagesAmirSyafiq SJRpublishedEhsan WasimNo ratings yet
- Hazrina SRJpublishedDocument15 pagesHazrina SRJpublishedEhsan WasimNo ratings yet
- IELTS Speaking Practice Test 1Document1 pageIELTS Speaking Practice Test 1Ehsan Wasim100% (2)
- ENES 220 - Mechanics of Materials Spring 2001 April 20, 2001 Exam #2Document4 pagesENES 220 - Mechanics of Materials Spring 2001 April 20, 2001 Exam #2Ehsan WasimNo ratings yet
- An Analysis of The Behavior of Hybrid Steel Beam - RC Column ConnectionDocument13 pagesAn Analysis of The Behavior of Hybrid Steel Beam - RC Column ConnectionEhsan WasimNo ratings yet
- ENES 220 - Mechanics of Materials Spring 2000 March 1, 2000 Midterm Exam #1Document6 pagesENES 220 - Mechanics of Materials Spring 2000 March 1, 2000 Midterm Exam #1Ehsan WasimNo ratings yet
- Alignment Chart For Braced FrameDocument2 pagesAlignment Chart For Braced FrameEhsan WasimNo ratings yet
- Alignment ChartsDocument2 pagesAlignment ChartsEhsan WasimNo ratings yet
- SampleDocument4 pagesSampleEhsan WasimNo ratings yet
- Use of Alternative Waste Materials in Producing Ultra-High Performance ConcreteDocument8 pagesUse of Alternative Waste Materials in Producing Ultra-High Performance ConcreteEhsan WasimNo ratings yet
- Plate ElementsDocument23 pagesPlate ElementsEhsan WasimNo ratings yet
- Prof. B V S Viswanadham, Department of Civil Engineering, IIT BombayDocument38 pagesProf. B V S Viswanadham, Department of Civil Engineering, IIT BombayEhsan WasimNo ratings yet
- Literature Review Matrix Table Theoretical/ Conceptual Framework Research Hypotheses ConclusionsDocument6 pagesLiterature Review Matrix Table Theoretical/ Conceptual Framework Research Hypotheses ConclusionsEhsan WasimNo ratings yet
- Beams: Assumed Stress-Strain Curve (In Tension or Compression) ε ε ε >> ε > ε ε > ε ε = εDocument14 pagesBeams: Assumed Stress-Strain Curve (In Tension or Compression) ε ε ε >> ε > ε ε > ε ε = εEhsan WasimNo ratings yet
- Ecs 731 Adv Mech of Concrete and Steel Struct Updated 26 Julai 2018Document12 pagesEcs 731 Adv Mech of Concrete and Steel Struct Updated 26 Julai 2018Ehsan WasimNo ratings yet
- Assignment 2 PDF 3Document2 pagesAssignment 2 PDF 3Ehsan WasimNo ratings yet
- Elastic BehaviourDocument4 pagesElastic BehaviourEhsan WasimNo ratings yet
- ME-458 Turbomachinery: Muhammad Shaban Lecturer Department of Mechanical EngineeringDocument113 pagesME-458 Turbomachinery: Muhammad Shaban Lecturer Department of Mechanical EngineeringAneeq Raheem50% (2)
- Biology: NO Judul PengarangDocument5 pagesBiology: NO Judul Pengarangkartini11No ratings yet
- Report 1Document9 pagesReport 135074Md Arafat Khan100% (1)
- Themelis Ulloa LandfillDocument15 pagesThemelis Ulloa LandfillHenry Bagus WicaksonoNo ratings yet
- Omni-Directional Mobile Robot With Mecanum WheelDocument6 pagesOmni-Directional Mobile Robot With Mecanum WheelTRUNG QUOC LENo ratings yet
- Physical Pendulum - Angular SHM - Solved ProblemsDocument7 pagesPhysical Pendulum - Angular SHM - Solved ProblemsHomayoon GeramifarNo ratings yet
- Dance As A CompetitionDocument3 pagesDance As A CompetitionJaymie NeriNo ratings yet
- Lec 1 Introduction Slides 1 20 MergedDocument153 pagesLec 1 Introduction Slides 1 20 MergedNeeraj VarmaNo ratings yet
- Digital Banking A Case Study of India: Solid State Technology December 2020Document10 pagesDigital Banking A Case Study of India: Solid State Technology December 2020Mohit PacharNo ratings yet
- Muhammad Fauzi-855677765-Fizz Hotel Lombok-HOTEL - STANDALONEDocument1 pageMuhammad Fauzi-855677765-Fizz Hotel Lombok-HOTEL - STANDALONEMuhammad Fauzi AndriansyahNo ratings yet
- Telegram DocumeDocument21 pagesTelegram Documemilli birhanuNo ratings yet
- Problemsolving RubricDocument1 pageProblemsolving Rubricapi-560491685No ratings yet
- Applications Guide 2021 Covering LettersDocument8 pagesApplications Guide 2021 Covering LettersLALUKISNo ratings yet
- Auditing Assignment - Jenny, Joanna, Ling PrintDocument28 pagesAuditing Assignment - Jenny, Joanna, Ling PrintJoanna EveNo ratings yet
- ParthoDocument2 pagesParthoDhiraj SherlliyaNo ratings yet
- PAYROLLMANAGEMENTDocument5 pagesPAYROLLMANAGEMENTSai Prabhav (Sai Prabhav)No ratings yet
- TakeawayDocument6 pagesTakeawayWilman VasquezNo ratings yet
- Jackson - Chimu Sculptures of Huaca TaycanamoDocument27 pagesJackson - Chimu Sculptures of Huaca TaycanamoJose David Nuñez UrviolaNo ratings yet
- IWA City Stories SingaporeDocument2 pagesIWA City Stories SingaporeThang LongNo ratings yet
- 3HAC052610 AM Functional Safety and SafeMove2 RW 6-En PDFDocument236 pages3HAC052610 AM Functional Safety and SafeMove2 RW 6-En PDFlesnarjp jpNo ratings yet
- 1 6 Assignment Classifying Polygons 1Document6 pages1 6 Assignment Classifying Polygons 1TeaNo ratings yet
- Part UhxDocument51 pagesPart UhxSaif Eddine MJNo ratings yet
- Zam P BLOCK NW 4Document212 pagesZam P BLOCK NW 4mrrsiddiquiNo ratings yet
- The Material Culture of The Postsocialist CityDocument15 pagesThe Material Culture of The Postsocialist Cityjsgt1980No ratings yet
- 0547 s06 TN 3Document20 pages0547 s06 TN 3mstudy123456No ratings yet
- Biochemistry FinalDocument12 pagesBiochemistry FinalAhmed Hamarneh100% (1)
- ECDIS JRC JAN-7201-9201 Instruct Manual BasicDocument294 pagesECDIS JRC JAN-7201-9201 Instruct Manual BasicRanjeet singhNo ratings yet
- 2021-01-01 Good Organic GardeningDocument110 pages2021-01-01 Good Organic GardeningValéria GarcezNo ratings yet
- JTB Unitization Gas Project: Electrical Equipment/ Tools Inspection ChecklistDocument1 pageJTB Unitization Gas Project: Electrical Equipment/ Tools Inspection ChecklistAK MizanNo ratings yet