Download as pdf or txt
You might also like
- Heat-Flex HI-TEMP 1200: Protective & Marine CoatingsDocument4 pagesHeat-Flex HI-TEMP 1200: Protective & Marine CoatingsAna CabreraNo ratings yet
- Linuxintro LEFE 4.33 PDFDocument307 pagesLinuxintro LEFE 4.33 PDFR00t D1rNo ratings yet
- Informatica Deployment ChecklistDocument9 pagesInformatica Deployment Checklisttajsmart1No ratings yet
- Targuard PDFDocument4 pagesTarguard PDFsofian juniardiNo ratings yet
- TarguardDocument4 pagesTarguardMariela Tabata Calizaya ChipanaNo ratings yet
- Protective & Marine Coatings: Zinc Clad XIDocument4 pagesProtective & Marine Coatings: Zinc Clad XIfdpc1987No ratings yet
- Corothane I Galvapac 1K Zinc Primer NSF: Protective & Marine CoatingsDocument4 pagesCorothane I Galvapac 1K Zinc Primer NSF: Protective & Marine CoatingsScott NorrisNo ratings yet
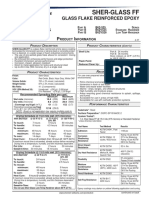
- Sherglass FFDocument4 pagesSherglass FFJhose BonillaNo ratings yet
- Corothane® I Galvapac 1K Zinc Primer PDFDocument4 pagesCorothane® I Galvapac 1K Zinc Primer PDFImam Situmeang100% (1)
- Acrolon 218 HsDocument4 pagesAcrolon 218 HsKARENNo ratings yet
- Especificaciones Pintura Macropoxi NavalDocument4 pagesEspecificaciones Pintura Macropoxi NavalVicenteRojasLeonNo ratings yet
- Macropoxy 646 FF 2022Document4 pagesMacropoxy 646 FF 2022nellyNo ratings yet
- Dura-Plate Uhs Primer NSF: Protective & Marine CoatingsDocument4 pagesDura-Plate Uhs Primer NSF: Protective & Marine CoatingscerorideNo ratings yet
- Acrolon 218 FTDocument4 pagesAcrolon 218 FTEdwin VSNo ratings yet
- Acrolon 218 HS Acrylic PolyurethaneDocument4 pagesAcrolon 218 HS Acrylic PolyurethaneJohn ReevesNo ratings yet
- Sherwin Williams - Heatflex Hi-Temp 1200 DatasheetDocument4 pagesSherwin Williams - Heatflex Hi-Temp 1200 DatasheetAce AceNo ratings yet
- Protective & Marine Coatings: Acrolon™ 218 HsDocument4 pagesProtective & Marine Coatings: Acrolon™ 218 HsAna CabreraNo ratings yet
- Carbozinc 11Document4 pagesCarbozinc 11DuongthithuydungNo ratings yet
- Hi Solid PolyurethaneDocument4 pagesHi Solid PolyurethaneafvasquezNo ratings yet
- Pintura Epoxica Sherwin Willians Hoja SeguridadDocument4 pagesPintura Epoxica Sherwin Willians Hoja Seguridad1No ratings yet
- DTM Acrylic Pimer Finish B66W1Document4 pagesDTM Acrylic Pimer Finish B66W1Vernon Jiménez FonsecaNo ratings yet
- Protective & Marine Coatings: Polysiloxane 1KDocument4 pagesProtective & Marine Coatings: Polysiloxane 1KAna CabreraNo ratings yet
- Protective & Marine Coatings: DTM Acrylic Primer/FinishDocument4 pagesProtective & Marine Coatings: DTM Acrylic Primer/FinishAna CabreraNo ratings yet
- Fast Clad HB Acrylic: Protective & Marine CoatingsDocument4 pagesFast Clad HB Acrylic: Protective & Marine CoatingsAna CabreraNo ratings yet
- Carboguard 636 XT PDSDocument4 pagesCarboguard 636 XT PDSCarlos Rojas HandalNo ratings yet
- Protective & Marine Coatings: Acrolon™ 218 HsDocument4 pagesProtective & Marine Coatings: Acrolon™ 218 Hshector gomezNo ratings yet
- Pintura 7000 - System - Cold - Galvanizing - Compound - RO65 - GDH585 - 0622Document2 pagesPintura 7000 - System - Cold - Galvanizing - Compound - RO65 - GDH585 - 0622Carmen CespedesNo ratings yet
- HO PLUS 32-PLUS 46 - Hydraulic Oil (HEES)Document2 pagesHO PLUS 32-PLUS 46 - Hydraulic Oil (HEES)azimchemNo ratings yet
- Carbozinc 11: Selection & Specification DataDocument5 pagesCarbozinc 11: Selection & Specification DataQuy RomNo ratings yet
- 113.007 - Zinc Clad Xi WB BR PDFDocument2 pages113.007 - Zinc Clad Xi WB BR PDFFernando VittoNo ratings yet
- Protective & Marine Coatings: Galvite™ HsDocument4 pagesProtective & Marine Coatings: Galvite™ HsAna CabreraNo ratings yet
- Carbozinc 859: Selection & Specification DataDocument5 pagesCarbozinc 859: Selection & Specification DataFrancis BautistaNo ratings yet
- Indium10.8hf Pbfree Solder Paste 99040 A4 r9Document2 pagesIndium10.8hf Pbfree Solder Paste 99040 A4 r9rigoberto solNo ratings yet
- Carbozinc 859 (Organic Zinc-Rich Epoxy)Document4 pagesCarbozinc 859 (Organic Zinc-Rich Epoxy)helioxavier2No ratings yet
- Cor Cote HTDocument4 pagesCor Cote HTlovaldes62No ratings yet
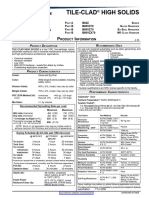
- Sher-Tile HS - SHERWIN WILLIAMSDocument4 pagesSher-Tile HS - SHERWIN WILLIAMSJoão Gilberto Vedana JúniorNo ratings yet
- Carboguard 880 MIO PDSDocument4 pagesCarboguard 880 MIO PDSHerman EngelbrechtNo ratings yet
- Carboguard 1209: Selection & Specification DataDocument4 pagesCarboguard 1209: Selection & Specification DataQuy Dom100% (2)
- Q8 El Greco 220 - enDocument1 pageQ8 El Greco 220 - enDeepak YadavNo ratings yet
- HojaTecnica Heat Flex Hi Temp 1200Document4 pagesHojaTecnica Heat Flex Hi Temp 1200NANCY JASMIN MORENONo ratings yet
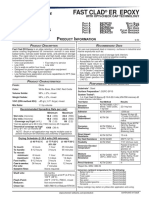
- Fast Clad Er Epoxy: Protective & Marine CoatingsDocument4 pagesFast Clad Er Epoxy: Protective & Marine CoatingsCarlangasPardoNo ratings yet
- 1A-Acrolon 890Document2 pages1A-Acrolon 890Stuart PhamNo ratings yet
- Product Specification - Apcoshield Py905sg Grey Ral 7016 20kgDocument1 pageProduct Specification - Apcoshield Py905sg Grey Ral 7016 20kgVenkatraman SubramaniamNo ratings yet
- Carboguard 193: Selection & Specification DataDocument4 pagesCarboguard 193: Selection & Specification DataGraciele SantosNo ratings yet
- 450F HsdviDocument2 pages450F HsdviJoJo kNo ratings yet
- Elite Evolution ECO F 5W-20: LubricantsDocument1 pageElite Evolution ECO F 5W-20: Lubricantstehnicar1No ratings yet
- Jotun - Technical Data Sheet - Tankguard Storage - 09.2019Document5 pagesJotun - Technical Data Sheet - Tankguard Storage - 09.2019Victor PomboNo ratings yet
- Exceed™ S 9272ML: Performance PolymerDocument2 pagesExceed™ S 9272ML: Performance PolymerMaram YasserNo ratings yet
- Product Information: Megol Motorenoel New Generation SAE 5W-30Document1 pageProduct Information: Megol Motorenoel New Generation SAE 5W-30Valeriy ValkovetsNo ratings yet
- Carbozinc 11 PDSDocument5 pagesCarbozinc 11 PDSSUBODHNo ratings yet
- Gear Compound Plus Iso - 68 - enDocument1 pageGear Compound Plus Iso - 68 - enSedin MurtićNo ratings yet
- Protective & Marine Coatings: Zinc Clad Ii PlusDocument4 pagesProtective & Marine Coatings: Zinc Clad Ii Plusbhanu.kiranNo ratings yet
- Gear Compound Plus Iso - 68 - enDocument1 pageGear Compound Plus Iso - 68 - enSedin MurtićNo ratings yet
- Repsol Merak VDL PDFDocument1 pageRepsol Merak VDL PDFrandiNo ratings yet
- Carboguard 893 SG MIO PDSDocument4 pagesCarboguard 893 SG MIO PDSMuthuKumarNo ratings yet
- Mystik TetrimolyDocument1 pageMystik TetrimolyBanti SidhiwalaNo ratings yet
- Carboweld 11P PDSDocument4 pagesCarboweld 11P PDS이선엽No ratings yet
- P003998 Special Tec F 0W 30 33 en - GBDocument1 pageP003998 Special Tec F 0W 30 33 en - GBAXIS LUBRIFICANTESNo ratings yet
- Carbozinc 858 (3K)Document4 pagesCarbozinc 858 (3K)DuongthithuydungNo ratings yet
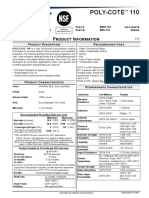
- Poly-Cote 110 (Aug'22)Document4 pagesPoly-Cote 110 (Aug'22)David cNo ratings yet
- GRP and Buildings: A Design Guide for Architects and EngineersFrom EverandGRP and Buildings: A Design Guide for Architects and EngineersNo ratings yet
- SSPC Protective Coatings Inspector (Pci) Training Module 6 QuizDocument2 pagesSSPC Protective Coatings Inspector (Pci) Training Module 6 QuizThennarasu VelloreNo ratings yet
- Module 5 Inspection Case Study: Coating and Lining Installation of The Sun Spree Township Elevated Potable Water Storage TankDocument28 pagesModule 5 Inspection Case Study: Coating and Lining Installation of The Sun Spree Township Elevated Potable Water Storage TankThennarasu VelloreNo ratings yet
- C% MN% Si% P% Max S% Max: The Ladle Analysis of The Steel Shall Be Given As BelowDocument2 pagesC% MN% Si% P% Max S% Max: The Ladle Analysis of The Steel Shall Be Given As BelowThennarasu VelloreNo ratings yet
- TDC 09 - R1 - S690 QL & Weldox 700Document2 pagesTDC 09 - R1 - S690 QL & Weldox 700Thennarasu VelloreNo ratings yet
- ICE STEEL 1 Private Limited (S14) : Liquid Penetrant Inspection ReportDocument28 pagesICE STEEL 1 Private Limited (S14) : Liquid Penetrant Inspection ReportThennarasu VelloreNo ratings yet
- TC PLC Lib Controller ToolboxDocument180 pagesTC PLC Lib Controller ToolboxPedro VieiraNo ratings yet
- Manual de Instruções Philips HeartStart XL M4735A (304 Páginas)Document2 pagesManual de Instruções Philips HeartStart XL M4735A (304 Páginas)JeffersonsgueirosNo ratings yet
- Pengaruh Laju Erosi Terhadap Umur PipaDocument6 pagesPengaruh Laju Erosi Terhadap Umur PipaDede Si Engghe SurenggheNo ratings yet
- Eco NicalDocument13 pagesEco Nicalluizfellipe95No ratings yet
- Stress in Boiler DrumDocument8 pagesStress in Boiler DrummuhdjusriNo ratings yet
- Presented by - ASHUTOSH SINGHAL (1312231041)Document21 pagesPresented by - ASHUTOSH SINGHAL (1312231041)askarNo ratings yet
- Engineering Mechanics ProblemDocument71 pagesEngineering Mechanics ProblemEu Aumentado0% (1)
- New9 Page MSO B.E. Chem. Engg. Sem. VIIIDocument9 pagesNew9 Page MSO B.E. Chem. Engg. Sem. VIIIAakashNo ratings yet
- CHP - V Geometric Design of Highways - 5.2.3 ODocument5 pagesCHP - V Geometric Design of Highways - 5.2.3 Odisasa abebeNo ratings yet
- Fundamental of Smart GridDocument3 pagesFundamental of Smart GridGhayas Ud-din DarNo ratings yet
- Kishore Kumar Pabbisetty It - 33Document5 pagesKishore Kumar Pabbisetty It - 33Sathya MunukutlaNo ratings yet
- New Progress in Senior Mathematics Compulsory Part SolutionDocument2 pagesNew Progress in Senior Mathematics Compulsory Part Solutioninvincibilitized abdominizerNo ratings yet
- 737 Air Systems SummaryDocument10 pages737 Air Systems SummaryAhmed RefNo ratings yet
- DCS - Interlocks DH JHDDocument23 pagesDCS - Interlocks DH JHDPrdptiwariNo ratings yet
- Chapter 5: The Project Life Cycle: Just Enough Structured AnalysisDocument28 pagesChapter 5: The Project Life Cycle: Just Enough Structured AnalysisMarcelo RojasNo ratings yet
- Aluminum Crust BreakerDocument8 pagesAluminum Crust BreakersenamotoNo ratings yet
- Solar Powered Airplane Literature ReviewDocument25 pagesSolar Powered Airplane Literature Reviewali67% (3)
- Service ManualDocument45 pagesService ManualStoneAge1No ratings yet
- Zam 180Document2 pagesZam 180Orlando SantofimioNo ratings yet
- SiemensDocument74 pagesSiemenskazishahNo ratings yet
- UPVC Product: Type of Color and SeriesDocument4 pagesUPVC Product: Type of Color and SeriesJefri Andhika PNo ratings yet
- VWR Standard 1000 Orbital Shaker Instruction ManualDocument73 pagesVWR Standard 1000 Orbital Shaker Instruction ManualWai YanNo ratings yet
- Dräger Polytron 5000 Junction Box: Assembly InstructionsDocument12 pagesDräger Polytron 5000 Junction Box: Assembly InstructionsSanti AgoNo ratings yet
- Rev A (731000FH and 771000FH) Racor FTGDocument8 pagesRev A (731000FH and 771000FH) Racor FTGBarsbold AvirmedNo ratings yet
- N5 Graphic-Communication QP 2014Document21 pagesN5 Graphic-Communication QP 2014alexhqmondNo ratings yet
- Value Chain AnalysisDocument33 pagesValue Chain AnalysisM ManjunathNo ratings yet