Download as pdf or txt
You might also like
- Piping SpecificationDocument77 pagesPiping SpecificationVignesh Panchabakesan67% (3)
- Design Criteria For Gaseous Oxygen Piping Systems 3PI60001: Ngineering TandardDocument43 pagesDesign Criteria For Gaseous Oxygen Piping Systems 3PI60001: Ngineering TandardKom NakNo ratings yet
- Hydr 725 & 730 Serie AltaDocument2 pagesHydr 725 & 730 Serie Altasebastian jaramillo trujilloNo ratings yet
- Piping Scope of Work FEEDDocument2 pagesPiping Scope of Work FEEDAfolabi OlaniyiNo ratings yet
- Piping Design Requirements PDFDocument6 pagesPiping Design Requirements PDFkarunaNo ratings yet
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Instrument GEDocument42 pagesInstrument GEnabil160874100% (2)
- HFY-PIP-SP-00005 X Specification For Piping Materials - A-CommentedDocument77 pagesHFY-PIP-SP-00005 X Specification For Piping Materials - A-CommentedVignesh Panchabakesan100% (1)
- Annexure To SOW 10 Standard Specification For Steam TracingDocument9 pagesAnnexure To SOW 10 Standard Specification For Steam TracingASHISH GORDENo ratings yet
- Technical Data NRL 02301Document8 pagesTechnical Data NRL 02301Attiq Ahmad ChoudhryNo ratings yet
- Mucg06m1tw - List of DocumentsDocument62 pagesMucg06m1tw - List of DocumentsKalai SelvanNo ratings yet
- Spec Report - 20150922Document1,507 pagesSpec Report - 20150922Midhun K Chandrabose100% (1)
- PipesDocument37 pagesPipesGautam Bhardwaj100% (1)
- Eil Spec Bo16-000-80-44-Ol-S001 Rev ADocument2 pagesEil Spec Bo16-000-80-44-Ol-S001 Rev AjaganNo ratings yet
- FS PipingDocument317 pagesFS PipingOthman Rejab100% (1)
- Material Requisition For Flexible Hose - Rev0Document5 pagesMaterial Requisition For Flexible Hose - Rev0altipatlarNo ratings yet
- 6 44 0005 A2Document25 pages6 44 0005 A2S.selvakumarNo ratings yet
- FOR Construction: Specifications For Identification of Piping MaterialDocument12 pagesFOR Construction: Specifications For Identification of Piping MaterialajmainNo ratings yet
- 560 000 GD P 007 - 1Document243 pages560 000 GD P 007 - 1Juan TorresNo ratings yet
- 12 Chaturvedi EIL PresentationDocument12 pages12 Chaturvedi EIL Presentationget2anushNo ratings yet
- KIL3012 - WEEK 3 - 24.9.19 (Student Copy)Document84 pagesKIL3012 - WEEK 3 - 24.9.19 (Student Copy)EdNo ratings yet
- Gen-Spc-Pip-5050 - Rev. BDocument40 pagesGen-Spc-Pip-5050 - Rev. BAHMED AMIRANo ratings yet
- Atirkfch-G Tat Tr4Ri: Standard Specification For Orifice Plates and FlangesDocument7 pagesAtirkfch-G Tat Tr4Ri: Standard Specification For Orifice Plates and FlangesBharat TrivediNo ratings yet
- Flare Scrubber DSDocument8 pagesFlare Scrubber DSsudjonoNo ratings yet
- 6-76-0002 Bolt Tension For FlangesDocument33 pages6-76-0002 Bolt Tension For Flangesrovergamma100% (1)
- Inspection & Test Plan For Equipment Erection (Static) : ITP NO.:-9560/SITE/QAC/029/ITP-15Document4 pagesInspection & Test Plan For Equipment Erection (Static) : ITP NO.:-9560/SITE/QAC/029/ITP-15Shubham ShuklaNo ratings yet
- VMS PaliDocument61 pagesVMS Palichintan100% (2)
- Eil Steam Trap StanderedDocument56 pagesEil Steam Trap StanderedVIVEK TIWARINo ratings yet
- Diaphragm ValveDocument1 pageDiaphragm ValveS AMNo ratings yet
- ALLSource Solutions - Engineering ProfileDocument17 pagesALLSource Solutions - Engineering ProfileNikhil JohnNo ratings yet
- VMS B018 6 44 0006. - Rev 3Document672 pagesVMS B018 6 44 0006. - Rev 3Joseph ChakkeryNo ratings yet
- Eil SpecDocument37 pagesEil SpecJames100% (1)
- Ug PipingDocument51 pagesUg PipingMuthu AlaguRaj100% (1)
- 6-44-0053 Rev 6 FlangesDocument7 pages6-44-0053 Rev 6 Flangesहेमंत कुमार मीणाNo ratings yet
- Pi Ups 1004Document39 pagesPi Ups 1004JOEL ARNAO CORTEGANANo ratings yet
- Datahseet For Strainer With Air EliminatorDocument4 pagesDatahseet For Strainer With Air Eliminatorvinoj chandranNo ratings yet
- Dimensional & Material Standards For Piping ComponentsDocument3 pagesDimensional & Material Standards For Piping ComponentsaasattiNo ratings yet
- 500 SP PIP 018 Rev C (Check Valve)Document13 pages500 SP PIP 018 Rev C (Check Valve)anwar01No ratings yet
- Buried Pipes and Fittings Painting SpecDocument5 pagesBuried Pipes and Fittings Painting SpecRohan Sharma50% (2)
- Compiled Vol IIDocument69 pagesCompiled Vol IIashish.mathur1No ratings yet
- Technical Notes (General Specification) FOR Valves (Gate, Globe, Check, Ball, Plug, Needle, Butterfly & Piston Valves)Document30 pagesTechnical Notes (General Specification) FOR Valves (Gate, Globe, Check, Ball, Plug, Needle, Butterfly & Piston Valves)jayakumar100% (1)
- 03CA2SAE: Specification Piping Material ClassDocument7 pages03CA2SAE: Specification Piping Material Classabhishek186186No ratings yet
- Tpp-Abe-Mp-1201-0004 - Data Sheet For Pig Launcher & Receiver - R2 - 13-May-2016Document9 pagesTpp-Abe-Mp-1201-0004 - Data Sheet For Pig Launcher & Receiver - R2 - 13-May-2016OlusayoNo ratings yet
- Technical Notes and Specifications Part CDocument29 pagesTechnical Notes and Specifications Part Cهيمنت بيلوديا100% (1)
- EIL - Piping StandardsDocument1 pageEIL - Piping StandardsPrem DixitNo ratings yet
- Pages From g446 0828 2810 Itp 0100 0046 Rev 05 Final Approved 2Document4 pagesPages From g446 0828 2810 Itp 0100 0046 Rev 05 Final Approved 2Vinay YadavNo ratings yet
- SBC (Safety Break-Away Couplings) v140630Document16 pagesSBC (Safety Break-Away Couplings) v140630Robert Villavicencio0% (1)
- ANSI Valve StandardDocument5 pagesANSI Valve StandardsandystaysNo ratings yet
- Material Selection and SpecificationDocument50 pagesMaterial Selection and SpecificationbashirNo ratings yet
- 04 1 Sec IV STD Specs PipingDocument152 pages04 1 Sec IV STD Specs Pipingdzung100% (1)
- Tech. Spec. For Heat ExchangersDocument5 pagesTech. Spec. For Heat Exchangerssanjay421No ratings yet
- Piping Mat. Specification PDFDocument1 pagePiping Mat. Specification PDFJaved MohammedNo ratings yet
- ELT-01-EP-TS-0005 - Specification For Manual Valve - R0Document20 pagesELT-01-EP-TS-0005 - Specification For Manual Valve - R0jorgekarlosprNo ratings yet
- Piping Material and Class Summary: Material Standard Specification FORDocument19 pagesPiping Material and Class Summary: Material Standard Specification FORHamid Mansouri100% (2)
- Data Sheet-Ball ValveDocument2 pagesData Sheet-Ball ValveJatin Vadhera VCSP100% (1)
- PID Check ListDocument6 pagesPID Check ListArunachalam KaliyaperumalNo ratings yet
- Expansion Tank (Et) : Rabigh II Project Interconnecting Package (UO1)Document14 pagesExpansion Tank (Et) : Rabigh II Project Interconnecting Package (UO1)dodonggNo ratings yet
- Specification For Steel PipingDocument28 pagesSpecification For Steel Pipingfelixrich100% (2)
- DR Engp 1.1 R13Document2,070 pagesDR Engp 1.1 R13Revair CostaNo ratings yet
- DR Engp I 1.1 R.11Document1,093 pagesDR Engp I 1.1 R.11HEFTOS P-55100% (1)
- PROJECT STANDARDS and Specifications Offshore Skid Packages Piping Design Rev01Document7 pagesPROJECT STANDARDS and Specifications Offshore Skid Packages Piping Design Rev01mihahudeaNo ratings yet
- 36 - Compressed Air InstallationDocument28 pages36 - Compressed Air InstallationTemur LomidzeNo ratings yet
- Calibration Certi DFT Gauge - Paint Report Lot 02Document6 pagesCalibration Certi DFT Gauge - Paint Report Lot 02sanketNo ratings yet
- 1 SS PP 005Document18 pages1 SS PP 005sanketNo ratings yet
- 1 Engg DBD ST 010Document11 pages1 Engg DBD ST 010sanketNo ratings yet
- Conveyor Inspection and Test PlanDocument5 pagesConveyor Inspection and Test PlansanketNo ratings yet
- Asmesection Viii-Div-1& 2Document7 pagesAsmesection Viii-Div-1& 2sanketNo ratings yet
- Bucket Elevator Inspection and Test PlanDocument5 pagesBucket Elevator Inspection and Test PlansanketNo ratings yet
- Muscles Anatomy: Singleg GlutebridgDocument1 pageMuscles Anatomy: Singleg GlutebridgsanketNo ratings yet
- 32 Samss 007Document38 pages32 Samss 007sanketNo ratings yet
- Aws D1.1-D1.1M (R) - 2015 2Document1 pageAws D1.1-D1.1M (R) - 2015 2sanketNo ratings yet
- Oxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupsDocument6 pagesOxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupssanketNo ratings yet
- ASME 31.3 - 2016 VT, UtDocument2 pagesASME 31.3 - 2016 VT, UtsanketNo ratings yet
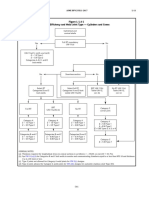
- Figure L-1.4-1 Joint Efficiency and Weld Joint Type - Cylinders and ConesDocument4 pagesFigure L-1.4-1 Joint Efficiency and Weld Joint Type - Cylinders and ConessanketNo ratings yet
- BM Hydraulic Calculation Guide HiRes Interactive PagesDocument7 pagesBM Hydraulic Calculation Guide HiRes Interactive PagesKoteswara RaoNo ratings yet
- Argus Pig Valves: For A Safe and Efficient Pigging ProcessDocument8 pagesArgus Pig Valves: For A Safe and Efficient Pigging Processguangyu LuNo ratings yet
- PSV ManualDocument55 pagesPSV Manualioan.tsiamisNo ratings yet
- Symbols Used in Hydraulics and Pneumatics SystemDocument8 pagesSymbols Used in Hydraulics and Pneumatics SystemVishal DeshpandeNo ratings yet
- Gas Safety Shutoff Valves 2Document5 pagesGas Safety Shutoff Valves 2Edson BNo ratings yet
- Pressostat Steer - GeearDocument240 pagesPressostat Steer - GeearПетр ШкильNo ratings yet
- HKN-EFI-00970 - 00 - Deck Wash System - Piping and Instrumentation Diagram (P&ID) - AXD20Document2 pagesHKN-EFI-00970 - 00 - Deck Wash System - Piping and Instrumentation Diagram (P&ID) - AXD20timualrNo ratings yet
- Air Filtration System For Gas TurbinesDocument9 pagesAir Filtration System For Gas Turbinesjkhan_7243840% (1)
- APC-U Oil & Gas - Gas Compression - tcm11-33984 PDFDocument24 pagesAPC-U Oil & Gas - Gas Compression - tcm11-33984 PDFAde Maulana RizalNo ratings yet
- FOV With LockDocument3 pagesFOV With LockBiswanath LenkaNo ratings yet
- Singapore Polytechnic School of Mechanical and Aeronautical EngineeringDocument2 pagesSingapore Polytechnic School of Mechanical and Aeronautical EngineeringshahulNo ratings yet
- 20 - Pumps PDFDocument6 pages20 - Pumps PDFEmmanuel EvangelistaNo ratings yet
- 3 Fluid Energy Equation and Applications of The Bernoulli's EquationDocument54 pages3 Fluid Energy Equation and Applications of The Bernoulli's EquationLeoNo ratings yet
- Distillation Key TermsDocument5 pagesDistillation Key Termsengr victorNo ratings yet
- Module M-07: EquipmentDocument1 pageModule M-07: EquipmentRobles DreschNo ratings yet
- Spray Nozzle PlanoDocument10 pagesSpray Nozzle Planor7510mNo ratings yet
- Control Valve 1 Actuator 8 SP 1-24Document1 pageControl Valve 1 Actuator 8 SP 1-24Alonso InostrozaNo ratings yet
- UW Solenoid ValveDocument3 pagesUW Solenoid ValvehuttoNo ratings yet
- Piping Scope: Construction Area Sum of Total Inch Dia Sum of Total Inch MeterDocument1 pagePiping Scope: Construction Area Sum of Total Inch Dia Sum of Total Inch Metermanu_giteNo ratings yet
- Packing ListDocument25 pagesPacking ListJOHnNo ratings yet
- TFP1090 08 2018 PDFDocument28 pagesTFP1090 08 2018 PDFBenga AdrianNo ratings yet
- (Richard M. Felder Ronald W. Rousseau) ElementaryDocument4 pages(Richard M. Felder Ronald W. Rousseau) ElementaryTeeTeeXdNo ratings yet
- Sir. Linex Fluid MachineryDocument160 pagesSir. Linex Fluid MachineryBrian Montes Bagarinao100% (1)
- V - Quick Connects PLDocument32 pagesV - Quick Connects PLSon DDarrellNo ratings yet
- 05-1 N T4 Hydraulic Section Rev1Document128 pages05-1 N T4 Hydraulic Section Rev1Fútbol y más100% (1)
- Lame ItalyDocument48 pagesLame ItalyMohamed RaafatNo ratings yet
- Retsco C-M2 Operations and Maintenance ManualDocument25 pagesRetsco C-M2 Operations and Maintenance ManualBrandonNo ratings yet
- GARDNER DENVER Style PZ10-11 Fluid End Assembly 5000 PSIDocument3 pagesGARDNER DENVER Style PZ10-11 Fluid End Assembly 5000 PSISebastian ParraNo ratings yet