
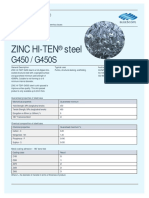
Details - Aspx Coating Details: The Following Is A List of The Various Coating Properties
Details - Aspx Coating Details: The Following Is A List of The Various Coating Properties
You might also like
- ISRI Scrap Specifications CircularDocument61 pagesISRI Scrap Specifications CircularParaag AgrawalNo ratings yet
- Mastercut Tool Corp - Rotary Cutting Tools Fractional PDFDocument60 pagesMastercut Tool Corp - Rotary Cutting Tools Fractional PDFJennifer SmallNo ratings yet
- ISL G.I SheetDocument3 pagesISL G.I Sheetmalik hafeezNo ratings yet
- Commodity MarketDocument12 pagesCommodity MarketMukesh Patel100% (6)
- American Standard Blind Rivet Ifi 114Document5 pagesAmerican Standard Blind Rivet Ifi 114yoshdog@gmail.comNo ratings yet
- Thin Coatings Perform BrochureDocument8 pagesThin Coatings Perform BrochureDavid BaylissNo ratings yet
- Titanium Nitride (Tin) : Physical Vapour Deposition (PVD) Process. The Coating Has High Hardness and LowDocument19 pagesTitanium Nitride (Tin) : Physical Vapour Deposition (PVD) Process. The Coating Has High Hardness and LowhadeNo ratings yet
- Coating ThicknessDocument1 pageCoating ThicknessRaja DuraiNo ratings yet
- As 3678 Steel Grade 350Document3 pagesAs 3678 Steel Grade 350gsoaresrj80No ratings yet
- Technical Differences Between General or Batch Type and Continues Sheet Hot Dip GalvanizingDocument3 pagesTechnical Differences Between General or Batch Type and Continues Sheet Hot Dip GalvanizingNestramiNo ratings yet
- Carbide ToolingDocument90 pagesCarbide ToolingHuron Industrial SupplyNo ratings yet
- Die Material PDFDocument45 pagesDie Material PDFKiran MalviyaNo ratings yet
- 34 CR Ni Mo 6Document4 pages34 CR Ni Mo 6InaamNo ratings yet
- 20NiCrMo2-2 Alloy Steel DIN 1.6523 AISI 8620 SteelDocument5 pages20NiCrMo2-2 Alloy Steel DIN 1.6523 AISI 8620 SteelzhenyupanNo ratings yet
- 34crnimo6: Steel GradeDocument4 pages34crnimo6: Steel GradeAndrea FerrerNo ratings yet
- EBSDPrepDocument147 pagesEBSDPrepcam nhung NguyenNo ratings yet
- Iscar Grade ChartDocument1 pageIscar Grade ChartsmarjanNo ratings yet
- Coating PropertiesDocument1 pageCoating PropertiesArvin BabuNo ratings yet
- Cutting Tool Materials: ChapterDocument34 pagesCutting Tool Materials: ChapterMahmoud ElsamantyNo ratings yet
- Session 11 Physical Vapour DepositionDocument26 pagesSession 11 Physical Vapour DepositionMurali DontuNo ratings yet
- Supertec Galvanized Steel SpecsDocument6 pagesSupertec Galvanized Steel Specszineil BlackwoodNo ratings yet
- 20160323010627-C45E (Ck45) - C45R (Cm45) PDFDocument2 pages20160323010627-C45E (Ck45) - C45R (Cm45) PDFNikolat84No ratings yet
- Sumihard 400 (ASM 400)Document2 pagesSumihard 400 (ASM 400)jose wanderleyNo ratings yet
- Nitriding & Nitrocarburising: Mikael Fällström Bodycote AGI NEEDocument51 pagesNitriding & Nitrocarburising: Mikael Fällström Bodycote AGI NEEPushparaj Vignesh100% (1)
- Durability: Hot Dip Galvanised Steel Sheet & CoilDocument8 pagesDurability: Hot Dip Galvanised Steel Sheet & CoilDin TcmNo ratings yet
- CR StandardsDocument6 pagesCR Standardsalpha_beta48No ratings yet
- Cutting Tool Materials and Cutting FluidsDocument34 pagesCutting Tool Materials and Cutting FluidsAnkush SethiNo ratings yet
- Tool Materials PDFDocument34 pagesTool Materials PDFAvadhoot RajurkarNo ratings yet
- Somta Tools User GuideDocument150 pagesSomta Tools User GuideBarrie Van Wyk100% (1)
- Zinc Hi-Ten g450-450s SteelDocument2 pagesZinc Hi-Ten g450-450s SteelPurnomo MbangunNo ratings yet
- Brochure Cathelain GBDocument28 pagesBrochure Cathelain GBFg FgNo ratings yet
- 2012 Jjtools CatalogueDocument180 pages2012 Jjtools CatalogueИван РадивојевићNo ratings yet
- RFQ of C45 SteelDocument3 pagesRFQ of C45 Steelnhirpara1No ratings yet
- Cutting Tool Materials & Cutting FluidsDocument33 pagesCutting Tool Materials & Cutting FluidsNugrahaNo ratings yet
- Techplate NC® Crack-Free Smooth Wear PlateDocument4 pagesTechplate NC® Crack-Free Smooth Wear PlateВадим ЛободаNo ratings yet
- Basic Sheet and Coil Training Edit VersionDocument35 pagesBasic Sheet and Coil Training Edit VersioncuongdcNo ratings yet
- Lanmentodanova Class Epc9025Document8 pagesLanmentodanova Class Epc9025Ardeleana TisaNo ratings yet
- 316ti Stainless Steel Wire UNS S31635 WireDocument4 pages316ti Stainless Steel Wire UNS S31635 WireNapiorkowskiNo ratings yet
- ISL G.I SheetDocument3 pagesISL G.I Sheetmalik hafeez0% (1)
- RFQ of C45 SteelDocument3 pagesRFQ of C45 Steelnhirpara1No ratings yet
- Dillimax SteelDocument6 pagesDillimax SteelVignesh MaharajanNo ratings yet
- 1 5736Document2 pages1 5736solidwormNo ratings yet
- 006cutting Tool ProjectDocument5 pages006cutting Tool Projectরিপন মন্ডলNo ratings yet
- Pro Dec PlateDocument9 pagesPro Dec PlateAbe VoigNo ratings yet
- 1 Cutting ToolDocument27 pages1 Cutting ToolKemalMalovcicNo ratings yet
- Zenit Multilayer PVD Hard Coating: Announces Another Exciting Advancement in Coating TechnologyDocument1 pageZenit Multilayer PVD Hard Coating: Announces Another Exciting Advancement in Coating TechnologyHoang LamNo ratings yet
- Mitsu End MillDocument20 pagesMitsu End MillTrịnh Văn PhậnNo ratings yet
- 2012 Jjtools Catalogue PDFDocument180 pages2012 Jjtools Catalogue PDFAnonymous aZKer3gNo ratings yet
- Dac BDocument15 pagesDac BArief BudimanNo ratings yet
- IonBond Multi-Purpose CoatingsDocument2 pagesIonBond Multi-Purpose CoatingsMike SuttenbergNo ratings yet
- WWW - Toptech.tw: Metallographic Sample Preparation Equipment Cutting/ Mounting/ Grinding & PolishingDocument44 pagesWWW - Toptech.tw: Metallographic Sample Preparation Equipment Cutting/ Mounting/ Grinding & Polishingtien thanh doNo ratings yet
- Essar Steel Rockstar 500Document2 pagesEssar Steel Rockstar 500NitinNo ratings yet
- fm82 1Document1 pagefm82 1harikrishnanNo ratings yet
- Inconel 82 PDFDocument1 pageInconel 82 PDFMiguel MorenoNo ratings yet
- Aisi D2: Cold Work Tool SteelDocument7 pagesAisi D2: Cold Work Tool SteelEdilson Sarmiento AlonsoNo ratings yet
- 42 CR Mo 4Document3 pages42 CR Mo 4lucasNo ratings yet
- Aisi A2: Cold Work Tool SteelDocument21 pagesAisi A2: Cold Work Tool SteelRahul NambiarNo ratings yet
- Tatin CelikDocument52 pagesTatin Celikgoran073No ratings yet
- ASTM A514 GR B Data Sheet 2012 04 01 PDFDocument2 pagesASTM A514 GR B Data Sheet 2012 04 01 PDFMarco BacianNo ratings yet
- 2 Grade InformationDocument17 pages2 Grade InformationAndres Alejandro RoblesNo ratings yet
- DI-MC 355: Product DescriptionDocument4 pagesDI-MC 355: Product DescriptionvinodNo ratings yet
- Cartech 321 Stainless: IdentificationDocument4 pagesCartech 321 Stainless: Identificationsaeedmahboob05No ratings yet
- Welding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesFrom EverandWelding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesRating: 1 out of 5 stars1/5 (1)
- McKinney Full Line CatalogDocument96 pagesMcKinney Full Line CatalogJoe PodurgielNo ratings yet
- B.inggris Construction Tools FIX 2.0Document12 pagesB.inggris Construction Tools FIX 2.0Tyoo FerdinadNo ratings yet
- Design & Technology in ValvesDocument36 pagesDesign & Technology in ValvesMouin SoukiNo ratings yet
- Silica Sand LOIDocument3 pagesSilica Sand LOIJody SubiyantoroNo ratings yet
- Welding Repair ProcedureDocument2 pagesWelding Repair ProcedureChong Ho Lee100% (1)
- Shape in Advanced High Strength Steels (AHSS) To Reduce Auto Weight, Global WarmingDocument4 pagesShape in Advanced High Strength Steels (AHSS) To Reduce Auto Weight, Global WarmingPR.comNo ratings yet
- Nust Institute of Civil Engineering (Nice) Sector H-12, IslamabadDocument10 pagesNust Institute of Civil Engineering (Nice) Sector H-12, IslamabadAbdullah ShamshadNo ratings yet
- Hopper Guide Plate DWG - RDDocument1 pageHopper Guide Plate DWG - RDRaj KumarNo ratings yet
- Underground Cable: Principle of Power System by V K MehtaDocument9 pagesUnderground Cable: Principle of Power System by V K MehtaBashir AhmadNo ratings yet
- One Machine, Multiple Solutions: Case Manual Vs Vertidrive M7 Time People CostsDocument2 pagesOne Machine, Multiple Solutions: Case Manual Vs Vertidrive M7 Time People CostsJhonnatan Quispe FrancoNo ratings yet
- Mission of Miven MayfranDocument13 pagesMission of Miven Mayfrancs aj techNo ratings yet
- Daftar Harga Krisbow (Before)Document6 pagesDaftar Harga Krisbow (Before)vinsen juniantoniusNo ratings yet
- Mesa Puente - Stryker Tru-FitDocument37 pagesMesa Puente - Stryker Tru-FitJesus SilvaNo ratings yet
- Nakron - Stud - K16SD - Conectores NelsonDocument40 pagesNakron - Stud - K16SD - Conectores NelsonRui ConceiçãoNo ratings yet
- Sheetmetal Technology 22Document34 pagesSheetmetal Technology 22Alfred KuwodzaNo ratings yet
- TEC SPEC 10OFFSHORE Oct17 - Rev2Document16 pagesTEC SPEC 10OFFSHORE Oct17 - Rev2Sadegh Ahmadi100% (1)
- MCQ in Machine Design and Shop Practice Part 5 ME Board ExamDocument17 pagesMCQ in Machine Design and Shop Practice Part 5 ME Board Examtagne simo rodrigueNo ratings yet
- Dhokra Craft: Design Research - Akshita Gupta (FC IV)Document4 pagesDhokra Craft: Design Research - Akshita Gupta (FC IV)Akshita GuptaNo ratings yet
- Ace 2014Document139 pagesAce 2014Maaeglobal ResourcesNo ratings yet
- XP Tooling Guide: PDF Created With Pdffactory Trial VersionDocument19 pagesXP Tooling Guide: PDF Created With Pdffactory Trial VersionMxScribdNo ratings yet
- Shop Exercise 5Document16 pagesShop Exercise 5Athena GrotesqueNo ratings yet
- Weld ProcedureDocument5 pagesWeld Procedurelee.ramsell1No ratings yet
- Ministry of Steel Presentatation On MSFDocument27 pagesMinistry of Steel Presentatation On MSFDebashis SarkarNo ratings yet
- Akash IntenshipDocument28 pagesAkash IntenshipAkash TaradaleNo ratings yet
- Tools CatalogueDocument112 pagesTools Cataloguetalha0703097No ratings yet
- Welding - SteelConstructionDocument19 pagesWelding - SteelConstructionsiroliver39No ratings yet
- ATECC BQ Template Door and WindowDocument21 pagesATECC BQ Template Door and WindowAizuddinNo ratings yet
























































































Download as docx, pdf, or txt
You might also like
- ISRI Scrap Specifications CircularDocument61 pagesISRI Scrap Specifications CircularParaag AgrawalNo ratings yet
- Mastercut Tool Corp - Rotary Cutting Tools Fractional PDFDocument60 pagesMastercut Tool Corp - Rotary Cutting Tools Fractional PDFJennifer SmallNo ratings yet
- ISL G.I SheetDocument3 pagesISL G.I Sheetmalik hafeezNo ratings yet
- Commodity MarketDocument12 pagesCommodity MarketMukesh Patel100% (6)
- American Standard Blind Rivet Ifi 114Document5 pagesAmerican Standard Blind Rivet Ifi 114yoshdog@gmail.comNo ratings yet
- Thin Coatings Perform BrochureDocument8 pagesThin Coatings Perform BrochureDavid BaylissNo ratings yet
- Titanium Nitride (Tin) : Physical Vapour Deposition (PVD) Process. The Coating Has High Hardness and LowDocument19 pagesTitanium Nitride (Tin) : Physical Vapour Deposition (PVD) Process. The Coating Has High Hardness and LowhadeNo ratings yet
- Coating ThicknessDocument1 pageCoating ThicknessRaja DuraiNo ratings yet
- As 3678 Steel Grade 350Document3 pagesAs 3678 Steel Grade 350gsoaresrj80No ratings yet
- Technical Differences Between General or Batch Type and Continues Sheet Hot Dip GalvanizingDocument3 pagesTechnical Differences Between General or Batch Type and Continues Sheet Hot Dip GalvanizingNestramiNo ratings yet
- Carbide ToolingDocument90 pagesCarbide ToolingHuron Industrial SupplyNo ratings yet
- Die Material PDFDocument45 pagesDie Material PDFKiran MalviyaNo ratings yet
- 34 CR Ni Mo 6Document4 pages34 CR Ni Mo 6InaamNo ratings yet
- 20NiCrMo2-2 Alloy Steel DIN 1.6523 AISI 8620 SteelDocument5 pages20NiCrMo2-2 Alloy Steel DIN 1.6523 AISI 8620 SteelzhenyupanNo ratings yet
- 34crnimo6: Steel GradeDocument4 pages34crnimo6: Steel GradeAndrea FerrerNo ratings yet
- EBSDPrepDocument147 pagesEBSDPrepcam nhung NguyenNo ratings yet
- Iscar Grade ChartDocument1 pageIscar Grade ChartsmarjanNo ratings yet
- Coating PropertiesDocument1 pageCoating PropertiesArvin BabuNo ratings yet
- Cutting Tool Materials: ChapterDocument34 pagesCutting Tool Materials: ChapterMahmoud ElsamantyNo ratings yet
- Session 11 Physical Vapour DepositionDocument26 pagesSession 11 Physical Vapour DepositionMurali DontuNo ratings yet
- Supertec Galvanized Steel SpecsDocument6 pagesSupertec Galvanized Steel Specszineil BlackwoodNo ratings yet
- 20160323010627-C45E (Ck45) - C45R (Cm45) PDFDocument2 pages20160323010627-C45E (Ck45) - C45R (Cm45) PDFNikolat84No ratings yet
- Sumihard 400 (ASM 400)Document2 pagesSumihard 400 (ASM 400)jose wanderleyNo ratings yet
- Nitriding & Nitrocarburising: Mikael Fällström Bodycote AGI NEEDocument51 pagesNitriding & Nitrocarburising: Mikael Fällström Bodycote AGI NEEPushparaj Vignesh100% (1)
- Durability: Hot Dip Galvanised Steel Sheet & CoilDocument8 pagesDurability: Hot Dip Galvanised Steel Sheet & CoilDin TcmNo ratings yet
- CR StandardsDocument6 pagesCR Standardsalpha_beta48No ratings yet
- Cutting Tool Materials and Cutting FluidsDocument34 pagesCutting Tool Materials and Cutting FluidsAnkush SethiNo ratings yet
- Tool Materials PDFDocument34 pagesTool Materials PDFAvadhoot RajurkarNo ratings yet
- Somta Tools User GuideDocument150 pagesSomta Tools User GuideBarrie Van Wyk100% (1)
- Zinc Hi-Ten g450-450s SteelDocument2 pagesZinc Hi-Ten g450-450s SteelPurnomo MbangunNo ratings yet
- Brochure Cathelain GBDocument28 pagesBrochure Cathelain GBFg FgNo ratings yet
- 2012 Jjtools CatalogueDocument180 pages2012 Jjtools CatalogueИван РадивојевићNo ratings yet
- RFQ of C45 SteelDocument3 pagesRFQ of C45 Steelnhirpara1No ratings yet
- Cutting Tool Materials & Cutting FluidsDocument33 pagesCutting Tool Materials & Cutting FluidsNugrahaNo ratings yet
- Techplate NC® Crack-Free Smooth Wear PlateDocument4 pagesTechplate NC® Crack-Free Smooth Wear PlateВадим ЛободаNo ratings yet
- Basic Sheet and Coil Training Edit VersionDocument35 pagesBasic Sheet and Coil Training Edit VersioncuongdcNo ratings yet
- Lanmentodanova Class Epc9025Document8 pagesLanmentodanova Class Epc9025Ardeleana TisaNo ratings yet
- 316ti Stainless Steel Wire UNS S31635 WireDocument4 pages316ti Stainless Steel Wire UNS S31635 WireNapiorkowskiNo ratings yet
- ISL G.I SheetDocument3 pagesISL G.I Sheetmalik hafeez0% (1)
- RFQ of C45 SteelDocument3 pagesRFQ of C45 Steelnhirpara1No ratings yet
- Dillimax SteelDocument6 pagesDillimax SteelVignesh MaharajanNo ratings yet
- 1 5736Document2 pages1 5736solidwormNo ratings yet
- 006cutting Tool ProjectDocument5 pages006cutting Tool Projectরিপন মন্ডলNo ratings yet
- Pro Dec PlateDocument9 pagesPro Dec PlateAbe VoigNo ratings yet
- 1 Cutting ToolDocument27 pages1 Cutting ToolKemalMalovcicNo ratings yet
- Zenit Multilayer PVD Hard Coating: Announces Another Exciting Advancement in Coating TechnologyDocument1 pageZenit Multilayer PVD Hard Coating: Announces Another Exciting Advancement in Coating TechnologyHoang LamNo ratings yet
- Mitsu End MillDocument20 pagesMitsu End MillTrịnh Văn PhậnNo ratings yet
- 2012 Jjtools Catalogue PDFDocument180 pages2012 Jjtools Catalogue PDFAnonymous aZKer3gNo ratings yet
- Dac BDocument15 pagesDac BArief BudimanNo ratings yet
- IonBond Multi-Purpose CoatingsDocument2 pagesIonBond Multi-Purpose CoatingsMike SuttenbergNo ratings yet
- WWW - Toptech.tw: Metallographic Sample Preparation Equipment Cutting/ Mounting/ Grinding & PolishingDocument44 pagesWWW - Toptech.tw: Metallographic Sample Preparation Equipment Cutting/ Mounting/ Grinding & Polishingtien thanh doNo ratings yet
- Essar Steel Rockstar 500Document2 pagesEssar Steel Rockstar 500NitinNo ratings yet
- fm82 1Document1 pagefm82 1harikrishnanNo ratings yet
- Inconel 82 PDFDocument1 pageInconel 82 PDFMiguel MorenoNo ratings yet
- Aisi D2: Cold Work Tool SteelDocument7 pagesAisi D2: Cold Work Tool SteelEdilson Sarmiento AlonsoNo ratings yet
- 42 CR Mo 4Document3 pages42 CR Mo 4lucasNo ratings yet
- Aisi A2: Cold Work Tool SteelDocument21 pagesAisi A2: Cold Work Tool SteelRahul NambiarNo ratings yet
- Tatin CelikDocument52 pagesTatin Celikgoran073No ratings yet
- ASTM A514 GR B Data Sheet 2012 04 01 PDFDocument2 pagesASTM A514 GR B Data Sheet 2012 04 01 PDFMarco BacianNo ratings yet
- 2 Grade InformationDocument17 pages2 Grade InformationAndres Alejandro RoblesNo ratings yet
- DI-MC 355: Product DescriptionDocument4 pagesDI-MC 355: Product DescriptionvinodNo ratings yet
- Cartech 321 Stainless: IdentificationDocument4 pagesCartech 321 Stainless: Identificationsaeedmahboob05No ratings yet
- Welding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesFrom EverandWelding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesRating: 1 out of 5 stars1/5 (1)
- McKinney Full Line CatalogDocument96 pagesMcKinney Full Line CatalogJoe PodurgielNo ratings yet
- B.inggris Construction Tools FIX 2.0Document12 pagesB.inggris Construction Tools FIX 2.0Tyoo FerdinadNo ratings yet
- Design & Technology in ValvesDocument36 pagesDesign & Technology in ValvesMouin SoukiNo ratings yet
- Silica Sand LOIDocument3 pagesSilica Sand LOIJody SubiyantoroNo ratings yet
- Welding Repair ProcedureDocument2 pagesWelding Repair ProcedureChong Ho Lee100% (1)
- Shape in Advanced High Strength Steels (AHSS) To Reduce Auto Weight, Global WarmingDocument4 pagesShape in Advanced High Strength Steels (AHSS) To Reduce Auto Weight, Global WarmingPR.comNo ratings yet
- Nust Institute of Civil Engineering (Nice) Sector H-12, IslamabadDocument10 pagesNust Institute of Civil Engineering (Nice) Sector H-12, IslamabadAbdullah ShamshadNo ratings yet
- Hopper Guide Plate DWG - RDDocument1 pageHopper Guide Plate DWG - RDRaj KumarNo ratings yet
- Underground Cable: Principle of Power System by V K MehtaDocument9 pagesUnderground Cable: Principle of Power System by V K MehtaBashir AhmadNo ratings yet
- One Machine, Multiple Solutions: Case Manual Vs Vertidrive M7 Time People CostsDocument2 pagesOne Machine, Multiple Solutions: Case Manual Vs Vertidrive M7 Time People CostsJhonnatan Quispe FrancoNo ratings yet
- Mission of Miven MayfranDocument13 pagesMission of Miven Mayfrancs aj techNo ratings yet
- Daftar Harga Krisbow (Before)Document6 pagesDaftar Harga Krisbow (Before)vinsen juniantoniusNo ratings yet
- Mesa Puente - Stryker Tru-FitDocument37 pagesMesa Puente - Stryker Tru-FitJesus SilvaNo ratings yet
- Nakron - Stud - K16SD - Conectores NelsonDocument40 pagesNakron - Stud - K16SD - Conectores NelsonRui ConceiçãoNo ratings yet
- Sheetmetal Technology 22Document34 pagesSheetmetal Technology 22Alfred KuwodzaNo ratings yet
- TEC SPEC 10OFFSHORE Oct17 - Rev2Document16 pagesTEC SPEC 10OFFSHORE Oct17 - Rev2Sadegh Ahmadi100% (1)
- MCQ in Machine Design and Shop Practice Part 5 ME Board ExamDocument17 pagesMCQ in Machine Design and Shop Practice Part 5 ME Board Examtagne simo rodrigueNo ratings yet
- Dhokra Craft: Design Research - Akshita Gupta (FC IV)Document4 pagesDhokra Craft: Design Research - Akshita Gupta (FC IV)Akshita GuptaNo ratings yet
- Ace 2014Document139 pagesAce 2014Maaeglobal ResourcesNo ratings yet
- XP Tooling Guide: PDF Created With Pdffactory Trial VersionDocument19 pagesXP Tooling Guide: PDF Created With Pdffactory Trial VersionMxScribdNo ratings yet
- Shop Exercise 5Document16 pagesShop Exercise 5Athena GrotesqueNo ratings yet
- Weld ProcedureDocument5 pagesWeld Procedurelee.ramsell1No ratings yet
- Ministry of Steel Presentatation On MSFDocument27 pagesMinistry of Steel Presentatation On MSFDebashis SarkarNo ratings yet
- Akash IntenshipDocument28 pagesAkash IntenshipAkash TaradaleNo ratings yet
- Tools CatalogueDocument112 pagesTools Cataloguetalha0703097No ratings yet
- Welding - SteelConstructionDocument19 pagesWelding - SteelConstructionsiroliver39No ratings yet
- ATECC BQ Template Door and WindowDocument21 pagesATECC BQ Template Door and WindowAizuddinNo ratings yet