Download as pdf or txt
You might also like
- UNIT - II - Drag Estimation & Rocket DispersionDocument27 pagesUNIT - II - Drag Estimation & Rocket DispersionmaniNo ratings yet
- Design and Analysis of Geometrical Parameters Influencing On Curvic CouplingDocument5 pagesDesign and Analysis of Geometrical Parameters Influencing On Curvic CouplingIJIERT-International Journal of Innovations in Engineering Research and TechnologyNo ratings yet
- An Investigation of Laser-Assisted Machining of Al O Ceramics PlaningDocument10 pagesAn Investigation of Laser-Assisted Machining of Al O Ceramics PlaningMarcionilo Neri da Silva JúniorNo ratings yet
- Frequency Coupling Design of Ultrasonic Horn With Spiral Slots and Performance Analysis of Longitudinal-Torsional Machining CharacteristicsDocument11 pagesFrequency Coupling Design of Ultrasonic Horn With Spiral Slots and Performance Analysis of Longitudinal-Torsional Machining CharacteristicsPakdee KammungkunNo ratings yet
- Tangestani2020 Article EffectsOfVerticalAndPinchRolliDocument12 pagesTangestani2020 Article EffectsOfVerticalAndPinchRolliUsman TariqNo ratings yet
- Automation in IndustryDocument4 pagesAutomation in IndustryFirozNo ratings yet
- Design of Longitudinal-Bending Coupled Horn of A Giant Magnetostriction TransducerDocument15 pagesDesign of Longitudinal-Bending Coupled Horn of A Giant Magnetostriction TransducerDr Ziad Al SarrafNo ratings yet
- Rotary Ultrasonic Machining of Carbon Fiber Reinforced Polymer Feasibility StudyDocument20 pagesRotary Ultrasonic Machining of Carbon Fiber Reinforced Polymer Feasibility StudyAshik GRNo ratings yet
- FE Simulation of Ultrasonic Vibrations in TurningDocument11 pagesFE Simulation of Ultrasonic Vibrations in TurningklausoshoNo ratings yet
- Manufacturing Technology PDFDocument20 pagesManufacturing Technology PDFNARENDRA SINGHNo ratings yet
- Evaluation and Optimization of Machining Performance ForDocument6 pagesEvaluation and Optimization of Machining Performance Forsameterkan5864No ratings yet
- Bertsche2012.pdf An Analytical Model of Rotary Ultrasonic MillingDocument16 pagesBertsche2012.pdf An Analytical Model of Rotary Ultrasonic Millingmoharb996No ratings yet
- A Novel Method of Twist Drill Fluting Fulfilling Required Web Thickness and Rake AngleDocument11 pagesA Novel Method of Twist Drill Fluting Fulfilling Required Web Thickness and Rake Anglefileuse.fNo ratings yet
- Laser Surface Smoothing of Nickel-Based Superalloys: J. Lambarri, J. Leunda, C. Soriano, C. SanzDocument11 pagesLaser Surface Smoothing of Nickel-Based Superalloys: J. Lambarri, J. Leunda, C. Soriano, C. SanzsenthilNo ratings yet
- Investigation of The Ultrasonic Vibration Effect in Incremental Sheet Metal Forming ProcessDocument12 pagesInvestigation of The Ultrasonic Vibration Effect in Incremental Sheet Metal Forming ProcessRAVI PRAKAASH SINGH Dept. of Mech. Engg., IIT (BHU) VaranasiNo ratings yet
- (Baohua Tian) Performance Optimization of SiC Piezoresistive Pressure Sensors Through Suitable PiezorDocument11 pages(Baohua Tian) Performance Optimization of SiC Piezoresistive Pressure Sensors Through Suitable Piezoranirudhsanthosh1731No ratings yet
- Evaluating The Subsurface Microstructure of Machined Ti 6A 2014 Procedia CIRDocument6 pagesEvaluating The Subsurface Microstructure of Machined Ti 6A 2014 Procedia CIRhasib_07No ratings yet
- 16581b4a68c72c4390b8af47e1ff84baDocument13 pages16581b4a68c72c4390b8af47e1ff84babahmanNo ratings yet
- Experimental Study On Tool Condition Monitoring in Boring of AISI 316 Stainless SteelDocument12 pagesExperimental Study On Tool Condition Monitoring in Boring of AISI 316 Stainless SteelshitalchiddarwarNo ratings yet
- Sciencedirect: Conditions For Bending of Thin Metal Sheet by Thermal Strain in Electrical Discharge MachiningDocument6 pagesSciencedirect: Conditions For Bending of Thin Metal Sheet by Thermal Strain in Electrical Discharge Machiningarif usmanNo ratings yet
- Theoretical Model For Cutting Force in Rotary Ultrasonic Milling of Dental Zirconia CeramicsDocument15 pagesTheoretical Model For Cutting Force in Rotary Ultrasonic Milling of Dental Zirconia Ceramicsmoharb996No ratings yet
- Increasing The Productivity of The Wire-Cut Electrical Discharge Machine Associated With Sustainable ProductionDocument9 pagesIncreasing The Productivity of The Wire-Cut Electrical Discharge Machine Associated With Sustainable ProductionbangjjNo ratings yet
- Study On The Separation Effect of High-Speed Ultrasonic Vibration CuttingDocument16 pagesStudy On The Separation Effect of High-Speed Ultrasonic Vibration CuttingWolfgang GruberNo ratings yet
- Bo2002.pdf Surface Characteristics in The Ultrasonic Ductile Honing of ZrO2 Ceramics Using Coarse GritsDocument7 pagesBo2002.pdf Surface Characteristics in The Ultrasonic Ductile Honing of ZrO2 Ceramics Using Coarse Gritsmoharb996No ratings yet
- 1998 - An Axisymmetric Forging Approach To Preform Design in Ring Rolling Using A Rigid-Viscoplastic Finite Element MethodDocument9 pages1998 - An Axisymmetric Forging Approach To Preform Design in Ring Rolling Using A Rigid-Viscoplastic Finite Element MethodNguyen Hoang DungNo ratings yet
- Theoretical Modeling and Experimental VerificationDocument8 pagesTheoretical Modeling and Experimental Verificationrroma_1983No ratings yet
- Mechanism For Material Removal in Ultrasonic Vibration Helical Milling of Ti-6Al-4V AlloyDocument14 pagesMechanism For Material Removal in Ultrasonic Vibration Helical Milling of Ti-6Al-4V AlloyJosé Veríssimo ToledoNo ratings yet
- Blanking and Piercing Theory Applications and Rece PDFDocument11 pagesBlanking and Piercing Theory Applications and Rece PDFAbdulqahar M.SabirNo ratings yet
- Design of ShellDocument11 pagesDesign of ShellsachinNo ratings yet
- Special Forming Techniques FullDocument43 pagesSpecial Forming Techniques FullNAVNEET PARASHARNo ratings yet
- Ebw LBWDocument58 pagesEbw LBWAnish AmanNo ratings yet
- Analytical Modelling and Experimental Validation of Micro-Ball-EndDocument15 pagesAnalytical Modelling and Experimental Validation of Micro-Ball-EndChoy Hau YanNo ratings yet
- Research Paper in PressDocument7 pagesResearch Paper in PressProf. Arvind KumarNo ratings yet
- Vibraton Vs Cutting SpeedDocument15 pagesVibraton Vs Cutting SpeedHindi Poetry Gazal EntertainmentNo ratings yet
- Design and Dynamic Optimization of An Ultraprecision Diamond Ycutting Machine Tool For Large KDP Crystal MachiningDocument9 pagesDesign and Dynamic Optimization of An Ultraprecision Diamond Ycutting Machine Tool For Large KDP Crystal MachiningAlba Rebeca Velasquez FernandezNo ratings yet
- Analysis of The Sub-Surface Damage of MC - and CZ-SDocument10 pagesAnalysis of The Sub-Surface Damage of MC - and CZ-SBeyza Nur AKBOLATNo ratings yet
- Singhfarwaha 2020Document6 pagesSinghfarwaha 2020Sumantra AaryaNo ratings yet
- MT by Carl.E.Betz PDFDocument260 pagesMT by Carl.E.Betz PDFmalik251No ratings yet
- 1 s2.0 S2352854019300075 MainDocument7 pages1 s2.0 S2352854019300075 Mainmanjumv27No ratings yet
- Journal of Manufacturing Processes: Xiangcheng Kong, Jia Deng, Jingyan Dong, Paul H. Cohen TDocument10 pagesJournal of Manufacturing Processes: Xiangcheng Kong, Jia Deng, Jingyan Dong, Paul H. Cohen TArturo CervantesNo ratings yet
- Empirical Modeling and Optimization of Process Parameters inDocument9 pagesEmpirical Modeling and Optimization of Process Parameters insameterkan5864No ratings yet
- Identification of The Quality Spot Welding Used Non Destructive Test-Ultrasonic TestingDocument9 pagesIdentification of The Quality Spot Welding Used Non Destructive Test-Ultrasonic TestingPepe MotaNo ratings yet
- Optimization of Process Parameters Using Taguchi TDocument7 pagesOptimization of Process Parameters Using Taguchi Troopesh1422No ratings yet
- Materials Today: Proceedings: S. Sathiyaraj, S. Venkatesan, S. Ashokkumar, A. SenthilkumarDocument6 pagesMaterials Today: Proceedings: S. Sathiyaraj, S. Venkatesan, S. Ashokkumar, A. SenthilkumarGopinath GangadhariNo ratings yet
- Etat de L'art Et Prospectives Sur Les Composants de Puissance Grand GapDocument16 pagesEtat de L'art Et Prospectives Sur Les Composants de Puissance Grand GapkmcablacNo ratings yet
- 1.sarwar 2982 PHD Thesis PDFDocument408 pages1.sarwar 2982 PHD Thesis PDFVicente Diego Carrillo CulcaNo ratings yet
- A Study On Integrity Assessment of The Resistance Spot Weld by Infrared ThermographyDocument6 pagesA Study On Integrity Assessment of The Resistance Spot Weld by Infrared ThermographyRenuNo ratings yet
- Combined Rough and Finish Machining of Ti-6Al-4V Alloy by Electrochemical Mill-GrindingDocument18 pagesCombined Rough and Finish Machining of Ti-6Al-4V Alloy by Electrochemical Mill-GrindingPrabhataNo ratings yet
- Friction Stir Welding Characteristics of 2219-T6 Aluminum Alloy Assisted by External Non-Rotational ShoulderDocument13 pagesFriction Stir Welding Characteristics of 2219-T6 Aluminum Alloy Assisted by External Non-Rotational ShoulderSripriyan K 100507No ratings yet
- Sciencedirect: E Ffect of Rake Angle On Strain Field During Orthogonal Cutting of Hardened Steel With C-BN ToolsDocument6 pagesSciencedirect: E Ffect of Rake Angle On Strain Field During Orthogonal Cutting of Hardened Steel With C-BN ToolsAHMED MSPNo ratings yet
- Engineers, Part B: Journal of Engineering Proceedings of The Institution of MechanicalDocument10 pagesEngineers, Part B: Journal of Engineering Proceedings of The Institution of MechanicalHarshad PatelNo ratings yet
- Using Workpiece Vibration Cutting For Micro-Drilling (Discussion and Conclusion Ideas)Document5 pagesUsing Workpiece Vibration Cutting For Micro-Drilling (Discussion and Conclusion Ideas)PRIVILEGEASTROSNo ratings yet
- Mechanical Force TransducersDocument8 pagesMechanical Force TransducersHamit AydınNo ratings yet
- Journal Paper 3 - CompressedDocument16 pagesJournal Paper 3 - CompressedNIBIN BINU B.Tech ME B 2020-2024No ratings yet
- Advance Finishing ProcessDocument7 pagesAdvance Finishing ProcessSAMIM ALAMNo ratings yet
- Modeling and Optimization of Tool Vibration and Surface Roughness in Boring of Steel Using RSM, ANN and SVMDocument12 pagesModeling and Optimization of Tool Vibration and Surface Roughness in Boring of Steel Using RSM, ANN and SVMEr Parth PrajapatiNo ratings yet
- Design and Vibration Parameter Test of Low-Frequency Axial Vibration Drilling Tool HandleDocument9 pagesDesign and Vibration Parameter Test of Low-Frequency Axial Vibration Drilling Tool HandlemaruvadatarunNo ratings yet
- Mechanical Characterisation of The Effect of Various Forming Processes Applied To Commercially Pure TitaniumDocument7 pagesMechanical Characterisation of The Effect of Various Forming Processes Applied To Commercially Pure Titaniumschool boyvsNo ratings yet
- Wu 2019 IOP Conf. Ser. Mater. Sci. Eng. 562 012145Document7 pagesWu 2019 IOP Conf. Ser. Mater. Sci. Eng. 562 012145mjeremic88No ratings yet
- Theory of Machines - Unit 14Document18 pagesTheory of Machines - Unit 14Dharma DuraiNo ratings yet
- Gallium Nitride-enabled High Frequency and High Efficiency Power ConversionFrom EverandGallium Nitride-enabled High Frequency and High Efficiency Power ConversionGaudenzio MeneghessoNo ratings yet
- GCR 1Document16 pagesGCR 1Selva kumarNo ratings yet
- Presented By:-Satya Prakash PandeyDocument9 pagesPresented By:-Satya Prakash PandeySelva kumarNo ratings yet
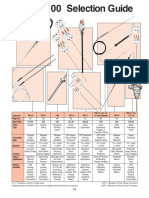
- RTD/Pt100 Selection GuideDocument7 pagesRTD/Pt100 Selection GuideSelva kumarNo ratings yet
- 8 - Non Destructive TestingDocument50 pages8 - Non Destructive TestingSelva kumarNo ratings yet
- Energy e Ciency in PumpsDocument12 pagesEnergy e Ciency in PumpsSelva kumarNo ratings yet
- File 1Document10 pagesFile 1Selva kumarNo ratings yet
- Green Manufacturing 1Document10 pagesGreen Manufacturing 1Selva kumarNo ratings yet
- Examining Green Production and Its Role Within The Competitive Strategy of ManufacturersDocument35 pagesExamining Green Production and Its Role Within The Competitive Strategy of ManufacturersSelva kumarNo ratings yet
- Green Manufacturing 2Document7 pagesGreen Manufacturing 2Selva kumarNo ratings yet
- Physics IAL Mechanics Topical Paper Unit 1Document11 pagesPhysics IAL Mechanics Topical Paper Unit 1Nagham BarakatNo ratings yet
- Yamaji 2011Document25 pagesYamaji 2011BLACK CATNo ratings yet
- Accelerator Facilities and Beamline Solutions: Customer FeedbackDocument8 pagesAccelerator Facilities and Beamline Solutions: Customer FeedbackDen BavisNo ratings yet
- Physics Gcse 2020 Past PaperDocument32 pagesPhysics Gcse 2020 Past PaperIman DOTNo ratings yet
- ALEVEL PHYSICS AQA Unit 4 Fields and Further Mechanics NOTESDocument41 pagesALEVEL PHYSICS AQA Unit 4 Fields and Further Mechanics NOTESSam ShohetNo ratings yet
- Projectile MotionDocument16 pagesProjectile MotionLastschoolkingZNo ratings yet
- Engineering MechanicsDocument2 pagesEngineering MechanicsNowpada Dheeraj kanthNo ratings yet
- Test Chapter 4+8 A (Topper) DoneDocument2 pagesTest Chapter 4+8 A (Topper) DoneAzhar Riaz HunjraNo ratings yet
- Unit 5-MCQ 1Document22 pagesUnit 5-MCQ 1rohitsalave29No ratings yet
- CSIR NET-JRF Physical Sciences Paper June-2023Document26 pagesCSIR NET-JRF Physical Sciences Paper June-2023CRIC WORLDNo ratings yet
- Superlattices and MicrostructuresDocument8 pagesSuperlattices and MicrostructuresIsmael AnconaNo ratings yet
- On-Line Lube Oil Sensing For Tomorrows EnginesDocument8 pagesOn-Line Lube Oil Sensing For Tomorrows EnginesJango69100% (1)
- Gravitation and Central ForcesDocument27 pagesGravitation and Central ForcesFaiza Nur LailaNo ratings yet
- F T Is Continuous and Differentiable, and Has Values Given in The Table Below. T FT FT T FTDocument14 pagesF T Is Continuous and Differentiable, and Has Values Given in The Table Below. T FT FT T FTBumroong PuangkirdNo ratings yet
- P2 CH 4-8+SM1 Practice Paper - QP3Document12 pagesP2 CH 4-8+SM1 Practice Paper - QP3Thi Hanh Nguyen LeNo ratings yet
- Chapter 8 DerivativesDocument23 pagesChapter 8 DerivativesSong KimNo ratings yet
- Analytical Chemistry For Metals, Ores, and Related MaterialsDocument5 pagesAnalytical Chemistry For Metals, Ores, and Related MaterialsPYDNo ratings yet
- Viva 414Document14 pagesViva 414Preyashi PengawalaNo ratings yet
- Reflections On Magnetohydrodynamics: WWW - Moffatt.tcDocument45 pagesReflections On Magnetohydrodynamics: WWW - Moffatt.tcbasharatNo ratings yet
- NuclearDocument11 pagesNuclearGhazi DallyNo ratings yet
- Canonical Quantization C6, HT 2016: 1.1 From Classical To Quantum TheoryDocument19 pagesCanonical Quantization C6, HT 2016: 1.1 From Classical To Quantum Theorycifarha venantNo ratings yet
- 2nd Year FSC Physics Textbook KP - Chapter-1Document50 pages2nd Year FSC Physics Textbook KP - Chapter-1Zakir KhurshidNo ratings yet
- Fault Detection in Small Diameter Pipes UsingDocument89 pagesFault Detection in Small Diameter Pipes UsingWoodrow FoxNo ratings yet
- Ginn Reading 360 Little Books. Level 3Document12 pagesGinn Reading 360 Little Books. Level 3Aya AbidiNo ratings yet
- Syllabus FE 2018 19Document69 pagesSyllabus FE 2018 19fuckyouNo ratings yet
- FALLSEM2020-21 PHY1701 ETH VL2020210105348 Reference Material I 23-Nov-2020 Particle in A 3D BoxDocument6 pagesFALLSEM2020-21 PHY1701 ETH VL2020210105348 Reference Material I 23-Nov-2020 Particle in A 3D BoxDEEPIKA PAVUNDOSS 20BEC0285No ratings yet
- Constants of PhysicsDocument1 pageConstants of PhysicsPredrag RaskovicNo ratings yet
- Conservative Forces, Potential Energy and Conservation of EnergyDocument16 pagesConservative Forces, Potential Energy and Conservation of Energyجعفر السلطانNo ratings yet
- PDF Nonlinear Meta Optics 1St Edition Costantino de Angelis Editor Ebook Full ChapterDocument53 pagesPDF Nonlinear Meta Optics 1St Edition Costantino de Angelis Editor Ebook Full Chapterrobert.davis472100% (1)