Download as pdf or txt
You might also like
- Revit BIM Manual - Procedures Version 4.0 PDFDocument49 pagesRevit BIM Manual - Procedures Version 4.0 PDFClifford Santos100% (1)
- Ghana Livestock Development Policy and Strategy FinalDocument107 pagesGhana Livestock Development Policy and Strategy FinalGodsonNo ratings yet
- M&M ReportDocument5 pagesM&M ReportPamela L. Robinson100% (1)
- Case 5 IhrmDocument9 pagesCase 5 IhrmKKN 034 UMY 2019No ratings yet
- 12) United States Patent 10) Patent No.: US 8.841,243 B2: Tobias Et Al. 45) Date of Patent: Seb. 23, 2014Document12 pages12) United States Patent 10) Patent No.: US 8.841,243 B2: Tobias Et Al. 45) Date of Patent: Seb. 23, 2014بن زيدون المخزوميNo ratings yet
- U.S. Pat. 8,946,529, Top Mounted Tremolo, To Floyd Rose, 2015.Document34 pagesU.S. Pat. 8,946,529, Top Mounted Tremolo, To Floyd Rose, 2015.Duane BlakeNo ratings yet
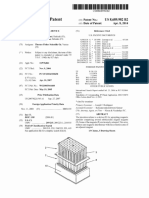
- United States Patent (10) Patent No.: US 8,102,071 B2Document52 pagesUnited States Patent (10) Patent No.: US 8,102,071 B2Marlon MataNo ratings yet
- Us8771313 PDFDocument24 pagesUs8771313 PDFhuyenthanh1807No ratings yet
- United States Patent: Cartier Et AlDocument17 pagesUnited States Patent: Cartier Et AlChoo Wei shengNo ratings yet
- US7617715Document13 pagesUS7617715Saeed Aba ateNo ratings yet
- US8018563Document17 pagesUS8018563Saurabh ChoudharyNo ratings yet
- United States Patent: ( ) Notice: Subject To Any Disclaimer, The Term of This Is: A SE A. Et AlDocument30 pagesUnited States Patent: ( ) Notice: Subject To Any Disclaimer, The Term of This Is: A SE A. Et Alsaqlain saqiNo ratings yet
- US8950546Document12 pagesUS8950546Jean DelaronciereNo ratings yet
- Us 9050873Document24 pagesUs 9050873Julius RojoNo ratings yet
- United States Patent (10) Patent No.: US 8.454.296 B2Document18 pagesUnited States Patent (10) Patent No.: US 8.454.296 B2Yu YangNo ratings yet
- United States Patent (10) Patent No.: US 8,356,778 B2Document23 pagesUnited States Patent (10) Patent No.: US 8,356,778 B2Erin GokNo ratings yet
- United States Patent: Hughes Et Al. (45) Date of Patent: Aug. 2, 2011Document14 pagesUnited States Patent: Hughes Et Al. (45) Date of Patent: Aug. 2, 2011Daniel ChudNo ratings yet
- United States Patent (10) Patent No.: US 7,759,419 B2: Stoffer Et Al. (45) Date of Patent: Jul. 20, 2010Document24 pagesUnited States Patent (10) Patent No.: US 7,759,419 B2: Stoffer Et Al. (45) Date of Patent: Jul. 20, 2010Alexander Franco CastrillonNo ratings yet
- US6662930Document13 pagesUS6662930channakeshava pandurangaNo ratings yet
- US8689982Document7 pagesUS8689982Kan Sang MokNo ratings yet
- US8749333Document19 pagesUS8749333Anonymous GIIncAfLRNo ratings yet
- Patente Sistema de Envase Rotativo 3Document38 pagesPatente Sistema de Envase Rotativo 3Valvite JuniorNo ratings yet
- United States Patent (10) Patent No.: US 7,252,264 B2: Nattinger (45) Date of Patent: Aug. 7, 2007Document11 pagesUnited States Patent (10) Patent No.: US 7,252,264 B2: Nattinger (45) Date of Patent: Aug. 7, 200712348No ratings yet
- United States Patent: Haughey Et Al. (45) Date of Patent: Feb. 23, 2016Document12 pagesUnited States Patent: Haughey Et Al. (45) Date of Patent: Feb. 23, 2016164ec1f5No ratings yet
- United States Patent (10) Patent No.: US 8,601,910 B2Document23 pagesUnited States Patent (10) Patent No.: US 8,601,910 B2Edgar AlfonsoNo ratings yet
- Wolf - 2013 - Gasoline Deposit Control Additive CompositionDocument9 pagesWolf - 2013 - Gasoline Deposit Control Additive CompositionCitlali MoraNo ratings yet
- Film ExtrusionDocument16 pagesFilm ExtrusionhatharasingheNo ratings yet
- United States Patent (10) Patent No.: US 9,194.231 B2Document6 pagesUnited States Patent (10) Patent No.: US 9,194.231 B2Elizabeth Lecca LujanNo ratings yet
- Us 8498741Document12 pagesUs 8498741Jose AlfredoNo ratings yet
- US7596959Document48 pagesUS7596959Yu An ShihNo ratings yet
- United States Patent (10) Patent No.: US 8,794,651 B2Document29 pagesUnited States Patent (10) Patent No.: US 8,794,651 B2swapnil kaleNo ratings yet
- United States Patent (10) Patent No.: US 9,302,974 B1Document11 pagesUnited States Patent (10) Patent No.: US 9,302,974 B1masood kblNo ratings yet
- United States Patent: Holtzapple Et Al. (45) Date of Patent: Feb. 16, 2010Document23 pagesUnited States Patent: Holtzapple Et Al. (45) Date of Patent: Feb. 16, 2010Anonymous FjjJ0fNo ratings yet
- United States Patent (10) Patent No.: US 7,774,911 B2: Sun Et Al. (45) Date of Patent: Aug. 17, 2010Document13 pagesUnited States Patent (10) Patent No.: US 7,774,911 B2: Sun Et Al. (45) Date of Patent: Aug. 17, 2010Keval KamaniNo ratings yet
- United States Patent: Pipkorn Et Al. Sep. 30, 2003Document16 pagesUnited States Patent: Pipkorn Et Al. Sep. 30, 2003Juan OrtegaNo ratings yet
- Inducer Centrifugal PumpDocument28 pagesInducer Centrifugal PumpSIDDARAJU NNo ratings yet
- United States Patent (10) Patent No.: US 8,821,069 B2Document13 pagesUnited States Patent (10) Patent No.: US 8,821,069 B2AnonyNo ratings yet
- Google Patents US6705174 - Apparatus and Method For Gyroscopic PropulsionDocument16 pagesGoogle Patents US6705174 - Apparatus and Method For Gyroscopic PropulsionRudolf KerekesNo ratings yet
- United States Patent: (12) (10) Patent No.: US 9,702,197 B2Document10 pagesUnited States Patent: (12) (10) Patent No.: US 9,702,197 B2moreliaNo ratings yet
- US6699426Document16 pagesUS6699426Muhammed BALIKÇINo ratings yet
- US8376928Document17 pagesUS8376928Ator VastatinNo ratings yet
- United States Patent (10) Patent No.: US 8,970,075 B2Document14 pagesUnited States Patent (10) Patent No.: US 8,970,075 B2Sanjay SharmaNo ratings yet
- Sanitary Mixing AssemblyDocument9 pagesSanitary Mixing AssemblyatolosaNo ratings yet
- United States Patent (10) Patent No.: US 9,080,720 B2Document16 pagesUnited States Patent (10) Patent No.: US 9,080,720 B2sfjhsakjfhNo ratings yet
- US7727256Document13 pagesUS7727256d3xterNo ratings yet
- Sand Screen, Expandable Screen andDocument5 pagesSand Screen, Expandable Screen andlkdd1994No ratings yet
- Floor Dust Cleaner 2Document25 pagesFloor Dust Cleaner 2topguitarNo ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument22 pagesUnited States Patent: (10) Patent No.: (45) Date of Patent63No ratings yet
- US9200707Document6 pagesUS9200707arstjunkNo ratings yet
- Dome Hubs - Us9328502Document13 pagesDome Hubs - Us9328502ca.lalamaNo ratings yet
- Baker Hole Opener Reamer Patent US7681666Document50 pagesBaker Hole Opener Reamer Patent US7681666nelams2023No ratings yet
- Method For Parachute Reefing ControlDocument9 pagesMethod For Parachute Reefing ControlgabrielmolloNo ratings yet
- TCP BrevetDocument39 pagesTCP Brevettanase stefanNo ratings yet
- Mte CutawayDocument14 pagesMte CutawayMujeres Virglius PabliusNo ratings yet
- US9168104 Intra-Operative SystemDocument45 pagesUS9168104 Intra-Operative Systempaco gonzalezNo ratings yet
- United States Patent (10) Patent No.: US 7,398,838 B2: Harder Et Al. (45) Date of Patent: Jul. 15, 2008Document26 pagesUnited States Patent (10) Patent No.: US 7,398,838 B2: Harder Et Al. (45) Date of Patent: Jul. 15, 2008Erin GokNo ratings yet
- Us7036321 PDFDocument9 pagesUs7036321 PDFFernando TaleroNo ratings yet
- US8357795Document24 pagesUS8357795Rhelvis1No ratings yet
- United States Patent: Nagyetal. (45) Date of Patent: Oct. 20, 2020Document11 pagesUnited States Patent: Nagyetal. (45) Date of Patent: Oct. 20, 2020Burak PalaNo ratings yet
- United States Patent (10) Patent No.: US 9,290,335 B1Document14 pagesUnited States Patent (10) Patent No.: US 9,290,335 B1OTO TAKNo ratings yet
- Catodo-Para Bateria LitioDocument30 pagesCatodo-Para Bateria Litioorli20041No ratings yet
- United States Patent: (10) Patent No.: US 8,052,185 B2Document29 pagesUnited States Patent: (10) Patent No.: US 8,052,185 B2saqlain saqiNo ratings yet
- United States Patent (10) Patent No.: US 7,909,748 B2Document50 pagesUnited States Patent (10) Patent No.: US 7,909,748 B2Alex MungaiNo ratings yet
- Is Bad-Faith the New Wilful Blindness?: The Company Directors’ Duty of Good Faith and Wilful Blindness Doctrine Under Common Law Usa (Delaware) and Uk (England): a Comparative StudyFrom EverandIs Bad-Faith the New Wilful Blindness?: The Company Directors’ Duty of Good Faith and Wilful Blindness Doctrine Under Common Law Usa (Delaware) and Uk (England): a Comparative StudyNo ratings yet
- Simatic st70 Chap01 English 2015Document18 pagesSimatic st70 Chap01 English 2015MarceloNo ratings yet
- Studer OnAir 3000 Brochure 1111 LRDocument36 pagesStuder OnAir 3000 Brochure 1111 LRtituroNo ratings yet
- MIL 4th Quarter Module 6Document26 pagesMIL 4th Quarter Module 6Chinnymarie ErecilloNo ratings yet
- Experiment No - 1 Implement DDL Commmand DDL:-: 1.create CommandDocument15 pagesExperiment No - 1 Implement DDL Commmand DDL:-: 1.create CommandPROFESSIONAL SOUNDNo ratings yet
- Mvule Trust Annual Report, 2010Document24 pagesMvule Trust Annual Report, 2010Straight Talk FoundationNo ratings yet
- 2019-56 - KartikSolanki - Professional Ethics, Accountancy For Lawyers and Bar-Bench RelationsDocument17 pages2019-56 - KartikSolanki - Professional Ethics, Accountancy For Lawyers and Bar-Bench RelationsKartik SolankiNo ratings yet
- Political Obligation ProjectDocument23 pagesPolitical Obligation ProjectRadheyNo ratings yet
- YOUR 2019 International Prospectus: Ranked in The TOP 1.3% IN The WorldDocument16 pagesYOUR 2019 International Prospectus: Ranked in The TOP 1.3% IN The WorldChip choiNo ratings yet
- 6 Multiple Evaporator and Compressor Systems SheetDocument1 page6 Multiple Evaporator and Compressor Systems SheethanyassawyNo ratings yet
- Geography: South Pacific Form Seven CertificateDocument23 pagesGeography: South Pacific Form Seven CertificateAndrew ArahaNo ratings yet
- Latihan SLM SPLTV Billing 240116 053053Document2 pagesLatihan SLM SPLTV Billing 240116 053053dearmissporterNo ratings yet
- C15 Acert Spec SheetDocument4 pagesC15 Acert Spec SheetMalasquez Leon XavierNo ratings yet
- Automotive Test Probe ConstructionDocument4 pagesAutomotive Test Probe ConstructionLy Fotoestudio DigitalcaNo ratings yet
- Mecton Material Submission R3Document22 pagesMecton Material Submission R3nokia6No ratings yet
- Creating Advertising Programe Message, Headlines, Copy, LogoDocument18 pagesCreating Advertising Programe Message, Headlines, Copy, LogoHiren ShahNo ratings yet
- Debug Programming: Table (1) The Debug CommandDocument3 pagesDebug Programming: Table (1) The Debug CommandAyhan AbdulAzizNo ratings yet
- Plano Hidraulico Track Type TractorsDocument7 pagesPlano Hidraulico Track Type Tractorsedgar_retuerto78100% (1)
- Auditing - RF-12 Quiz BowlDocument12 pagesAuditing - RF-12 Quiz BowlAngel TumamaoNo ratings yet
- Soal Ujian LiftingDocument5 pagesSoal Ujian LiftingAgil Wahyu PamungkasNo ratings yet
- COMVIBOXDocument52 pagesCOMVIBOXRoberto HernandezNo ratings yet
- Case StudyDocument7 pagesCase StudyEzzianNo ratings yet
- CS8611 MINI PROJECT Validation of Facebook Login PageDocument14 pagesCS8611 MINI PROJECT Validation of Facebook Login PageaddssdfaNo ratings yet
- Indian PalmistryDocument2 pagesIndian PalmistrynitinkumarpalmistNo ratings yet
- Interpretation of Statutes Project: T N U A L SDocument9 pagesInterpretation of Statutes Project: T N U A L SCharchil VijayNo ratings yet
- Chapter 7 On Board Customer ServiceDocument17 pagesChapter 7 On Board Customer ServiceJep DimagibaNo ratings yet
- Civil Law Jurist Lecture Notes ReducedDocument21 pagesCivil Law Jurist Lecture Notes ReducedRio AborkaNo ratings yet