Download as pdf or txt
You might also like
- Powder Metallurgy Stainless Steels - Processing Microstructures, and PropertiesDocument227 pagesPowder Metallurgy Stainless Steels - Processing Microstructures, and PropertiesSamuel TesfayeNo ratings yet
- Firm Profile FormatDocument13 pagesFirm Profile FormatSURANA1973No ratings yet
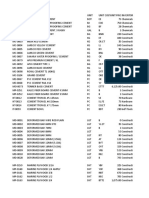
- Bodega Inventory ListDocument14 pagesBodega Inventory ListAlbert Jay Oring TuicoNo ratings yet
- EzyStrut Cable Support Systems Catalogue WebDocument222 pagesEzyStrut Cable Support Systems Catalogue WebCarl James GranadaNo ratings yet
- Alum Casting Alloys FEB05Document8 pagesAlum Casting Alloys FEB05b4upalaniNo ratings yet
- Design: Where Continuous Operation Is Required, Speeds May Be Limited To 107Mpm and Pressure Maximum To 240 KpaDocument30 pagesDesign: Where Continuous Operation Is Required, Speeds May Be Limited To 107Mpm and Pressure Maximum To 240 KpaglobalindosparepartsNo ratings yet
- 45IJMPERDDEC201845Document14 pages45IJMPERDDEC201845TJPRC PublicationsNo ratings yet
- Assignmnt Tribo DevDocument21 pagesAssignmnt Tribo Devdhimangaurav74No ratings yet
- MCM AllDocument7 pagesMCM AllPalanisamy RajaNo ratings yet
- STR 2013 2 10 12 KraenzlerDocument3 pagesSTR 2013 2 10 12 KraenzlerÖzlem KarataşNo ratings yet
- Materials For Engine: © 2016 Scrivener Publishing LLC. Published 2016 by John Wiley & Sons, IncDocument8 pagesMaterials For Engine: © 2016 Scrivener Publishing LLC. Published 2016 by John Wiley & Sons, IncDzaky ArizsaNo ratings yet
- Matselec. CorrosionDocument7 pagesMatselec. CorrosionNatalia Moreno MorenoNo ratings yet
- Technical Specifications For The Successful Fabrication of Laminated Seismic Isolation BearingsDocument11 pagesTechnical Specifications For The Successful Fabrication of Laminated Seismic Isolation BearingsTommy HeydemansNo ratings yet
- Bimetallic Cast Iron Rolls - Some Approaches To Assure The Exploitation PropertiesDocument6 pagesBimetallic Cast Iron Rolls - Some Approaches To Assure The Exploitation PropertiesAnkur gaurNo ratings yet
- Solutions of Practice Questions 6 3Document4 pagesSolutions of Practice Questions 6 3izzatkhairiNo ratings yet
- Design of Aluminium StructuresDocument32 pagesDesign of Aluminium Structurescargetoianu2357100% (1)
- 2 Day Workshop On Challenges in Reengineering Pre Course Intro Guide JPJ 15 Dec 2013Document2 pages2 Day Workshop On Challenges in Reengineering Pre Course Intro Guide JPJ 15 Dec 2013Jjc ChennaiNo ratings yet
- ChatGPT 4Document5 pagesChatGPT 4Eyasu demsewNo ratings yet
- DEVA Metal Manual enDocument24 pagesDEVA Metal Manual ennfcastingsNo ratings yet
- Toros 2008Document12 pagesToros 2008Syrleire GuerreiroNo ratings yet
- AMP CAT 2 QP Key Final PDFDocument83 pagesAMP CAT 2 QP Key Final PDFthandialNo ratings yet
- Benchmarking of Potential Substituents For Leaded Bronze in Axial Sliding Bearings For Mobile Hydraulic ApplicationsDocument7 pagesBenchmarking of Potential Substituents For Leaded Bronze in Axial Sliding Bearings For Mobile Hydraulic Applicationsbee1406763181No ratings yet
- Ceramic BearingsDocument9 pagesCeramic Bearingssureshnfcl100% (1)
- Ijctt V4i7p159 PDFDocument4 pagesIjctt V4i7p159 PDFMadhan RajNo ratings yet
- Metal Face Seals v3Document30 pagesMetal Face Seals v3ntchobanov0% (1)
- Bearing Materials: Selection Criteria For A Bearing MaterialDocument6 pagesBearing Materials: Selection Criteria For A Bearing MaterialTamirat NemomsaNo ratings yet
- 17-4 PH PropertiesDocument3 pages17-4 PH PropertiesBalaji RGNo ratings yet
- FAG Hybrid Deep Groove Ball BearingsDocument6 pagesFAG Hybrid Deep Groove Ball BearingsAjay PathakNo ratings yet
- Cryogenic ProcessingDocument2 pagesCryogenic Processingmuthupecmec4908No ratings yet
- Failure Analysis of A Helical Gear in A Gearbox Used in A Steel Rolling MillDocument7 pagesFailure Analysis of A Helical Gear in A Gearbox Used in A Steel Rolling MillymsyaseenNo ratings yet
- Analysis of Process Parameters Effect On Friction Stir Welding of Aluminium 5083 and 6082Document9 pagesAnalysis of Process Parameters Effect On Friction Stir Welding of Aluminium 5083 and 6082Sreeharan Nagamani BNo ratings yet
- TA201P Individual ProjectDocument17 pagesTA201P Individual Projecthacker noviceNo ratings yet
- Tugas 1bDocument7 pagesTugas 1bFatimah MauludiyahNo ratings yet
- Wear and AbbrassionDocument5 pagesWear and AbbrassionNikhilNo ratings yet
- Wear Analysis of Chromium Carbide Coating On A516 WCB Steel by Plasma Spraying TechniqueDocument12 pagesWear Analysis of Chromium Carbide Coating On A516 WCB Steel by Plasma Spraying TechniqueIJRASETPublicationsNo ratings yet
- Tribology International: B. Tlili, A. Barkaoui, M. WalockDocument7 pagesTribology International: B. Tlili, A. Barkaoui, M. WalockismoyoNo ratings yet
- Chế tạo đĩa phanh ô tô bằng vật liệu AL-SiCDocument8 pagesChế tạo đĩa phanh ô tô bằng vật liệu AL-SiCdinhNo ratings yet
- Quadrant Design Machining GuideDocument43 pagesQuadrant Design Machining GuideCahaya AnNurNo ratings yet
- A New Extrusion Die For Aluminum ProfilesDocument5 pagesA New Extrusion Die For Aluminum ProfilesNguyễn Văn TiếnNo ratings yet
- Emerson ManualsDocument52 pagesEmerson ManualsJohn Noel TalandronNo ratings yet
- ASM-Powder Metallurgy Stainless Steels - Processing, Microstructures, and PropertiesDocument227 pagesASM-Powder Metallurgy Stainless Steels - Processing, Microstructures, and PropertiesAldin Bubic100% (2)
- Processes 08 00984 PDFDocument42 pagesProcesses 08 00984 PDFJOSE GARCIANo ratings yet
- Advantages and Disadvantages Each MaterialDocument25 pagesAdvantages and Disadvantages Each MaterialPewe WulandariNo ratings yet
- AL - MG Using Spur GearDocument25 pagesAL - MG Using Spur Gearprasanthgpm580No ratings yet
- An Overview of Magnesium Based Alloys For Aerospace and Automotive ApplicationsDocument36 pagesAn Overview of Magnesium Based Alloys For Aerospace and Automotive Applicationsisus nazarecaninNo ratings yet
- Vibration Analysis of Hybrid Cyramic Ball BearingsDocument16 pagesVibration Analysis of Hybrid Cyramic Ball BearingsRaghavendra Raghav100% (2)
- Rubber Covered RollDocument26 pagesRubber Covered RollAshwani SharmaNo ratings yet
- Assign 3 PDFDocument4 pagesAssign 3 PDFJoy RamirezNo ratings yet
- 9014E-Bujes PlasticosDocument68 pages9014E-Bujes Plasticosancelot99No ratings yet
- Introduction To Mechanical Properties For Students Lect NotesDocument40 pagesIntroduction To Mechanical Properties For Students Lect NotesyagnikNo ratings yet
- High-Temperature Characteristics of Stainless Steels: A Designers' Handbook Series N 9004Document47 pagesHigh-Temperature Characteristics of Stainless Steels: A Designers' Handbook Series N 9004aemis2010No ratings yet
- Alloy 59 - Alfa Laval Olmi Aprile 2018 PDFDocument12 pagesAlloy 59 - Alfa Laval Olmi Aprile 2018 PDFfabianoNo ratings yet
- Lesson 1 Activity 1: Polymeric Materials AdvantagesDocument6 pagesLesson 1 Activity 1: Polymeric Materials AdvantagesMary Jane Santin GanzalinoNo ratings yet
- Use of A Composite Material For Al Contact ApplicationsDocument6 pagesUse of A Composite Material For Al Contact Applicationsy3b2n6tq5No ratings yet
- Choice of Specifications and Design Codes For Duplex Stainless SteelsDocument12 pagesChoice of Specifications and Design Codes For Duplex Stainless SteelsRonald Leyva GiraldoNo ratings yet
- Bearing MaterialsDocument32 pagesBearing MaterialsAleš NagodeNo ratings yet
- Effect of Selective Laser Melting Layout On The Quality of Stainless Steel PartsDocument9 pagesEffect of Selective Laser Melting Layout On The Quality of Stainless Steel PartsFrancesco Di SimoneNo ratings yet
- Lubricants 11 00122Document52 pagesLubricants 11 00122Vivek Sriram R ed21d026No ratings yet
- Influence of Heat Treatment On Resistance of Wear and Mechanical Properties of Die Steel Kind D3Document8 pagesInfluence of Heat Treatment On Resistance of Wear and Mechanical Properties of Die Steel Kind D3sardinetaNo ratings yet
- ؤDocument3 pagesؤSaif JassimNo ratings yet
- Comparative Study of Different Engineering Materials That Are-1Document41 pagesComparative Study of Different Engineering Materials That Are-1Harish DekaNo ratings yet
- Bony IauDocument572 pagesBony IauTommy HectorNo ratings yet
- Cold Cracking of Welds SodelDocument2 pagesCold Cracking of Welds Sodelfaridshabani100% (1)
- Effect of Cutting Parameters On MRR and Surface Roughness in Turning EN-8Document5 pagesEffect of Cutting Parameters On MRR and Surface Roughness in Turning EN-8PranowoNo ratings yet
- Zixin Xie2021Document13 pagesZixin Xie2021karenglzNo ratings yet
- Literature Review On Tool Wear in Turning Operation of AluminiumDocument3 pagesLiterature Review On Tool Wear in Turning Operation of AluminiumIsmail Ibn BehailuNo ratings yet
- RIMCDocument22 pagesRIMCAmol Chikhale67% (3)
- TT-307B Dossier.Document41 pagesTT-307B Dossier.suria qaqcNo ratings yet
- EMTL 250BB Lab 2 - Hardness Lab Handout-Winter2023Document9 pagesEMTL 250BB Lab 2 - Hardness Lab Handout-Winter2023Desiree FabianNo ratings yet
- Casting Simulation & Study CaseDocument37 pagesCasting Simulation & Study CaseRosalina KeziaNo ratings yet
- An Evaluation of The Cross-Tension Test of Resistance Spot Welds in High-Strength Dual-Phase SteelsDocument8 pagesAn Evaluation of The Cross-Tension Test of Resistance Spot Welds in High-Strength Dual-Phase SteelsMuhammad Bahtiyar FirdausNo ratings yet
- Material EquivalentDocument1 pageMaterial EquivalentARIEF SADJANo ratings yet
- Reference Only: I Pus Pond StreetDocument132 pagesReference Only: I Pus Pond StreetJagdish ShindeNo ratings yet
- 117 Weldox 420 Uk DatasheetDocument2 pages117 Weldox 420 Uk DatasheetAndrewFranciscoNo ratings yet
- Cushion TeeDocument1 pageCushion TeeAntonio GutierrezNo ratings yet
- Unclassified Ad Number Limitation Changes TODocument22 pagesUnclassified Ad Number Limitation Changes TOnitharsunNo ratings yet
- Mjsa Secret Shop Weapons Jeweler As Sculptor2Document1 pageMjsa Secret Shop Weapons Jeweler As Sculptor2jokerrabitNo ratings yet
- Precious Palladium Aluminium Based Alloy With High Hardness and WorkabilityDocument9 pagesPrecious Palladium Aluminium Based Alloy With High Hardness and WorkabilityhyyziaNo ratings yet
- Corrosion Rate Vs Grain Size PDFDocument4 pagesCorrosion Rate Vs Grain Size PDFGajendra Pratap SinghNo ratings yet
- Regular Chemistry 11 DataBookletDocument10 pagesRegular Chemistry 11 DataBookletdNo ratings yet
- Mcneilus Steel CatalogDocument108 pagesMcneilus Steel Catalogkashyap_structuralNo ratings yet
- BrochureDocument8 pagesBrochureTPF Sneha KiranNo ratings yet
- A.S.L. Pauls College of Engineering and Technology Coimbatore-109Document5 pagesA.S.L. Pauls College of Engineering and Technology Coimbatore-109vkesavakannan4722No ratings yet
- Heat TreatmentDocument33 pagesHeat TreatmentIsrael HailuNo ratings yet
- Avesta Tig 309lDocument1 pageAvesta Tig 309lLora BoydNo ratings yet
- TCB Greenkote FlyerDocument2 pagesTCB Greenkote FlyersampathkumarNo ratings yet
- European Steel and Alloy GradesDocument3 pagesEuropean Steel and Alloy Gradesfarshid KarpasandNo ratings yet
- (A275d8f4 Bd85 42d1 990e 9c72cec117a9) Spriol ArmorGalv Thermal Zinc DiffusionDocument3 pages(A275d8f4 Bd85 42d1 990e 9c72cec117a9) Spriol ArmorGalv Thermal Zinc DiffusionSergey ShkapovNo ratings yet