Professional Documents
Culture Documents
Vendor System Audit Report (Final) - Technico Ind., Bawal (T043)
Vendor System Audit Report (Final) - Technico Ind., Bawal (T043)
Uploaded by
Ankit SainiOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Vendor System Audit Report (Final) - Technico Ind., Bawal (T043)
Vendor System Audit Report (Final) - Technico Ind., Bawal (T043)
Uploaded by
Ankit SainiCopyright:
Available Formats
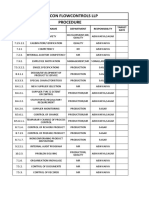
MARUTI SUZUKI INDIA LIMITED
Issue Deptt. QA-VSA Prepared Verified Approved
Vendor Quality System Audit Report
Date of Issue Rishabh /
9-10-20 - Online Karthikeyan / Paramjit Singh Prag Basil
Copy to Supplier name 24-1-21 - Gemba Ravi
Vendor 1 Supplier Attendant Name Audit Date
Technico Industries Ltd., Bawal Mr. Shinichi Takeuchi - CEO 30th Sep - 1st Oct'20 - Online
QAPQ 1 Mr. Sandeep Sharma- Director
24th Jan'21 - Gemba
Mr. Ram Nath Thakur - Quality
Mr. Satish Yadav- HR
SC 1 Supplier code T043 Mr. Rupesh – Prod. Assy. Audit Person
Mr. Dharmender Jhakar- Press Shop
Mr. Vipin Kumar Bhardwaj – Tool Maint.
Mr. Kuljeet Singh – Store & Dispatch Karthikeyan AV
(Audit Score) Mr. Ramesh Yadav- Maintenance
Rishabh Narang
Mr. Pradeep Taneja- Production operation
Ms. Saurabh Malhotra- QMS Ravi Mehta
Mr. Sandeep Sharma- Welding
Achieved Score: 147
×100 = 62
Total Score: 237 Description Current Previous
Audit Score 62% 72%
Total 3 Category Yellow Green
Part Number:
Subject: Vendor System Audit
Part Name: Door Hinges, Brake Pedal Assy
Major audit observations are as follow:
1) RPN should be calculated for each Potential cause of failure mode, however at present it is calculated for failure mode.
2) Process audit was not carried out for during IFM of YJC MC - Hinge Assy, Front door.
3) In the 4M monitoring sheet, recording of all the breakdowns were not evident, same to be ensured.
4) Same practical Evaluation sheet is used to asses Skill level 3 (Can solve problems) and skill level 4 (Can train others), however no
assessment parameters for judgment of "Can train others" is evaluated.
5) Brake Pedal Assy, YCA not found covered in Product audit plan (2020~21), same to be included. On further investigation it was found that
Product audit was not conducted for Brake Pedal Assy., YCA in 2019~20.
6) Standardization of documents was not ensured against In-house CAPA analysis done for "Gauge out" concern reported in Jun-20.
7) n the PM check sheet of tool, Female body door hinge YP8, against the check point of strip guide size (Spec: 73.3±0.05 mm), actual was
recorded as 73.8 mm & 73.7 mm in PM check sheet and was judged as "OK.
8) Adherence of defined work instructions at shop floor to be improved.
○ △ ×
1 18 / 24 6 2 0
2 9 / 15 3 2 0
3 12 / 18 4 2 0
4 15 / 18 5 1 0
5 6 / 18 2 4 0
6 9 / 15 3 2 0
7 12 / 21 4 3 0
8 6 / 21 2 5 0
9 12 / 18 4 2 0
10 6 / 15 2 3 0
11 9 / 15 3 2 0
12 12 / 18 4 2 0
13 12 / 12 4 0 0
14 9/ 9 3 0 0
Total
(MSIL)
147 / 237 49 30 0
Pre decided negative marking (if
Improvement Submission Date 1-Feb-21 Last Audit Rating 72%
any)
F003-3 QA/MT Ver. 5
MARUTI VENDOR QUALITY SYSTEM AUDIT CUM FOLLOW UP REPORT
Vendor Attendees Date:
Mr. Shinichi Takeuchi - CEO 30th Sep - 1st Oct'20 - Online, 24th Jan'21 - Gemba
M/s Technico Industries Ltd. Mr. Sandeep Sharma- Director
Mr. Ram Nath Thakur - Quality
Supplier Name Plant.-19-21,36~38, Sector-6 Mr. Satish Yadav- HR Auditors:
Industrial Estate, Bawal Mr. Rupesh – Prod. Assy.
Mr. Dharmender Jhakar- Press Shop Karthikeyan AV
Mr. Vipin Kumar Bhardwaj – Tool Maint. Rishabh Narang
Mr. Kuljeet Singh – Store & Dispatch
Door Hinges, Brake Pedal Mr. Ramesh Yadav- Maintenance
Ravi Mehta
Part Name Assy Mr. Pradeep Taneja- Production operation
Category Audit Area Ms.you
Do Saurabh Malhotra-
define QMS following
Concerning
in regulation regulation
items for production Judgment Remarks Follow Up
① Mr. Sandeep Sharma-ofWelding
preparation?-scope parts,-responsibility of each department - ○
1. Regarding
Production 1 control contents/items?
implementation rule of
preparation production preparation Do you define importance level during production preparation for
②
each product and clarify control items based on it ?
○
Regarding management
2
/implementation by
production preparation Do you implement follow-up to control the schedule and progress
plan/report (master plan)
①
of production preparation items?
○
Are production preparation plan and report controlled by a person
②
in charge of progress (top management) periodically?
○
Defect prevention on the 1) In the past trouble study record of YJC MC (Door hinge) dated Mar'19, Only one customer complaint
3
stage of process design was considered. However, there are 5 more MSIL customer complaint reported between Oct'17 &
by using FMEA/Matrix Do you consider following items and reflect them to the processes Mar'19 on Door Hinge, but same was not evident in the Past Trouble Data bank study report.
diagram and standards beforehand? Also, internal complaints and supplier complaints should be included in data bank.
① -Troubles in the past; -Defect items expected; △ It is required to consider all sources of defect during past trouble study. Further, format should be
-Defect items unable to capture at customer; revised to include defect applicability and implementation status as column requirements.
-Defect items difficult to repair;
1) As per the procedure, periodic review of PFMEA to be carried out once in a year. Currently, periodic
review is not evident. It is required to prepare PFMEA review plan and carry out periodic review as per
procedure.
Do you review and improve FMEA or Matrix diagrams when any 2) Gap observed in the preparation of new model PFMEA w.r.t AIAG guidelines. Ex: In the PFMEA of
② △ YNC brake pedal, at process no.345-Robot MIG welding, RPN is calculated for failure mode (i.e., RPN
critical issue occurs after SOP?
for weld penetration NG is calculated as100) but it is required to prepare RPN for each potential cause
(like welding parameter variation, welding tip ID more etc.).
Product/process
4
evaluation at the quality Do you prevent defects by quality improving activities of cross-
①
function team to evaluate quality performance?
○
evaluation meeting in
each trial
Do you define condition to start mass production and then check
②
on the product line prior to SOP? ○
2. Regulation for
Regulation for 1
initial production control Do you define following items related to initial production control
initial by standards ?
production -controlled parts; -controlled items; -inspection method;
control ①
-initial production control period;
○
-a person who announce start/end of initial production control;
-finish condition;
1) Verified the initial flow control record of YJC MC - Hinge Assy, Front door and following improvements
are required.
a) Stricter check of in process parameter are not evident. (only 100% check carried out on final Assy
part). It is required to identify the critical parameter at each station and do stricter check.
How do you define items required special control during initial b) All the termination condition mentioned in the procedure are not evident in the termination check
② production control? Do you set stricter inspection methods than △ sheet. Ex: Termination condition like internal PPM, closure status of process audit observation etc. are
the ordinal inspection? not mentioned in termination check sheet.
2) As per procedure, process audit are to be carried out, same was not conducted during IFM of YJC
MC - Hinge Assy, Front door.
Do you share the information of initial production control among
③
the related department? ○
2
Implementation of initial
Do you pick up issues and improve them during initial production
production control ① ○
control?
During IFM carried out for YJC MC-Hinge Assy, Front Door, process capability are studied for 3 months
but monitoring & taking action in case of negative trend is not evident. Ex: CPK values of parameter 28.6
mm for month1, month2 & month3 are 1.81, 1.78 & 1.68 Cpk respectively.
Do you control process capability and defect rate during initial Similarly, for parameter 71 mm, CPK values are 2.03, 1.86 & 1.73 for month1, month2 & month3
②
production control?
△ respectively.
i.e., CPK values are deteriorated for both the parameters. However, corrective actions are not evident.
Further, in such cases, IFM should have been extended but was not ensured.
3. Definition and
Changing 1
implementation of Do you define unexpected change (unusual) and planned change
management changing management
①
clearly?
○
Do you define procedure(rules applied from sharing information
②
to result confirmation) at change occurrence? ○
1) In the 4M monitoring sheet, recording of all the breakdowns were not evident. Ex: Breakdown
reported in machine # YLM-38 for "main pump not work" dated 17.8.20 & in the machine # DHL05 for
Do you record product quality check results to ensure batch code machine not working dated 18.8.20 were not recorded in 4M monitoring sheet.
③ △
traceability?
1) Currently, for the machine breakdowns in which retro check to be done and in which retro checks are
not to be done are defined w.r.t shop wise (Weld shop, press shop & Assy shop). Further, some of new
breakdowns (not in 4M guidelines) are reported in weld shop and press shop and no retro check was
carried out.
Ex: (a) On 6th Jul'20, Clamping cylinder not working reported in machine # RM5 (weld shop)
Do you retroactively check about product quality when
④ △ (b) On 29th Jul'20, Air pipe leak reported in machine # RM4 (weld shop)
unexpected change occurs?
(c) On 14th Aug'20, air pressure pipe broken reported in machine # DHL03.
Further, it is required to update new breakdowns in 4M guidelines after necessary validations and
accordingly actions to be taken.
Definition and control
2
method for initial part ① Do you define initial part clearly? ○
Do you control initial parts separately and make quality records
②
about them?(both internal and outsourced process are included)
○
4. Procedure to make
Standards 1
process control Do you make process control standards for all products which is
management standards(QA process ①
shipped to SMC / MSIL? ○
charts)
Do you mention defined both characteristics of quality and
②
production control on the process control standards?
○
1) In the control plan of YCA Brake pedal, at process no. 800, bush & spacer Assy with arm and
Do you mention followings on process control standards required greasing in boss, details of Pokayoke is not evident. (During Shop Floor audit it was found that
to each process? Pokayoke was available w.r.t air pressure/ proper greasing etc.). It is required to add Pokayoke details in
③ -quality confirmation method; -regulations; △ control plan.
-standards (operation instruction/items to be focused on);
-boundary samples; -parameter chart; -Pokayoke
F0003-1 QA/MT Ver. 5
4.
Standards
management
MARUTI VENDOR QUALITY SYSTEM AUDIT CUM FOLLOW UP REPORT
Vendor Attendees Date:
Mr. Shinichi Takeuchi - CEO 30th Sep - 1st Oct'20 - Online, 24th Jan'21 - Gemba
M/s Technico Industries Ltd. Mr. Sandeep Sharma- Director
Mr. Ram Nath Thakur - Quality
Supplier Name Plant.-19-21,36~38, Sector-6 Mr. Satish Yadav- HR Auditors:
Industrial Estate, Bawal Mr. Rupesh – Prod. Assy.
Mr. Dharmender Jhakar- Press Shop Karthikeyan AV
Mr. Vipin Kumar Bhardwaj – Tool Maint. Rishabh Narang
Mr. Kuljeet Singh – Store & Dispatch
Door Hinges, Brake Pedal Mr. Ramesh Yadav- Maintenance
Ravi Mehta
Part Name Assy Mr. Pradeep Taneja- Production operation
Category Audit Area Ms. Saurabh Malhotra- QMS
Concerning regulation Judgment Remarks Follow Up
Mr. Sandeep Sharma- Welding
Procedure to control
2
standards Do you define following concerned about standards?
-department in charge of making;
・Process control -a person in charge of making;
standards
①
-a person in charge of authorizing; ○
・Inspection -making period; -timing to submit to customer;
specifications -revision rule; -retention period;
・Operation instructions
Do you have consistency to keep process control standard,
② inspection specification, operation inspection and parameter ○
chart?
Do you make use of lists to control preparation and revision of
③
standards and share the updated information?
○
5. Education/ training Operator trainings Planned vs Attended is not evident. As of now all operators are given training as per
Education and 1
procedure annual training calendar, however there is no system evident in which plan vs actual is captured as
training Do you clarify the department in charge of promoting quality verified for "Quality abnormality handling/ Red Bin handling" training conducted multiple times in past,
① education, implement education based on annual plan? △ however many operators such as Mr. Lakhan, etc. were not found covered Also Re-training to be
Are records of education kept? planned for the members whose training is not conducted.
New Operator training mechanism was verified, following concerns should be focused-
a) Acceptance criteria along with Target vs Actual for "Tact time" and "Quality defects" parameter
should be recorded in practical evaluation sheet for skill level evaluation, presently scoring of 5 was
given on all days as evident for New Operator Dharmender (DOJ- 23/Jun/20), but basis of giving 5 score
is not evident.
b) Same practical Evaluation sheet is used to asses Skill level 3 (Can solve problems) and skill level 4
(Can train others), however no assessment parameters for judgment of "Can train others" is evaluated.
Same to be included while upgrading the operator from skill level 3 to skill level 4.
Do you define and implement the skill evaluation of operator to
c) Skill matrix was not found to be updated for operator Dharmender, DOJ as 23-Jun-20, Operator
② determine whether operator can work without surveillance?(e.g. △
acceptable revel/evaluation frequency/evaluation method) achieved "skill level 1" on 27-Jun-20 and "skill level 2" on 30-Aug-20, however till present skill matrix was
not updated for Operator Dharmender. Skill matrix Updation frequency is defined as once every quarter
however same should be amended in such a manner so that such changes are captured at the earliest.
2) New Operator training procedure should be revised to include timelines, Passing criteria and
Evaluation mechanism for each skill level upgradation i.e. Skill level 2,3 and 4, presently same is defined
only for Dojo training mechanism.
Prior to SOP, do you instruct each operator based on actual
③
operation instructions?
○
Education for 1) Training should be identified for all associates, presently in TNI-2020~21, no training was identified for
2
managers/Inspectors/ many staff members e.g., Mr. Gaurav Vijay, Mr. Hari Prasad, Mr. Padam Chandra Jain, etc., it is
Special operators recommended to plan at least one management / behavioural/ technical training, etc. for all associates in
Do you implement planned education to supervisors for skill the entire year.
①
improvement ? △
'2) TNI should be adequately identified. For ISO:26000 training, As per TNI, Mr. Saurabh Malhotra
requires the training, who is also identified as a trainer for the same.
Do you implement special education or technical training to
② inspectors and operators of particular process (required ○
specialized skills)? Are training records kept?
1) Defect matrix should be prepared and all possible visual defects should be included in the same for
carrying out Poisons Cake test. At present Poisons cake test is carried out 6 times a year with any one
(1) random NG part. Number of NG parts passed during test to be increased and should be driven from
Do you periodically monitor the skill of certificated operators and defined defect matrix to cover all possible defects within defined periodic frequency, same needs to be
③
follow up to improve their skill?
△
updated in procedure.
2) Poisons cake test procedure to be revised to reconfirm the part quality for already verified lots incase
an inspector fails in poisons cake test.
6. 1) Brake Pedal Assy, YCA not found covered in Product audit plan (2020~21), same to be included. On
Quality audit 1
Activity to keep/improve Do you conduct internal quality audit periodically? further investigation it was found that Product audit was not conducted for Brake Pedal Assy., YCA in
and process production quality 2019~20, procedure not adhered.
verification
① following are standardized:, -auditor team; -audit frequency; -audit △
timing; -audit method; -audit check sheet; 2) Timelines for CAPA against NC closure should be established in Process audit procedure, same is
not defined.
Do you conduct quality audit to identify issues and properly
②
improve them? ○
Content of process review
2 Do you focus on useful know-how of operation, operations with
① poor workability and operation which need a lot of repair and ○
standardize them?
Process audit Judgment was given for 3 voltage parameter out of 4 Voltage parameters (Boss / Plate /
Do you confirm consistency between actual operation and Switch / Stroke Sensor), as verified for YHB Brake Assy Weld (MIG) process, audit conducted on
②
standard?
△ 29.08.20, same to be ensured against parameters mentioned in control plan.
Do you confirm if countermeasures are taken properly to prevent
③
reoccurring of quality fail?
○
7. 1 Evaluation method for 1. No action evidence were taken against certain audit observations such as "Statistical Technique and
Supplier new suppliers gauging", etc. concern raised during new supplier selection audit conducted for M/s CSR Forging on
control Do you define criteria to certificate new suppliers and implement 23/Oct/2019. Also, timelines for countermeasure evidences collected against audit observation should
①
them?
△ be defined in procedure.
2. New Supplier selection audit check sheet to be revised to include check points for IFC.
Management, quality
2
evaluation and instruction Do you collect supplier failure information, determine supplier
for suppliers ① grade according to quality level and conduct audit and instruction ○
periodically?
For outsourcing any production, do you instruct them clearly 1. As observed during Gemba audit, agreement of inspection for child parts supplied by various sub
② about function and important control items of products at the △ suppliers are not available. Same to be defined and implemented.
meeting ?
For outsourced process, do you control the progress of
③
production preparation and confirmed issues ? ○
IFC, NPD requirements should be communicated to Sub-suppliers, presently same is not shared to sub-
Do you make suppliers to conduct initial production control and suppliers.
④
decide department in charge of conduct?
△
Regarding the parts which are shipped directly to the customers
⑤ from outsourced suppliers, do you have method to assure product ○
quality performance?
Do you make outsourced suppliers to conduct initial parts and 4M
⑥
changing management and is it possible to trace?
○
8. Handling when abnormal
Handling 1
situation occurs Do you define clearly what is abnormal situation and make
abnormality in ①
operators know the definition?
○
quality
F0003-1 QA/MT Ver. 5
MARUTI VENDOR QUALITY SYSTEM AUDIT CUM FOLLOW UP REPORT
Vendor Attendees Date:
Mr. Shinichi Takeuchi - CEO 30th Sep - 1st Oct'20 - Online, 24th Jan'21 - Gemba
M/s Technico Industries Ltd. Mr. Sandeep Sharma- Director
Mr. Ram Nath Thakur - Quality
Supplier Name Plant.-19-21,36~38, Sector-6 Mr. Satish Yadav- HR Auditors:
Industrial Estate, Bawal Mr. Rupesh – Prod. Assy.
Mr. Dharmender Jhakar- Press Shop Karthikeyan AV
Mr. Vipin Kumar Bhardwaj – Tool Maint. Rishabh Narang
8. Handling when abnormal Mr. Kuljeet Singh – Store & Dispatch
Handling 1 Door Hinges,
situation Brake Pedal
occurs Mr. Ramesh Yadav- Maintenance
Ravi Mehta
Part Name
abnormality in Assy Mr. Pradeep Taneja- Production operation
quality
Category Audit Area Ms. Saurabh Malhotra- QMS
Concerning regulation Judgment Remarks Follow Up
Mr. Sandeep Sharma- Welding
In-house rejection analysis procedure should be revised to include Daily rejection analysis criteria on the
Do you clarify and standardize the handling rules/routes for basis of volume of rejection in a day and criticality of defect.
②
customer claims, in process failure and supplier failure?
△
Do you have criteria to estimate the scope of suspected lot for
③ abnormal situation? When abnormal situation occurs, do you ○
trace suspected lot based upon the criteria?
Prevention of recurrence 1) Wrong data is presented to management during review, As per Pareto shown to management,
2
"Gauge Out" concern was reported as top most defect and top most contributing part was Door Hinge,
・Customer claims YP8 RUL in Jun-20. However, analysis was done for Rear Upper Female part-YJC which is not even
・In process failure considered in "Gauge out" defect contributing part pareto, methodology to be improved.
・Suppliers failure Do you prevent recurrence of issues by analysing cause of 2) QPIS was raised to M/s Micro turn for "Length Short issue" reported in YHB-Boss part on 30-Jul-20
① occurring defect based on process investigation result such as 5- △ and closed on 10-Aug-20. Further on 17-Aug-20 again QPIS was raised for Length Short issue and
why analysis? same CAPA sheet was re-submitted by changing the dates. Such practices to be strictly avoided and
analysis should be strengthened at Tier-2 to avoid repetitive concerns.
1) Standardization of documents was not ensured against In-house CAPA analysis done for "Gauge out"
concern in Door Hinge YP8, reported in Jun-20, Actions were taken as "Coil spring guide provided",
however PFMEA was not updated for the same.
Do you reflect corrective action to improvement of process control 2) 'PFMEA was not found updated for "Part mix-up" as cause of failure for Hole Miss concern, as verified
②
and review of standards?
△
in Extension, Front Fender Upper Bracket, L Part, reported as customer complaint from MSIL on
25.07.2020
1) Effectiveness of the action implementation is not adequately judged for Supplier concerns, QPIS was
raised to M/s Micro turn on 30-Jul-20 for "Length Short issue" in YHB-Boss Part, and CAPA was closed
on 10-Aug-20, while same problem was reported on 17-Aug-20 in YHB-Boss, however effectiveness
was judged as "OK" for next two months.
After corrective action are taken, do you conduct on-site check-up 2) As per defined procedure, Effectiveness of an action implemented is judged for next three months,
③
and evaluate the effectiveness?
△
however same was not ensured for "Gauge out" concern reported in Rear Upper Female-YJC part in
Jun-20, same to be ensured as per defined procedure, similar case was also evident in Jul-20 and Aug-
20 gauge out concerns reported in different parts.
Horizontal deployment of action column was left blank in CAPA sheet filled for In-house rejection
Do you cascade information of corrective action to similar parts analysis done in Jun-20 for "Gauge Out" concern reported in YJC-Rear Upper Female, same should be
④
and processes? △
filled so that action can be implemented in other applicable area
9. Location of production 1) At the material receiving area, some of the bins (containing child parts) were kept directly on floors. It
5S 1
site Do you keep store material, work-in-process, finished products, is required to keep bins only on pallets to avoid transfer of floor dust into bins.
management ① inventory and container at appropriate storage prevented from △
dust, rust, scratch, deformation and rainwater?
Do you control material, work-in-process and finished product by
②
designated location, volume and standard using visual control?
○
1. Temporary storage of material on workplace to be avoided. As observed during Gemba audit, at Brkt
③ Do you forbid operators to put temporary storage on work place? △ Floor console box ctr (YHB) punching station, operator was found keeping parts on the press machine
bed along with pre-processed material. Same can lead to mixing of material.
Do you implement inspection or critical operation under the
④ properly controlled environment luminance ○
/temperature/humidity/vibration/noise/work table, etc.)?
Production equipment's
2 Do you keep condition of production equipment's, jigs and tools
management ① ○
properly?
Do you keep condition of inspection equipment's properly to
②
ensure accuracy?
○
10. Maintenance of 1) During preventive maintenance, recording of actual values of parameters was not evident. Ex: In the
Equipment/ 1
equipment's , jigs and PM check sheet of press machine # NP40 dated 18.5.20, tension of V-belt, current of motor are
Inspection tools measured and mentioned as "OK" instead of recording actual values.
equipment's Also, in the PM check sheet of plating rectifier # REC 03 dated 02.08.2020, judgment criteria is not
management evident for checkpoints. It is to be added.
Do you conduct daily/regularly check of production equipment's,
① △ 2) In the PM check sheet of tool, Female body door hinge YP8, against the check point of strip guide
dies and jigs? Are records of maintenance kept? size (Spec: 73.3±0.05 mm), actual was recorded as 73.8 mm & 73.7 mm in PM check sheet dated -27th
Aug & 5th Sep'20 respectively and was judged as "OK", however recorded value is out of spec.
1) PM check sheet of Spin Riveting machine was verified, one of the check point was mentioned as
"check the working of Pokayoke" and method was mentioned as "visually" against the same, observation
was mentioned as "found OK". But details of Pokayoke, method to check (like set the parameter to out of
spec. values) & judgment criteria (machine shall give alarm/ stop) is not mentioned. It is required to
Do you confirm regularly the function of Pokayoke, automated review the PM check sheet and same to be updated accordingly.
② △
stop and alarm? Are records of maintenance kept? - Similarly, in the PM check sheet of progressive press PLNP07, checkpoint & checking method of inbuilt
Pokayoke (oil level sensor) was not evident. It is required to add Pokayoke details for the same.
Do you standardize frequency of polishing and replacement for
③
consumable tools(blade/electrode/rub stone, etc.)?
○
Maintenance of 1. As observed during Gemba audit, gauge validation for Brkt Floor console box ctr (YHB) is found
2
inspection equipment's Do you calibrate regularly inspection equipment's and put the overdue (expired on 12/8/20). Monitoring of gauges and fixture for timely validation to be strengthened.
①
expire date on them?
△
Do you control deterioration (expire date) of boundary samples for
②
objective judgments such as appearance inspection?
○
11. Implementation of
Implementatio 1 Do you use easy expression (visualizer, onomatopoeia ,etc.) for
standards
n of standards ① operation instructions? So that operator can easily understand ○
process and critical points.
Do you keep operation instructions on the accessible place and
② post important quality points and critical operation points on the ○
place where operators can see it easily?
1. Adherence of work standards at receipt inspection stage to be strengthened. As observed during
Gemba audit, following observations made:
a. For child part screw nut (JSN0001) supplied by M/s Auto International, in the PDI report submitted by
supplier, specification for dim. 19.8 is mentioned as -0.1, however, for same dimension, Technico receipt
Do operators and supervisors operate according to the operation inspection standard has spec defined as 19.8+0.1. Also, details of heat no. supplied by vendor in SRV
③
standards? △ no. 4574 dated 9/1/21 are not mentioned in the material test certificate provided along with the lot.
However, receipt inspector has mentioned the report as verified and accepted.
b. Sample size verified in case of material receipt inspection after plating is not mentioned in the report.
Do you regularly monitored that each operator operates according
④
to the operation instructions?
○
Checking method should be defined against each check point in Robot MIG-03 daily start-up machine,
presently same is not defined.
Is it possible to judge OK/NG specifically by each check sheet (of
⑤
daily equipment check, quality control report, etc.) you use?
△
F0003-1 QA/MT Ver. 5
MARUTI VENDOR QUALITY SYSTEM AUDIT CUM FOLLOW UP REPORT
Vendor Attendees Date:
Mr. Shinichi Takeuchi - CEO 30th Sep - 1st Oct'20 - Online, 24th Jan'21 - Gemba
M/s Technico Industries Ltd. Mr. Sandeep Sharma- Director
Mr. Ram Nath Thakur - Quality
Supplier Name Plant.-19-21,36~38, Sector-6 Mr. Satish Yadav- HR Auditors:
Industrial Estate, Bawal Mr. Rupesh – Prod. Assy.
Mr. Dharmender Jhakar- Press Shop Karthikeyan AV
Mr. Vipin Kumar Bhardwaj – Tool Maint. Rishabh Narang
Mr. Kuljeet Singh – Store & Dispatch
Door Hinges, Brake Pedal Mr. Ramesh Yadav- Maintenance
Ravi Mehta
Part Name Assy Mr. Pradeep Taneja- Production operation
Category Audit Area Ms. Saurabh Malhotra- QMS
Concerning regulation Judgment Remarks Follow Up
Mr. Sandeep Sharma- Welding
12. Management of parts flow Physical stock vs system stock was found to mismatch, As verified for Part Pin Door Hinge, As per SAP
Products 1
Do you keep first-in first-out of finished products and work-in- data, stock was received on 18.09.20, 25.09.20 and 29.09.20. During shop floor audit, lot received on
management ① process (material, reserve parts) by using identification tag or lot △ 29.09.20 was not available though previous two lots were still found available, FIFO mechanism to be
indication? strengthened.
Do you control follows production history by product lot
② numbers? ○
-production date; -production volume; -shipping date
③ Do you control identification of similar parts separately? ○
Non-confirming parts 1. Area for keeping non confirming parts to be separated and properly identified. As observed during
2 Do you control identification of non-confirming parts and parts on
management Gemba audit, rejection material and material storage for plating is kept together without any identification
①
hold. Do you store them separately?
△
or separation of the locations.
Do you define procedure to handling (following items) non-
confirming parts and parts on hold?
②
-root cause analysis; -person responsible for final judgment
○
-timing; -feedback procedure.
Regarding repaired non-confirming parts and parts on hold to re-
③ use, do you define responsibility to implement? Are repair record ○
kept?
13. 1 Bins/ Trolley Management
Handling Do you make arrangements with customers about the packing
Management ① style & transportation system to prevent damage during handling ○
of finished products & perform accordingly?
Are the packaging style & storage environment controlled with
②
consideration to contamination?
○
③ Do you have system to maintain Bins /Trolleys in Good Condition? ○
④ Does the Packaging method prevent Transportation damage? ○
14. 1 Maru A Parts Do you have Special checks/Inspection for Maru A parameters of
Critical parts Management ① ○
Maru A part are available?
Management
Do you have Identification of Maru A Process/Operator on Shop
② ○
Floor?
Do you keep the repair history when repairing & using Maru A
③ ○
items?
Achieved Score 147
Maximum Score 237
Audit Rating 62.03
F0003-1 QA/MT Ver. 5
COPY TO : MARUTI VENDOR AUDIT- COUNTERMEASURE REPORT
RECEIVING DATE CHECKED APPROVED
VENDOR NAME Technico Industries Limited
PLANNING
PLANNING
VENDOR CODE T043
TOTAL 0
AUDIT DATE 30.09.2020 & 01.10.2020
RECEIVING DATE
VERIFICATION
VERIFICATION
AUDIT PART NAME
AUDIT PART NO. DEAD
TOTAL 0 LINE
FOR
SUBM
DEADLINE FOR ISSIO
AUDIT POINT
SUBMISSION OF PLAN N OF
ACTU
AL
RESU
LT
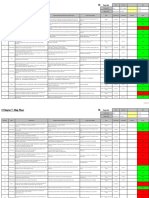
ITEM NO. SUB ITEM NO. DESIRED IMPROVEMENT POINTS DETAIL OF IMPROVEMENT PLAN RESULT OF VERIFICATION (22.03.21) Status Open
1) In the past trouble study record of YJC MC (Door hinge) dated Mar'19, Only one customer complaint was Defect Summary Sheet and Lesson Learnt Sheet to shared to the development team
considered. However, there are 5 more MSIL customer complaint reported between Oct'17 & Mar'19 on Door Hinge, on monthly basis. So, that they can considered all the defects details wrt their action
but same was not evident in the Past Trouble Data bank study report. plan their Past Trouble data Sheet.
Also, internal complaints and supplier complaints should be included in data bank.
It is required to consider all sources of defect during past trouble study. Further, format should be revised to include Same to be interlink with the procedure as well. Blank format of Lesson learnt has been shared, following
defect applicability and implementation status as column requirements. corrections to be incorporated-
(i) All Customer complaints to be added to Past trouble data bank
format including MSIL reported complaints.
(ii) "Source of Concern" column is required to be incorporated in the
format, also please mention the Sub-headings as "Customer", "In-
1 3 .1 house", Development", "Supplier" concern Open 1
(iii) Please include column of Applicability / Non-Applicabolity in the
format along with Remark column, Please note in the lesson learnt
column kinldy add the actual action implemented, incase the action
is Non-Applicable, kinldy mention the remark.
Also next time kinldy share a filled format with the above mentioned
requirements.
1) As per the procedure, periodic review of PFMEA to be carried out once in a year. Currently, periodic review is not 1. Model Wise PFMEA Review Plan to be develop and same to be followed.
evident. It is required to prepare PFMEA review plan and carry out periodic review as per procedure.
2) Gap observed in the preparation of new model PFMEA w.r.t AIAG guidelines. Ex: In the PFMEA of YNC brake
1) PFMEA Review plan is shared wherein review frequency of each
pedal, at process no.345-Robot MIG welding, RPN is calculated for failure mode (i.e., RPN for weld penetration NG is 2. Potential Cause wise RPN to be calculated and PFMEA for YNC Brake Pedal to be PFMEA is covered with once/year frequency. (Closed) 1. Closed
1 3.2 calculated as100) but it is required to prepare RPN for each potential cause (like welding parameter variation, welding revised and retraining to be given for the PFMEA. 1
tip ID more etc.). 2) Updated PFMEA with individual RPN for each occurrence rating 2. Open
to be shared, presently same is not shared.
1) Verified the initial flow control record of YJC MC - Hinge assy, Front door and following improvements are required.
a) Stricter check of in process parameter are not evident. (only 100% check carried out on final assy part). It is required
to identify the critical parameter at each station and do stricter check.
b) All the termination condition mentioned in the procedure are not evident in the termination check sheet. Ex:
Termination condition like internal PPM, closure status of process audit observation etc. are not mentioned in 1a) Trainining on IFC awareness regarding " Stricter check of In-
termination check sheet. Process parametere and IFC termination condition" should be given
to team and shared as evidence. 1a,1B)
2) As per procedure, process audit are to be carried out, same was not conducted during IFM of YJC MC - Hinge Assy, 1 & 2. Procedure/ Rule/Checksheet to be reviewed wrt Termination Condition and same 1b) Filled termination sheet to be shared, kindly ensure all
Front door. to be followed in the under-developing projects. Open
2 1.2 termination paramatetes are deined. 2
2) For the same, kinldy ensure in IFC training sheet, "Process 2) Open
Audits to be ensured during IFC tenure" and ve given to team to
follow the same.
F003-4 QA/MT Ver. 4
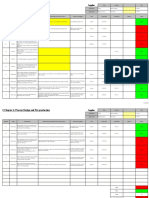
ITEM NO. SUB ITEM NO. DESIRED IMPROVEMENT POINTS DETAIL OF IMPROVEMENT PLAN RESULT OF VERIFICATION (22.03.21) Status Open
During IFM carried out for YJC MC-Hinge Assy, Front Door, process capability are studied for 3 months but monitoring
& taking action in case of negative trend is not evident. Ex: CPK values of parameter 28.6 mm for month1, month2 & (i) In The Revised IFC Procedure (QSP-NPD-02), kindly add
month3 are 1.81, 1.78 & 1.68 cpk respectively.
"Positive trend of IFC parameters such as Cp/Cpk, defects, etc. will
Similarly, for parameter 71 mm, CPK values are 2.03, 1.86 & 1.73 for month1, month2 & month3 respectively. be ensurd, incase the trend is not-positive, actions will be
i.e., CPK values are deteriorated for both the parameters. However, corrective actions are not evident. Further, in such 1 & 2. Procedure/ Rule/Checksheet to be reviewed wrt Action Plan against not meeting implemented and IFC will be extended". Also,
2 2.2 cases, IFM should have been extended but was not ensured. the termination guidelines and same to be followed in the under-developing projects. (ii) Termination sheet (F/DEV/19) should be revised to include
Open 1
monthly trend capturing of actual values, "Actual value" column to
have three sub columns for capturing trend of Month-1, Month-2
and Month-3 of termination conditions.
F003-4 QA/MT Ver. 4
ITEM NO. SUB ITEM NO. DESIRED IMPROVEMENT POINTS DETAIL OF IMPROVEMENT PLAN RESULT OF VERIFICATION (22.03.21) Status Open
1) In the 4M monitoring sheet, recording of all the breakdowns were not evident. Ex: Breakdown reported in machine #
YLM-38 for "main pump not work" dated 17.8.20 & in the machine # DHL05 for batch code machine not working dated (i) Kinldy share one filled 4M change management sheet and
18.8.20 were not recorded in 4M monitoring sheet. ensure machine break down case is captured.
3 1.3 Training to the Team wrt all breakdown in 4M Change Record & Matrix to be identified.
(ii) Share the trainining evidence wherein team has been given
Open 1
training regarding filling of the 4M change sheet.
1) Currently, for the machine breakdowns in which retro check to be done and in which retro checks are not to be done
are defined w.r.t shop wise (Weld shop, press shop & assy shop). Further, some of new breakdowns (not in 4M
guidelines) are reported in weld shop and press shop and no retro check was carried out.
Ex: (a) On 6th Jul'20, Clamping cylinder not working reported in machine # RM5 (weld shop)
(b) On 29th Jul'20, Air pipe leak reported in machine # RM4 (weld shop) (i) Retro active inspection record to be shared for the machine
(c) On 14th Aug'20, air pressure pipe broken reported in machine # DHL03. New 4M Guideline to be in-corporate in the 4M Matrix and same to update & adhere at break down case, also training evidence to be shared wherein team
3 1.4 Further, it is required to update new breakdowns in 4M guidelines after necessary validations and accordingly actions to the shop floor. has been given training regarding adequately filling of the 4M
Open 1
be taken.
sheet.
1) In the control plan of YCA Brake pedal, at process no. 800, bush & spacer assy with arm and greasing in boss,
details of pokayoke is not evident. (During Shop Floor audit it was found that pokayoke was available w.r.t air pressure/ Updated control plan is not shared, Kinldy attach the updated
proper greasing etc.). It is required to add pokayoke details in control plan. Control Plan to be review for the Poka-Yoke availablity and Control Method to be
4 1.3
mentioned in the YCA Brake Pedal similarly. control plan at Process-800 wherein poka-yoke refrence has been Open 1
added to the same.
Operator trainings Planned vs Attended is not evident. As of now all operators are given training as per annual training
calendar, however there is no system evident in which plan vs actual is captured as verified for "Quality abnormality (i) Training Skill matrix is attached, kinldy share annual training
handling/ Red Bin handling" training conducted multiple times in past, however many operators such as Mr. Lakhan,
etc. were not found covered Also Re-training to be planned for the members whose training is not conducted. calendar wherein all operator names should be mentioned to track
Plan for the Operator trainings to be develop and same to be incorporate with the the plan vs actual for each operator.
5 1.1 procedure for the re-training of the leftover operators considering their process wise
(ii) Training Procedure to be updated regarding requirement of Re-
Open 1
topics.
training incase any training or an individual is not able to attend the
training.
New Operator training mechanism was verified, following concerns should be focused-
a) Acceptance criteria along with Target vs Actual for "Takt time" and "Quality defects" parameter should be recorded
in practical evaluation sheet for skill level evaluation, presently scoring of 5 was given on all days as evident for New
Operator Dharmender (DOJ- 23/Jun/20), but basis of giving 5 score is not evident. a. Operator Observance sheet and Practical OJT sheet are two
b) Same practical Evaluation sheet is used to asses Skill level 3 (Can solve problems) and skill level 4 (Can train separate documents, kinldy share the Practical OJT sheet for the
others), however no assessment parameters for judgment of "Can train others" is evaluated. Same to be included while same, also kindly ensure to share a filled practical OJT sheet to
upgrading the operator from skill level 3 to skill level 4. 1a. Observance Sheet to be reviewed and revised as per evaluation criteria.
make Takt time and quality defect target vs actual monitoring a. Open
c) Skill matrix was not found to be updated for operator Dharmender, DOJ as 23-Jun-20, Operator achieved "skill level
1" on 27-Jun-20 and "skill level 2" on 30-Aug-20, however till present skill matrix was not updated for Operator 1b. Level Wise Skill Level criteria to be reviewed and revised for the L-1, 2, 3 & 4. evident. b. Open
Dharmender. Skill matrix udation frequency is defined as once every quarter however same should be amended in b. No Skill assesment sheet (Practical OJT) is shared for L-4 & L-3. c. Open
5 1.2 such a manner so that such changes are captured at the earliest. 1c. Skill Updation frequency to be revised in the format and same to be link with the
c. Training Procedure to be updated regarding skill matrix updation
1
2) New Operator training procedure should be revised to include timelines, Passing criteria and Evaluation mechanism procedure.
for each skill level upgradation i.e. Skill level 2,3 and 4, presently same is defined only for Dojo training mechanism. frequency, It is recommended to revise the skill matrix as soon as 2. Partially
the operator skill level is upgraded. Closed
2. Procedure for new operator evaluation criteria to be revised in the existing procedure.
2. Training Procedure is updated with L-2, L-3, L-4, Timelines for
skill upgradation, etc., however Passing criteria for skill level-3 is
not defined, same to be added to manual.
1) Training should be identified for all associates, presently in TNI-2020~21, no training was identified for many staff
members e.g., Mr. Gaurav Vijay, Mr. Hari Prasad, Mr. Padam Chandra Jain, etc., it is recommended to plan at least 1) TNI is updated with missing names i.e. Mr. Gaurav Vijay, Hari
one management / behavioral/ technical training, etc. for all associates in the entire year. 1. TNI for the staff level needs to be revised for all the employee and methodology of Prasad, Mr. Padam Chandra, etc. 1. Closed
'2) TNI should be adequately identified. For ISO:26000 training, As per TNI, Mr. Saurabh Malhotra requires the training, considering atleast one training of every staff.
5 2..1
who is also identified as a trainer for the same.
1
2. Awareness wrt updating and TNI to be given to the HR executive. 2) Updated Trainers list is not shared wherein Mr. Saurabh 2. Open
malhotra's name has been remove for ISO 26000 trainer.
1) Defect matrix should be prepared and all possible visual defects should be included in the same for carrying out
Poisons Cake test. At present Poisons cake test is carried out 6 times a year with any one (1) random NG part. Number
of NG parts passed during test to be increased and should be driven from defined defect matrix to cover all possible
defects within defined periodic frequency, same needs to be updated in procedure.
2) Poisons cake test procedure to be revised to reconfirm the part quality for already verified lots incase an inspector 1. Defect Matrix wrt internal defects and external (Customer) defects to be developed 1) Defect Matrix is not shared, same to be shared, kinldy ensure all
fails in poisons cake test. and their Coding to be define in it. defects are covered in the same 1. Open
5 2.3 2) Poisons cake test Procedure (TIL/QMS/PRD/20) is revised with 1
2. Poison Cake Test Rule to be revised considering "Containment action against Fail condition of Re-inspection of parts incase inspector fails in the 2. Closed
Inspector". poisons cake test along with training.
1. Product Audit Plan to be reviewed for considering all the MSIL parts in it.
1) Brake Pedal Assy, YCA not found covered in Product audit plan (2020~21), same to be included. On further 1. No Evidence shared, Updated Product audit plan to be shared
investigation it was found that Product audit was not conducted for Brake Pedal Assy., YCA in 2019~20, procedure not 2. Procedure for the Product Audit needs to be revised considering " Action against NC where Brake Pedal Assy (YCA) should be ensured, also review by 1. Open
6 1.1 adhered. closure" with the given time duration. HOD should be evident on Audit Plan. 2
2) Timelines for CAPA against NC closure should be established in Process audit procedure, same is not defined.
2. Open
2. Updated Timeline is not evident, Evidence attached is not clear.
F003-4 QA/MT Ver. 4
ITEM NO. SUB ITEM NO. DESIRED IMPROVEMENT POINTS DETAIL OF IMPROVEMENT PLAN RESULT OF VERIFICATION (22.03.21) Status Open
Process audit Judgment was given for 3 voltage parameter out of 4 Voltage parameters (Boss / Plate / Switch / Stroke Awareness on VSA 6.3 process Audit has been given, evidence
Awareness to be given to the Process Auditor for the mentioning the specific
6 2.2 Sensor), as verified for YHB Brake Assy Weld (MIG) process, audit conducted on 29.08.20, same to be ensured
parameters details in the report and control plan as well for parameter cross-check. attached.
Closed
against parameters mentioned in control plan.
1. No action evidence were taken against certain audit observations such as "Statistical Technique and gauging", etc. 1. No Training evidence was shared wherein team was given 1. Open
concern raised during new supplier selection audit conducted for M/s CSR Forging on 23/Oct/2019. Also, timelines for Procedure for the Selection New Supplier to be update considering Criteria against training for adequately filling audit observations.
7 1.1
countermeasure evidences collected against audit observation should be defined in procedure. Action Plan for not achieving the score, IFC and other requirements. 2. New Supplier selection audit check sheet is not shared with
2
2. New Supplier selection audit check sheet to be revised to include check points for IFC.
updated IFC check point. 2. open
As observed during Gemba audit, agreement of inspection for child parts supplied by various sub suppliers are not Incoming/Receiving Inspection Plan wrt parameters define to revise and same to be Inspection standard for suppliers is not shared, same to be shared
7 2.2
available. Same to be defined and implemented. followed for other BOP's as well. as evidene.
Open 1
Supplier End Training Plan to be conduct for the IFC, 4M, Why-Why Analysis, QPIS
and other requirements.
7 2.4 IFC, NPD requirements should be communicated to Sub-suppliers, presently same is not shared to sub-suppliers. Supplier Quality Manual is not shared. Open 1
Supplier Quality Manual to be develop for the same.
In-house rejection analysis procedure should be revised to include Daily rejection analysis criteria on the basis of Daily rejection criteria is addreesed with analysis being done for
8 1.2
volume of rejection in a day and criticality of defect.
Procedure to be revised considering Inhouse rejection handling on daily basis.
top-2 high defects.
Closed
1) Wrong data is presented to management during review, As per Pareto shown to management, "Gauge Out" concern 1. Training evidence to be shared wherein team has to be given
was reported as top most defect and top most contributing part was Door Hinge, YP8 RUL in Jun-20. However, analysis
was done for Rear Upper Female part-YJC which is not even considered in "Gauge out" defect contributing part pareto, trainig about following of CAPA criteria as er defined procedure, 1. Open
methodology to be improved. Awareness to be given to the concern team for the proper analysis of the CAPA and same to be shared.
8 2.1
2) QPIS was raised to M/s Micro turn for "Length Short issue" reported in YHB-Boss part on 30-Jul-20 and closed on same to be demostrate to the management. 1
10-Aug-20. Further on 17-Aug-20 again QPIS was raised for Length Short issue and same CAPA sheet was re-
2. Root Cauae analysis, Whhy-Why and CAPA analysis training 2. Closed
submitted by changing the dates. Such practices to be strictly avoided and analysis should be strengthened at Tier-2 to
avoid repetitive concerns. has been given to Mr. Ramesh Yadav
1) Standardization of documents was not ensured against In-house CAPA analysis done for "Gauge out" concern in
1. Awareness to be given to the concern team for the proper analysis of the CAPA and 1. Updated PFMEA is not shared. 1. Open
Door Hinge YP8, reported in Jun-20, Actions were taken as "Coil spring guide provided", however PFMEA was not
same to be demostrate to the management.
8 2.2 updated for the same.
2. Updated PFMEA for Hole miss problem in extension, Front
2
2) 'PFMEA was not found updated for "Part mix-up" as cause of failure for Hole Miss concern, as verified in Extension,
Front Fender Upper Bracket, L Part, reported as customer complaint from MSIL on 25.07.2020
2. Documents updation wrt CAPA to be reviewed and update.
Fender Upper Bracket, L Part, was not found. 2. Open
1) Effectiveness of the action implementation is not adequately judged for Supplier concerns, QPIS was raised to M/s
Micro turn on 30-Jul-20 for "Length Short issue" in YHB-Boss Part, and CAPA was closed on 10-Aug-20, while same 1. Supplier End Training Plan to be conduct for the IFC, 4M, Why-Why Analysis, QPIS 1. SQA team to be given training regarding CAPA and adequate
problem was reported on 17-Aug-20 in YHB-Boss, however effectiveness was judged as "OK" for next two months. and other requirements. closure, also supplier training records are not evident. 1. Open
8 2.3 2) As per defined procedure, Effectiveness of an action implemented is judged for next three months, however same 2
was not ensured for "Gauge out" concern reported in Rear Upper Female-YJC part in Jun-20, same to be ensured as 2. QPIS closure is only being done by HOD-SQ after completing the three months lot 2. Closure of QPIS will be done after three month effectiveness
per defined procedure, similar case was also evident in Jul-20 and Aug-20 gauge out concerns reported in different verification.
2. Open
parts. check to be defined in procedure.
Horizontal deployment of action column was left blank in CAPA sheet filled for In-house rejection analysis done in Jun-
Awareness to be given to the concern team for the proper analysis of the CAPA and CAPA training record is evident for Mr. Ramesh Yadav about root
8 2.4 20 for "Gauge Out" concern reported in YJC-Rear Upper Female, same should be filled so that action can be
Horizontal Deployment activities cause, 5-Why and CAPA.
Closed
implemented in other applicable area
LPA check sheet is shared, however there is no specific check
1) At the material receiving area, some of the bins (containing child parts) were kept directly on floors. It is required to LPA Checklist for the Store Department to be develop and same to be insured level
9 1.1
keep bins only on pallets to avoid transfer of floor dust into bins. wise. point for ensuring bins are placed only on pallets and not directly Open 1
kept on floor, same to be revised and Re-shared.
Temporary storage of material on workplace to be avoided. As observed during Gemba audit, at Brkt Floor console box
9 1.3 ctr (YHB) punching station, operator was found keeping parts on the press machine bed along with pre-processed Re-training wrt abnormality handling and material handling to be given to the operators. No Evidence shared, training record to be shared. Open 1
material. Same can lead to mixing of material.
F003-4 QA/MT Ver. 4
ITEM NO. SUB ITEM NO. DESIRED IMPROVEMENT POINTS DETAIL OF IMPROVEMENT PLAN RESULT OF VERIFICATION (22.03.21) Status Open
1) During preventive maintenance, recording of actual values of parameters was not evident. Ex: In the PM check sheet
of press machine # NP40 dated 18.5.20, tension of V-belt, current of motor are measured and mentioned as "OK"
instead of recording actual values. 1. Training awareness evidence regarding filling of PM check sheet
Also, in the PM check sheet of plating rectifier # REC 03 dated 02.08.2020, judgment criteria is not evident for 1. Awareness to be given to the team for the record maintaining wrt checksheet and the
checkpoints. It is to be added.
is not evident, Also filled PM check sheet of Press Machine-40 to 1. Open
specifications define in it.
2) In the PM check sheet of tool, Female body door hinge YP8, against the check point of strip guide size (Spec: be shared.
10 1.1
Also filled Check sheet of Plating Rectfied # rec-03 is not shared.
2
73.3±0.05 mm), actual was recorded as 73.8 mm & 73.7 mm in PM check sheet dated -27th Aug & 5th Sep'20 2. Awareness wrt checksheet feeding to be provided to the team and verification to be
respectively and was judged as "OK", however recorded value is out of spec. done by Tool Room Incharge before closing any report.
2. Open
2. Training awareness to be shared, same is not evident.
1) PM checksheet of Spin Rivetting machine was verified, one of the check point was mentioned as "check the working 1. SPIN Rivetting PM check sheet was foun revised with "Check the
of pokayoke" and method was mentioned as "visually" against the same, observation was mentioned as "found OK". dressing of the poka-yoke" and same is visually confirmed, same
But details of pokayoke, method to check (like set the parameter to out of spec. values) & judgment criteria (machine Partially
PM Checksheet to reviwed and revised wrt parameters and other process to be define condition was also evident for other check point of the same
10 1.2 shall give alarm/ stop) is not mentioned. It is required to review the PM checksheet and same to be updated
for Poka-Yoke. machine. Cloesd
accordingly.
- Similarly, in the PM checksheet of progressive press PLNP07, checkpoint & checking method of inbuilt pokayoke (oil However, PM check sheet of PLNP07 is still not updated and
level sensor) was not evident. It is required to add pokayoke details for the same. shared.
As observed during Gemba audit, gauge validation for Brkt Floor console box ctr (YHB) is found overdue (expired on System to be develop for the gauge due date alert fom the inprocess inspector to the
10 2.1
12/8/20). Monitoring of gauges and fixture for timely validation to be strengthened. standard room analyst 10 days before the due date. NO Supporting evidence found Open 1
Checking method should be defined against each check point in Robot MIG-03 daily start-up machine, presently same Checksheet for the Daily Startup Machine to be revised and checking method to be
11 1.5
is not defined. revised. NO Supporting evidence found Open 1
1. Adherence of work standards at receipt inspection stage to be strengthened. As observed during Gemba audit,
following observations made:
a. For child part screw nut (JSN0001) supplied by M/s Auto International, in the PDI report submitted by supplier,
specification for dim. 19.8 is mentioned as -0.1, however, for same dimension, Technico receipt inspection standard Not Considered in Action Plan File, Evidence of the same to be
12 1.3
has spec defined as 19.8+0.1. Also, details of heat no. supplied by vendor in SRV no. 4574 dated 9/1/21 are not shared
Open 1
mentioned in the material test certificate provided along with the lot. However, receipt inspector has mentioned the
report as verified and accepted.
b. Sample size verified in case of material receipt inspection after plating is not mentioned in the report.
Physical stock vs system stock was found to mismatch, As verified for Part Pin Door Hinge, As per SAP data, stock
Identification for the "USE ME FIRST " to be define at BOP stoarge and "ARROW"
12 1.1 was received on 18.09.20, 25.09.20 and 29.09.20. During shop floor audit, lot received on 29.09.20 was not available
marking to be provided for it. Use Me first tags are now used for adequate FIFO control Closed
though previous two lots were still found available, FIFO mechanism to be stregthenend.
Area for keeping non confirming parts to be separated and properly identified. As observed during Gemba audit,
Separate Location for the Non-conforming parts to be define away from OK/WIP parts. Rejection material area is identified with rejection tag and all
12 1.1 rejection material and material storage for plating is kept together without any identification or separation of the
Non-conforming parts to be kept with proper identifications. material kept separately
Closed
locations.
F003-4 QA/MT Ver. 4
Partially
Closed
Closed
F003-4 QA/MT Ver. 4
Partially
Closed
Closed
F003-4 QA/MT Ver. 4
Partially
Closed
Closed
F003-4 QA/MT Ver. 4
Partially
Closed
Closed
F003-4 QA/MT Ver. 4
Partially
Closed
Closed
F003-4 QA/MT Ver. 4
Open 30
Closed 9
Partially C 2
Total Observations
Closed; 9
Partial
Open; 30; 73%
Total Observations-40
Closed; 9; 22%
Partially Closed; 2; 5%
You might also like
- ASES - Chapterwise Micro Level Action Plan Closure Summary & TimelineDocument21 pagesASES - Chapterwise Micro Level Action Plan Closure Summary & TimelineAnkit Saini100% (4)
- Softening LAB REPORTDocument6 pagesSoftening LAB REPORTFarah Kharuddin100% (4)
- DSU 22317 PracticalDocument31 pagesDSU 22317 PracticalCo2I 36Rohini ShewalkarNo ratings yet
- Red Bin Analysis FormatDocument1 pageRed Bin Analysis FormatPRABHAT RANJAN50% (2)
- Ref Flow Charts Layout InspectionDocument1 pageRef Flow Charts Layout Inspectionrajesh.bNo ratings yet
- ANPQP - Supplier Feasibility Commitment: Renault Project: Document Reference No / VersionDocument1 pageANPQP - Supplier Feasibility Commitment: Renault Project: Document Reference No / Versionjefry sitorusNo ratings yet
- Customer Specific Requirement Check ListDocument2 pagesCustomer Specific Requirement Check ListMuthu100% (2)
- Responsibility Rank of Development: D:/APQP Document/ Special Product and Process CharactesticsDocument4 pagesResponsibility Rank of Development: D:/APQP Document/ Special Product and Process CharactesticsAL BARAKAH GRAINS100% (1)
- ASES - Chapterwise Micro Level Action Plan Closure Summary & TimelineDocument21 pagesASES - Chapterwise Micro Level Action Plan Closure Summary & TimelineAnkit SainiNo ratings yet
- Vendor System Audit Check SheetDocument6 pagesVendor System Audit Check SheetOm Prakash - AIPL(QC)No ratings yet
- 07 Control PlanDocument5 pages07 Control PlanManoharar RNo ratings yet
- Cohrance Audit Summary Report: Date:-Part Name:-PIN BALANCER Part Number: - Customer NameDocument2 pagesCohrance Audit Summary Report: Date:-Part Name:-PIN BALANCER Part Number: - Customer NamePrakash kumarTripathiNo ratings yet
- Anicon Flowcontrols LLP Procedure: Procedure Name Department Responsibility Clause NO Target DateDocument9 pagesAnicon Flowcontrols LLP Procedure: Procedure Name Department Responsibility Clause NO Target DateAnicon Flowcontols llpNo ratings yet
- Escalation Procedure Updated 020915Document30 pagesEscalation Procedure Updated 020915Joezel Juaman Maglajos100% (1)
- Ipc & Ipp Logbook or FlowDocument8 pagesIpc & Ipp Logbook or FlowKaran Malhi100% (1)
- 4M Change Intimation Sheet Abnormal SituationDocument1 page4M Change Intimation Sheet Abnormal SituationDhananjay Patil100% (1)
- Updated Closer IATFDocument8 pagesUpdated Closer IATFSandeep Verma100% (1)
- Production Internal Audit NCDocument2 pagesProduction Internal Audit NCSabari SaravananNo ratings yet
- Wi SPCDocument4 pagesWi SPCSujeet Kumar100% (1)
- VSA Audit Preparation Plan: Legends Activity Planned Activity Done Activity PendingDocument1 pageVSA Audit Preparation Plan: Legends Activity Planned Activity Done Activity PendingrakeshNo ratings yet
- Audit ChecklistDocument18 pagesAudit ChecklistManoharar RNo ratings yet
- NcManagement Ra - Ha 50253631 Adinath Forging P LTD 50253631 - IATF16 26.jun.2021 27.jun.2021Document8 pagesNcManagement Ra - Ha 50253631 Adinath Forging P LTD 50253631 - IATF16 26.jun.2021 27.jun.2021Abhishek DahiyaNo ratings yet
- IATF Audit Observation 21.06.2021-23.06.2021Document6 pagesIATF Audit Observation 21.06.2021-23.06.2021Karan Malhi100% (1)
- Internal Audit Check Sheet MaintDocument3 pagesInternal Audit Check Sheet MaintRamdas Paithankar100% (1)
- Procedure For NPD HandoverDocument1 pageProcedure For NPD HandoverTushar Wagh100% (1)
- Part Name: Sample Size: Part No.: Date: Customer:: Verificatio NDocument25 pagesPart Name: Sample Size: Part No.: Date: Customer:: Verificatio Nsatrughana patraNo ratings yet
- QMS MR or Quality, AbdulDocument4 pagesQMS MR or Quality, AbdulBaljeet100% (1)
- Form - Supplier Quality Survey - Rev 0Document3 pagesForm - Supplier Quality Survey - Rev 0Selvaraj SimiyonNo ratings yet
- SPTR Rev Check ListDocument5 pagesSPTR Rev Check ListSAKTHIVEL ANo ratings yet
- QMS Formats PDFDocument11 pagesQMS Formats PDFBhavin SukhadiyaNo ratings yet
- Change Details Planed/Un Planned/Ab Normality Corrective Action (As Per 5M Rules) Machine No. & Name Part No. & Part NameDocument2 pagesChange Details Planed/Un Planned/Ab Normality Corrective Action (As Per 5M Rules) Machine No. & Name Part No. & Part NamePk NimiwalNo ratings yet
- Coherence PlanDocument2 pagesCoherence PlanAman JasujaNo ratings yet
- F MR 20B 4M Criteria NewDocument4 pagesF MR 20B 4M Criteria NewBangali Singh100% (1)
- 06.supplier QMS Development Audit ChecklistDocument5 pages06.supplier QMS Development Audit ChecklistvishvendanNo ratings yet
- Malati Founders PVT Ltd. Risk Analysis For Rework Rev No Rev DateDocument1 pageMalati Founders PVT Ltd. Risk Analysis For Rework Rev No Rev DateDhananjay PatilNo ratings yet
- 3.6 Initial SupplyDocument2 pages3.6 Initial SupplySunil Kumar92% (12)
- Supplier War Room UpdatesDocument37 pagesSupplier War Room UpdatesMUNENDRA SHAKYANo ratings yet
- TMT Procedure - Management Review P2Document1 pageTMT Procedure - Management Review P2sumanNo ratings yet
- Error Proofing QSP-37 REV 00Document3 pagesError Proofing QSP-37 REV 00BRPLNo ratings yet
- Route Card Implementation (In In-House and Supplier)Document10 pagesRoute Card Implementation (In In-House and Supplier)Manoharar RNo ratings yet
- APQP Sample FormatDocument32 pagesAPQP Sample FormatManigandan RNo ratings yet
- ASP-NPD-04 (Process of Product Safety)Document5 pagesASP-NPD-04 (Process of Product Safety)akash.vd.1603No ratings yet
- Statistical Process Control For Attribute Data (SPC)Document45 pagesStatistical Process Control For Attribute Data (SPC)RajanishshettyNo ratings yet
- List of Documents IATF 16949 Documentation Toolkit EN PDFDocument4 pagesList of Documents IATF 16949 Documentation Toolkit EN PDFRahul SharmaNo ratings yet
- Process Audit - Sheet New ......Document1 pageProcess Audit - Sheet New ......MUKESH KUMAR100% (1)
- SAFE LAUNCH - Process Description and Information: 1. ObjectiveDocument3 pagesSAFE LAUNCH - Process Description and Information: 1. ObjectiveSushil Kumar100% (2)
- MR 08 Contingency PlanDocument11 pagesMR 08 Contingency PlanManoj KaushikNo ratings yet
- 4M Action & Tracking Sheet: Total No. Changes in The Month: Man: Machine: Method: MaterialDocument1 page4M Action & Tracking Sheet: Total No. Changes in The Month: Man: Machine: Method: MaterialManasi shindeNo ratings yet
- Inital Flow Management Productivity ProcedureDocument4 pagesInital Flow Management Productivity Procedureshaggyrahul100% (3)
- GM CSR TrainingDocument9 pagesGM CSR TrainingVanessa GurrolaNo ratings yet
- Production Part Approval ProcessDocument6 pagesProduction Part Approval ProcessleonardoNo ratings yet
- PFMEA Review PlanDocument1 pagePFMEA Review PlanKaran Malhi100% (1)
- C8 TurtleDiagramCustomerFeedbackProcess顾客反馈过程乌龟图 EnDocument1 pageC8 TurtleDiagramCustomerFeedbackProcess顾客反馈过程乌龟图 EnBAlaNo ratings yet
- MACE Formats 1Document46 pagesMACE Formats 1Ashish VaidNo ratings yet
- Initial Supply ControlDocument3 pagesInitial Supply ControlKuldeep Chauhan100% (2)
- Department Name: Production Department Name: Production: Material ResourcesDocument21 pagesDepartment Name: Production Department Name: Production: Material ResourcesLesly LesNo ratings yet
- 6000 Appendix 6000.: 2 Flowchart of Local Audit Project ProcessDocument1 page6000 Appendix 6000.: 2 Flowchart of Local Audit Project ProcessNiken RindasariNo ratings yet
- PDF Process Audit Vda 63Document9 pagesPDF Process Audit Vda 63Shahrazed ZineNo ratings yet
- Process Validation Record-Forging RollingDocument2 pagesProcess Validation Record-Forging RollingVandana MehraNo ratings yet
- Process & Product AuditDocument17 pagesProcess & Product AuditPrakash kumarTripathiNo ratings yet
- Temporary Deviation RequestDocument3 pagesTemporary Deviation RequestSead ZejnilovicNo ratings yet
- Internal Audit Check Sheet MKTGDocument4 pagesInternal Audit Check Sheet MKTGRamdas PaithankarNo ratings yet
- Vendor Quality System Audit Report (Final) - Jay Nikki (J053, Manesar)Document4 pagesVendor Quality System Audit Report (Final) - Jay Nikki (J053, Manesar)minu kumariNo ratings yet
- SACL Supplier Facility Audit (Summary) : Not ApprovedDocument13 pagesSACL Supplier Facility Audit (Summary) : Not ApprovedShankar ChowdhuryNo ratings yet
- Department: Auditor: Auditee:: Date: Shift &time: Sr. No Audit Point Yes / No Evidence Sighted StatusDocument2 pagesDepartment: Auditor: Auditee:: Date: Shift &time: Sr. No Audit Point Yes / No Evidence Sighted StatusAnkit SainiNo ratings yet
- Department: Lab Auditor: AuditeeDocument2 pagesDepartment: Lab Auditor: AuditeeAnkit SainiNo ratings yet
- 4M Change MatrixDocument1 page4M Change MatrixAnkit SainiNo ratings yet
- Significance Criteria Sheet For Hazards and AspectsDocument1 pageSignificance Criteria Sheet For Hazards and AspectsAnkit SainiNo ratings yet
- # Chapter 9: Sub-Suppliers Management 3: SupplierDocument1 page# Chapter 9: Sub-Suppliers Management 3: SupplierAnkit SainiNo ratings yet
- # Chapter 3: Project Management: SupplierDocument3 pages# Chapter 3: Project Management: SupplierAnkit SainiNo ratings yet
- # Chapter 7: Shop Floor 18: SupplierDocument3 pages# Chapter 7: Shop Floor 18: SupplierAnkit SainiNo ratings yet
- ASES - Chapterwise Micro Level Action Plan Closure Summary & TimelineDocument6 pagesASES - Chapterwise Micro Level Action Plan Closure Summary & TimelineAnkit SainiNo ratings yet
- # Chapter 4: Process Design and Pre Production: SupplierDocument2 pages# Chapter 4: Process Design and Pre Production: SupplierAnkit SainiNo ratings yet
- Chapterwise Microlevel Action Plan - 29th Jun '21Document21 pagesChapterwise Microlevel Action Plan - 29th Jun '21Ankit SainiNo ratings yet
- Sr. No. Date Phenomenon Requirement From RNTBCI (From ASES Report) Actions From Supplier Pilot Target DateDocument4 pagesSr. No. Date Phenomenon Requirement From RNTBCI (From ASES Report) Actions From Supplier Pilot Target DateAnkit SainiNo ratings yet
- Chapterwise Microlevel Action Plan - 29th Jun '21Document21 pagesChapterwise Microlevel Action Plan - 29th Jun '21Ankit SainiNo ratings yet
- Chapterwise Microlevel Action Plan - 23rd Jun '21Document20 pagesChapterwise Microlevel Action Plan - 23rd Jun '21Ankit SainiNo ratings yet
- July 2021 TRG CalDocument1 pageJuly 2021 TRG CalAnkit SainiNo ratings yet
- JEE Main 2023 Physics 24 Jan Shift 1 QPDocument8 pagesJEE Main 2023 Physics 24 Jan Shift 1 QPTejas KNo ratings yet
- Stone and Architecture in The Mountains of Jordan and SyriaDocument257 pagesStone and Architecture in The Mountains of Jordan and SyriamijazNo ratings yet
- DP Level Measurement BasicsDocument2 pagesDP Level Measurement Basicsjsrplc7952No ratings yet
- CSS Part 5Document9 pagesCSS Part 5Mariam mariNo ratings yet
- RAP 2022 Book of AbstractsDocument166 pagesRAP 2022 Book of AbstractsMilena ZivkovicNo ratings yet
- Tableau Text Table - Tableau Crosstab: 1. ObjectiveDocument5 pagesTableau Text Table - Tableau Crosstab: 1. ObjectiveGiri RajNo ratings yet
- Test 1 Week 3Document3 pagesTest 1 Week 3Cristian CabelloNo ratings yet
- Guide On MEPS For Washing MachineDocument10 pagesGuide On MEPS For Washing MachineffitriNo ratings yet
- Stormwater HydrologyDocument124 pagesStormwater HydrologyDr. Akepati Sivarami Reddy100% (4)
- Barksdale 425Document2 pagesBarksdale 425Frank WestmeyerNo ratings yet
- Aircraft Structure 2013 FEATIDocument36 pagesAircraft Structure 2013 FEATIAira HernandezNo ratings yet
- AttributeDocument18 pagesAttributeamulyaavadhaniNo ratings yet
- Molten Metal Level Control: - Digital Camera SensorDocument2 pagesMolten Metal Level Control: - Digital Camera SensorTuyen NguyenNo ratings yet
- Metrel Mi3200 Insulation Tester DatasheetDocument2 pagesMetrel Mi3200 Insulation Tester Datasheetcarlos mamani apazaNo ratings yet
- CSEC Physics January 2011 P2 PDFDocument17 pagesCSEC Physics January 2011 P2 PDFcxcchemistryNo ratings yet
- Putchars: Chapter 4 Macro Function - Scredit Software User ManualDocument7 pagesPutchars: Chapter 4 Macro Function - Scredit Software User ManualryoNo ratings yet
- MacroDocument15 pagesMacroanonyme3897No ratings yet
- Triangle Sum TheoremDocument11 pagesTriangle Sum Theoremgelviendo lacpaoNo ratings yet
- 6 16Document2 pages6 16Indira KarimovaNo ratings yet
- Applicability Analysis of 2D-Models For Masonry Arch BridgeDocument10 pagesApplicability Analysis of 2D-Models For Masonry Arch BridgeRajat AvasthiNo ratings yet
- 2.motion in A Straight LineExerciseDocument44 pages2.motion in A Straight LineExerciseGomes RibeiroNo ratings yet
- Mitutoyo - System Przenoszenia Danych USB Input Tool Direct USB-ITN - PRE1343 - 2014 ENDocument2 pagesMitutoyo - System Przenoszenia Danych USB Input Tool Direct USB-ITN - PRE1343 - 2014 END.T.No ratings yet
- Physics I Problems PDFDocument1 pagePhysics I Problems PDFBOSS BOSSNo ratings yet
- Carbon Dioxide Handling ManualDocument13 pagesCarbon Dioxide Handling Manualrafik1995No ratings yet
- Dollari Anastasia MSC 2018Document106 pagesDollari Anastasia MSC 2018fernando aguilarNo ratings yet
- Cryo Bath Low - 80Document7 pagesCryo Bath Low - 80vijay.victorysolutions01No ratings yet
- Cyber Security IV Question BankDocument5 pagesCyber Security IV Question BankSunil ShedgeNo ratings yet
- GCO - 1 - 1991 Review of Earthquake Data For The Hong Kong Region (1991), 115 p1Document110 pagesGCO - 1 - 1991 Review of Earthquake Data For The Hong Kong Region (1991), 115 p1jd hanNo ratings yet