Download as pdf or txt
You might also like
- 90mm 316l Peeled and PolishedDocument1 page90mm 316l Peeled and PolishedB.M Industrial WorksNo ratings yet
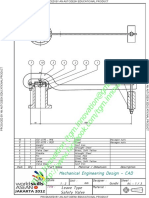
- Task 4 - Governor Arm PDFDocument2 pagesTask 4 - Governor Arm PDFRicky Prabowo0% (1)
- Lead Screw Lead Screw: Lead Screws - Overview Lead Screw Specifications / Technical CalculationsDocument1 pageLead Screw Lead Screw: Lead Screws - Overview Lead Screw Specifications / Technical CalculationsMyint Myat NaingNo ratings yet
- IWISS Crimping ToolsDocument66 pagesIWISS Crimping Toolsv.kotekNo ratings yet
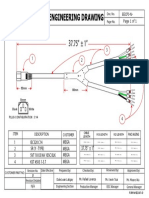
- Engineering Drawing: Exito Electronics Co. Phils. IncDocument1 pageEngineering Drawing: Exito Electronics Co. Phils. IncJOANA MARIE LOZANONo ratings yet
- Construction Applications: DimensionsDocument1 pageConstruction Applications: DimensionsGuadalupe CuaquentziNo ratings yet
- CableDocument5 pagesCableAbdelrahman ElshahedNo ratings yet
- TStud Concertina Leaflet Single Pages PDFDocument12 pagesTStud Concertina Leaflet Single Pages PDFVinicius Geraldini PiantolaNo ratings yet
- TStud Concertina Leaflet Single PagesDocument12 pagesTStud Concertina Leaflet Single PagesVinicius Geraldini PiantolaNo ratings yet
- Task 6 - Leave Type Safety ValveDocument3 pagesTask 6 - Leave Type Safety ValveTeguh RaharjoNo ratings yet
- WPS Format SampleDocument12 pagesWPS Format SampleminiraqibNo ratings yet
- SMAW 9 Week 4 Information SheetDocument3 pagesSMAW 9 Week 4 Information SheetCrauxz de TraxNo ratings yet
- CCBT CablesDocument1 pageCCBT CablesVijay KarthikeyanNo ratings yet
- D9 1 PDFDocument54 pagesD9 1 PDFMIRACHELLE ANTONIONo ratings yet
- LEAD SCREW - p1 - 785Document1 pageLEAD SCREW - p1 - 785wawandev7No ratings yet
- KEMET Part Number: C1210C475K3N1CAUTO: General InformationDocument1 pageKEMET Part Number: C1210C475K3N1CAUTO: General InformationlchirinoscautinhoNo ratings yet
- Lesson 9 - Estimating & Comparing Weld Metal Costs 5Document1 pageLesson 9 - Estimating & Comparing Weld Metal Costs 5Elwe SingoloNo ratings yet
- CABT CablesDocument1 pageCABT CablesKristaNo ratings yet
- Prima Catalouge 6 Pgs-MinDocument6 pagesPrima Catalouge 6 Pgs-MinVarun KapoorNo ratings yet
- Brosur Nyaf 1 X 4 mm2 Biru 100 Meterrol JemboDocument1 pageBrosur Nyaf 1 X 4 mm2 Biru 100 Meterrol Jembom4l4ik4tny4w4No ratings yet
- 5.2.1 Thickness TestDocument1 page5.2.1 Thickness TestAminNo ratings yet
- Welding For 2022 GATE ESE PSUs by S K MondalDocument84 pagesWelding For 2022 GATE ESE PSUs by S K MondalNabin MukherjeeNo ratings yet
- 1 - Introduction To Steel DesignDocument19 pages1 - Introduction To Steel DesignkrainajackaNo ratings yet
- AB Enq. 1590-24 - Revised Sample MTCDocument5 pagesAB Enq. 1590-24 - Revised Sample MTCMajDiM.AlkHatibNo ratings yet
- AWS 5.9 1993 Bare Stainless Steel ElectrodesDocument33 pagesAWS 5.9 1993 Bare Stainless Steel ElectrodesEmelda Julian100% (1)
- TDS Fire Rated Cable 600V - Single LayerDocument1 pageTDS Fire Rated Cable 600V - Single LayerButch BuciaNo ratings yet
- Welding For 2023 GATE ESE PSUs by S K MondalDocument84 pagesWelding For 2023 GATE ESE PSUs by S K MondalRaj SinhaNo ratings yet
- FLRYWK CablesDocument1 pageFLRYWK CablesKristaNo ratings yet
- MTA Megacompact Technical Data Sheet v00Document1 pageMTA Megacompact Technical Data Sheet v00muhammetNo ratings yet
- BF02323554Document7 pagesBF02323554Fernando CruzNo ratings yet
- Katalog NYMHYDocument1 pageKatalog NYMHYpusdatin kemhanNo ratings yet
- Nymhy 2436Document1 pageNymhy 2436MUHAMMAD NAUVALNo ratings yet
- 7.ofis-W-30 - Ofis-Wps-15Document3 pages7.ofis-W-30 - Ofis-Wps-15anandNo ratings yet
- Nypol A3 HL NTLA010 NR310 - HM04Document2 pagesNypol A3 HL NTLA010 NR310 - HM04Lidiane RibeiroNo ratings yet
- Zlmr195-Jiangsu Zdecl Microwave Technology Co., LTDDocument2 pagesZlmr195-Jiangsu Zdecl Microwave Technology Co., LTDGodyNo ratings yet
- Volume4-Metals and Their Weldability Index OnlyDocument10 pagesVolume4-Metals and Their Weldability Index OnlyRick HenbidNo ratings yet
- LaserTechnology Mobility E-Drive Hairpin Edrive Production Solutions Brochure ENDocument24 pagesLaserTechnology Mobility E-Drive Hairpin Edrive Production Solutions Brochure ENalich500No ratings yet
- 263 New09-EnDocument4 pages263 New09-EnPaulo BertoNo ratings yet
- Bohler N Er 70 s6 WeldingDocument1 pageBohler N Er 70 s6 WeldingsandifauzanrNo ratings yet
- Merit S-G: Lincoln Electric China Gmaw Solid WireDocument2 pagesMerit S-G: Lincoln Electric China Gmaw Solid Wiredev-nullNo ratings yet
- Instrumentation Cable Schedule - ChamardiDocument5 pagesInstrumentation Cable Schedule - Chamardivishal kalariyaNo ratings yet
- Nya 8896 PDFDocument1 pageNya 8896 PDFSaor PakpahanNo ratings yet
- Quartz (Sio) : Ceramic Oxide Silicon OxideDocument1 pageQuartz (Sio) : Ceramic Oxide Silicon OxideM PankajNo ratings yet
- KSL Apex SPR PRNT 6-04 RedDocument8 pagesKSL Apex SPR PRNT 6-04 RedChandra SimarmataNo ratings yet
- Seal-Lock Apex: All Pressure EnvironmentsDocument8 pagesSeal-Lock Apex: All Pressure EnvironmentsHunter100% (1)
- Auto 125 CableDocument1 pageAuto 125 CableKristaNo ratings yet
- 745-22-A (Cu-Xlpe-Os-Gswb-Pvc LSZH) Mcconnell Dowell Indonesia, PTDocument2 pages745-22-A (Cu-Xlpe-Os-Gswb-Pvc LSZH) Mcconnell Dowell Indonesia, PTsukma.mputraNo ratings yet
- Welding Processes Welding Processes: Welding Inspection Welding InspectionDocument11 pagesWelding Processes Welding Processes: Welding Inspection Welding Inspectionpaeg6512No ratings yet
- Nym 1039Document2 pagesNym 1039Riri AuliaNo ratings yet
- Nym 1039 PDFDocument2 pagesNym 1039 PDFSaor PakpahanNo ratings yet
- Indoor Cable Indoor Cable: (Copper Conductor, PVC Insulated and PVC Sheathed)Document2 pagesIndoor Cable Indoor Cable: (Copper Conductor, PVC Insulated and PVC Sheathed)Saor PakpahanNo ratings yet
- Elbow 6in 90N SCH 40 63e00m077Document1 pageElbow 6in 90N SCH 40 63e00m077Mygame 1402No ratings yet
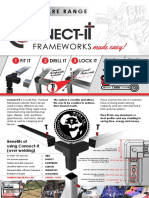
- Made Easy!: 25Mm Square RangeDocument2 pagesMade Easy!: 25Mm Square RangeTonyNo ratings yet
- Powders: Technical, Application & Safety DataDocument8 pagesPowders: Technical, Application & Safety DataphuongNo ratings yet
- Manufacturing Process For Gas Turbine BladesDocument10 pagesManufacturing Process For Gas Turbine BladesAli AbasabadarabNo ratings yet
- Wbm2testing BoardDocument6 pagesWbm2testing BoardRaja Shankar JeevaNo ratings yet
- MCC Homepage P&WDocument1 pageMCC Homepage P&WTurboProject AdministracionNo ratings yet
- Rotin Side TableDocument1 pageRotin Side Tablefaid cvmaNo ratings yet
- PWM - Workflow For Structural InspectionDocument1 pagePWM - Workflow For Structural InspectionDruid FamilyNo ratings yet
- MOHABEERDocument206 pagesMOHABEERFarah El ShahawyNo ratings yet
- Company ProfilesDocument14 pagesCompany ProfilesKeiser MonteroNo ratings yet
- Preparation of Specimen For Microscopic ExaminationDocument4 pagesPreparation of Specimen For Microscopic ExaminationsunfaceselvamNo ratings yet
- Reading Guía Engine PartsDocument7 pagesReading Guía Engine PartsPuro Rock DiiegoNo ratings yet
- 1434621930963-C&W Corrosion Repairs PDFDocument103 pages1434621930963-C&W Corrosion Repairs PDFclementNo ratings yet
- Milling MachineDocument13 pagesMilling Machinevndeshmukh94% (35)
- 144 - Laminar Air Flow GrillDocument1 page144 - Laminar Air Flow GrillQurat Ul AinNo ratings yet
- Andritz Separation Webinar Centrifuge 101Document16 pagesAndritz Separation Webinar Centrifuge 101limim56582No ratings yet
- Inductaflex - Induction Bending Machine BrochureDocument8 pagesInductaflex - Induction Bending Machine BrochureAmmoniaR717No ratings yet
- Ansi Awwa c229-20Document28 pagesAnsi Awwa c229-20Attalh Djaafar AttalhNo ratings yet
- GrasaDocument2 pagesGrasaeduardoNo ratings yet
- Ins and Outs of Pipeline Coatings Used To Protect Oil PipelinesDocument7 pagesIns and Outs of Pipeline Coatings Used To Protect Oil PipelinesBigBaby JulianNo ratings yet
- Darex E90 PlaquetteDocument2 pagesDarex E90 PlaquetteLaurent Enfield TricassesNo ratings yet
- BY Akash Samanta 4 YR Ee, Gnit.: Free Powerpoint Templates Free Powerpoint TemplatesDocument13 pagesBY Akash Samanta 4 YR Ee, Gnit.: Free Powerpoint Templates Free Powerpoint Templateskrunal07786No ratings yet
- GandLach Impact Crusher Cage MillDocument4 pagesGandLach Impact Crusher Cage MillAl-Kawthari As-Sunni100% (1)
- 9883511790ENUWADocument8 pages9883511790ENUWAhalexNo ratings yet
- L1-CHE-SPE-063 Flash Butt WeldingDocument18 pagesL1-CHE-SPE-063 Flash Butt Welding4493464100% (1)
- Led Manufacturing MachineDocument19 pagesLed Manufacturing MachineFOOD FUSIONNo ratings yet
- PRM Bench Mill Drill ManualDocument56 pagesPRM Bench Mill Drill ManualMatthew MattesonNo ratings yet
- Rate AnalysisDocument2 pagesRate AnalysisHaroon Ur RashidNo ratings yet
- Fluxes For Welding: BY Jabin Mathew Benjamin 13MY04 Dept. of Metallurgical EngineeringDocument18 pagesFluxes For Welding: BY Jabin Mathew Benjamin 13MY04 Dept. of Metallurgical EngineeringErick HoganNo ratings yet
- Fuels and Combustion Part - II: DR Waqas Khalid SmmeDocument8 pagesFuels and Combustion Part - II: DR Waqas Khalid SmmeFaizan RazaNo ratings yet
- 21850, Issue 17 Flotation DAF, IAF, SAFDocument3 pages21850, Issue 17 Flotation DAF, IAF, SAFSyariful Maliki NejstaršíNo ratings yet
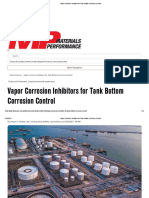
- Vapor Corrosion Inhibitors For Tank Bottom Corrosion Control - Pavan K Shukla, Jerry DewittDocument12 pagesVapor Corrosion Inhibitors For Tank Bottom Corrosion Control - Pavan K Shukla, Jerry DewittmindbagNo ratings yet
- BIG Daishowa Profit Maker ToolsDocument40 pagesBIG Daishowa Profit Maker Toolsgeav25653855No ratings yet
- IOZ PaintingDocument3 pagesIOZ PaintingDhinesh ThanappanNo ratings yet
- Brosure PipaDocument2 pagesBrosure PipaMust DymNo ratings yet
- Cement Manufacturing ProcessDocument81 pagesCement Manufacturing ProcessAryabhatt ThakurNo ratings yet
- Solidworks Drawings PDFDocument5 pagesSolidworks Drawings PDFadil jabaroNo ratings yet
- Industriall Training Report HMT PinjoreDocument49 pagesIndustriall Training Report HMT PinjoreJaskiratSingh100% (1)