
Machinetools Gist
Machinetools Gist
You might also like
- 360 Degree Flexible Drilling MachineDocument26 pages360 Degree Flexible Drilling MachineSTAR PRINTING75% (16)
- 366-76-12 Extra Heavy Duty Long Arm Zigzag Sewingmachine For Manufacturing SailsDocument30 pages366-76-12 Extra Heavy Duty Long Arm Zigzag Sewingmachine For Manufacturing SailsBill JiangNo ratings yet
- 7.E1 Kapitel 6 PDFDocument214 pages7.E1 Kapitel 6 PDFAlexander Neyra100% (2)
- Unit I Fundamentals of Robot: (Revision)Document16 pagesUnit I Fundamentals of Robot: (Revision)MICHEL RAJNo ratings yet
- Great Wall Fault CodesDocument18 pagesGreat Wall Fault Codeslee100% (1)
- Gujarat Technological University: WWW - Gtu.ac - in (Mechanical)Document47 pagesGujarat Technological University: WWW - Gtu.ac - in (Mechanical)Jose OlsonNo ratings yet
- Design and Fabrication of The Rotating & Tilting Vice: I J I R S E TDocument3 pagesDesign and Fabrication of The Rotating & Tilting Vice: I J I R S E TSureshNo ratings yet
- General Guidelines For Project Report:: Page - 1 Chapter 1 IntroductionDocument11 pagesGeneral Guidelines For Project Report:: Page - 1 Chapter 1 IntroductionYashwanth ReddyNo ratings yet
- PE Lab Manual VSM NEWDocument105 pagesPE Lab Manual VSM NEWmeenajitendra262No ratings yet
- Brief Curriculum VitaeDocument43 pagesBrief Curriculum Vitaeanon_136103548No ratings yet
- 360 Degree Flexible Drilling MachineDocument26 pages360 Degree Flexible Drilling MachineSATHISH KUMAR SNo ratings yet
- Industrial ReportDocument8 pagesIndustrial Reportmukundvaidya2000No ratings yet
- Final Training FileDocument30 pagesFinal Training Filepreetrana7710No ratings yet
- JNTUK-DAP-B.tech (Mechanical Engineering) - Syllabus of B.tech III Year - I SemesterDocument20 pagesJNTUK-DAP-B.tech (Mechanical Engineering) - Syllabus of B.tech III Year - I SemesterSwamy RakeshNo ratings yet
- Machine Shop Lab Manual 2017autonomousDocument54 pagesMachine Shop Lab Manual 2017autonomousUmar SalmanNo ratings yet
- STTP CTIIADocument2 pagesSTTP CTIIAvatsalshah24No ratings yet
- AM Brochure V03Document1 pageAM Brochure V03manojNo ratings yet
- Balakannan ResumeDocument6 pagesBalakannan Resumesibu_me04085600No ratings yet
- Tata Projects Internship ReportDocument28 pagesTata Projects Internship ReportSushant Kase0% (3)
- Biodata Dr. Eriki Ananda KumarDocument15 pagesBiodata Dr. Eriki Ananda Kumarsiva ganesh MallaNo ratings yet
- Brunica. T. F: Career ObjectiveDocument4 pagesBrunica. T. F: Career ObjectivevainilaNo ratings yet
- Dr. Somashekhar S. HiremathDocument18 pagesDr. Somashekhar S. HiremathdkannanapkNo ratings yet
- Gujarat Technological University: (Mechanical)Document47 pagesGujarat Technological University: (Mechanical)Erik GarciaNo ratings yet
- Thesis On Parameter Optimization of Injection Moulding For Polypropylene (PP) Toothbrushusing Taguchi MethodDocument89 pagesThesis On Parameter Optimization of Injection Moulding For Polypropylene (PP) Toothbrushusing Taguchi Methodshambhu kumar singh0% (1)
- Aicte - STTP - MlritDocument3 pagesAicte - STTP - Mlritpriya dharshiniNo ratings yet
- Internshipreport 120354Document82 pagesInternshipreport 120354kartikzope0No ratings yet
- Imperial College of Engineering: and ResearchDocument11 pagesImperial College of Engineering: and ResearchAnkush PatilNo ratings yet
- 19me555 Me5466 It ReportDocument35 pages19me555 Me5466 It ReportParth MaldhureNo ratings yet
- Non-Destructive Testing (NDT) : Bangalore - 560 059, KarnatakaDocument3 pagesNon-Destructive Testing (NDT) : Bangalore - 560 059, KarnatakaMOHAMMAD ASIFNo ratings yet
- A Mishra CVDocument4 pagesA Mishra CVAbhishek KumarNo ratings yet
- AMP MicroprojectDocument20 pagesAMP Microproject130 Vipul ZopeNo ratings yet
- SEMINAR REPORT PPT SREENATH PDocument37 pagesSEMINAR REPORT PPT SREENATH Prk14484No ratings yet
- CPP Reportv 2024Document41 pagesCPP Reportv 202435Manish SuryawanshiNo ratings yet
- MT Lab Manual (Final) PDFDocument79 pagesMT Lab Manual (Final) PDFDushyanthkumar DasariNo ratings yet
- INTERNSHIP REPORT New 3Document16 pagesINTERNSHIP REPORT New 3suthakar pNo ratings yet
- Lab Record-Data StructDocument44 pagesLab Record-Data StructSrivenkateshNo ratings yet
- INTERNSHIPDocument24 pagesINTERNSHIPAkash akshay100% (1)
- 360degree FlexibleDocument21 pages360degree Flexiblechiru103mtech71% (7)
- Final Updated UG R & AI CurriculumDocument231 pagesFinal Updated UG R & AI Curriculumdakc.cseNo ratings yet
- Automatic Foam Cutting MachineDocument68 pagesAutomatic Foam Cutting Machinepatel asadNo ratings yet
- A Practical Summer Training Report FINALDocument48 pagesA Practical Summer Training Report FINALKalpesh Goswami75% (4)
- Department of Mechanical Engineering Course Plan: Section DetailsDocument6 pagesDepartment of Mechanical Engineering Course Plan: Section DetailsDr. Vivek SrivastavaNo ratings yet
- Batch-13 Air Canvas Using Python Opencv.1Document71 pagesBatch-13 Air Canvas Using Python Opencv.1Sheema NazleNo ratings yet
- Work Shoppractice Laboratory Manual I/II Semester (WSL16/26)Document75 pagesWork Shoppractice Laboratory Manual I/II Semester (WSL16/26)VIPAN KUMARNo ratings yet
- A Study On Flow of Information in Different Department Using SAP R/3 ECC 6.0Document52 pagesA Study On Flow of Information in Different Department Using SAP R/3 ECC 6.0Shrinivas RathodNo ratings yet
- Workshop & Machineshop Practice Lab Manual: (18MEL38A/48A)Document101 pagesWorkshop & Machineshop Practice Lab Manual: (18MEL38A/48A)MAN MOHAN VATS100% (1)
- ERAM MechDocument6 pagesERAM MechAnonymous p8bHAAxNo ratings yet
- Resume: ObjectiveDocument3 pagesResume: ObjectiveShankker KumarNo ratings yet
- Academic Report 16-17 MAHAGENCODocument44 pagesAcademic Report 16-17 MAHAGENCOI am knoxNo ratings yet
- CV DR Saqib AnwarDocument5 pagesCV DR Saqib Anwarmuhammadriz100% (1)
- Ucmp Crouse FileDocument37 pagesUcmp Crouse Filehari0118No ratings yet
- IIP ProposalDocument3 pagesIIP ProposalRokeshuvaraj100% (1)
- Kinematics-of-Machine LAB ManualDocument82 pagesKinematics-of-Machine LAB ManualPrathmesh JamodeNo ratings yet
- Icecream119 124Document279 pagesIcecream119 124THIRU RKNo ratings yet
- Final Internship ReportDocument58 pagesFinal Internship ReportChejarla Yaswanth reddyNo ratings yet
- Bio Gen Prin 221107Document6 pagesBio Gen Prin 221107rakeshkjain3440No ratings yet
- CVDocument6 pagesCVJohn Vivian PrashantNo ratings yet
- Gautam Kumar 1Document46 pagesGautam Kumar 1Prints BindingsNo ratings yet
- Course File 2016-2017Document16 pagesCourse File 2016-2017sirajudeen INo ratings yet
- Manufacturing Technology Lab ManualDocument49 pagesManufacturing Technology Lab ManualMannem LeelaMohanNo ratings yet
- Credit Card FraudsDocument52 pagesCredit Card FraudsMallela KeerthiNo ratings yet
- Resume Anil Kumar SikhakolliDocument4 pagesResume Anil Kumar SikhakolliPavani MsrNo ratings yet
- Magnetic Particle Inspection: Techniques, Applications, Interviews Q&A, and GlossaryFrom EverandMagnetic Particle Inspection: Techniques, Applications, Interviews Q&A, and GlossaryNo ratings yet
- Gears GistDocument41 pagesGears Gistmahendra babu mekalaNo ratings yet
- Curved BeamsDocument16 pagesCurved Beamsmahendra babu mekalaNo ratings yet
- WWW - Mana R e Sults - Co.in: Mechanics of SolidsDocument14 pagesWWW - Mana R e Sults - Co.in: Mechanics of Solidsmahendra babu mekalaNo ratings yet
- WWW - Manaresults.co - In: R15 R15 R15 R15Document3 pagesWWW - Manaresults.co - In: R15 R15 R15 R15mahendra babu mekalaNo ratings yet
- WWW - Manaresults.Co - In: (Common To Me, MCT, MMT, Ae, Ame, MSNT)Document3 pagesWWW - Manaresults.Co - In: (Common To Me, MCT, MMT, Ae, Ame, MSNT)mahendra babu mekalaNo ratings yet
- WWW - Manaresults.Co - In: (Common To Me, MCT, MMT, Ae, Ame, MSNT)Document3 pagesWWW - Manaresults.Co - In: (Common To Me, MCT, MMT, Ae, Ame, MSNT)mahendra babu mekalaNo ratings yet
- Dmm-Ii QBDocument34 pagesDmm-Ii QBmahendra babu mekalaNo ratings yet
- 15A01308 Mechanics of Solids PDFDocument2 pages15A01308 Mechanics of Solids PDFmahendra babu mekalaNo ratings yet
- Robot Actuators: Stepper Motors DC Motors AC Motors Physics Review: Nature Is LazyDocument76 pagesRobot Actuators: Stepper Motors DC Motors AC Motors Physics Review: Nature Is Lazymahendra babu mekalaNo ratings yet
- gupta PG - No:176) Exercise 9Document3 pagesgupta PG - No:176) Exercise 9mahendra babu mekalaNo ratings yet
- Robotics April-2016Document4 pagesRobotics April-2016mahendra babu mekalaNo ratings yet
- Pulley SKFDocument84 pagesPulley SKFNguyễn NhẫnNo ratings yet
- Requisition TrackingDocument63 pagesRequisition TrackingDimitri JantjiesNo ratings yet
- MEC SHOT Fabrication CatlogueDocument4 pagesMEC SHOT Fabrication CatlogueYoutube For EducationNo ratings yet
- Mini Excavator: Parts CatalogDocument317 pagesMini Excavator: Parts CatalogErik JaikirikiNo ratings yet
- TVS Apache RTR 200 4V - With Ride ModeDocument125 pagesTVS Apache RTR 200 4V - With Ride ModeLuis Antonio Lopez MonteroNo ratings yet
- CR (N) 2&4 D&RDocument14 pagesCR (N) 2&4 D&RRudo RockNo ratings yet
- H004C-11 B.1f25e1.a12vdcDocument1 pageH004C-11 B.1f25e1.a12vdcmars 05No ratings yet
- Kawasaki TurbinesDocument10 pagesKawasaki TurbinesRené López Victoria EscobarNo ratings yet
- Hybrid 06Document0 pagesHybrid 06Jorge Eduardo Diaz ValenzuelaNo ratings yet
- 3 Chiller T&C 2011Document9 pages3 Chiller T&C 2011Dtl SarozNo ratings yet
- Catalogo Grua Grove Rt600eDocument20 pagesCatalogo Grua Grove Rt600e-Raul-No ratings yet
- EnergyMaster Thermal Store ManualDocument16 pagesEnergyMaster Thermal Store ManualandrewsheldonNo ratings yet
- TSF "66" Ser I Es: TSF "66" Series From General PumpDocument2 pagesTSF "66" Ser I Es: TSF "66" Series From General PumpSeif EddineNo ratings yet
- Poclain Piston MotorDocument40 pagesPoclain Piston MotoredascribdNo ratings yet
- Poulan Parts List Poulan Pro Parts List Paramount Parts List Parts ListDocument3 pagesPoulan Parts List Poulan Pro Parts List Paramount Parts List Parts ListShannon McGillNo ratings yet
- Induction Generator Working TheoryDocument2 pagesInduction Generator Working TheorykalpanadeviNo ratings yet
- 162219a1 Hyd Pump, STD Models Pin Dac0301004 & Aft, All Spec'l Aplction, Long Reach & Timber King ModelDocument4 pages162219a1 Hyd Pump, STD Models Pin Dac0301004 & Aft, All Spec'l Aplction, Long Reach & Timber King ModelDarioNo ratings yet
- WTUI - NewUserPrestentation TM2500 GEDocument35 pagesWTUI - NewUserPrestentation TM2500 GEjoravica100% (1)
- Data Book: Automotive TechnicalDocument1 pageData Book: Automotive TechnicalDan RosoiuNo ratings yet
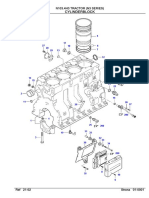
- Cylinderblock: N103.4H3 Tractor (N3 Series)Document2 pagesCylinderblock: N103.4H3 Tractor (N3 Series)Patrick LandinNo ratings yet
- Main Parts of An Internal Combustion EngineDocument9 pagesMain Parts of An Internal Combustion EngineVenkatNo ratings yet
- Disassembly of Screw JackDocument1 pageDisassembly of Screw JackSantosh KonduskarNo ratings yet
- NTPC Seminar ReportDocument47 pagesNTPC Seminar ReportSunil Kumar SinghNo ratings yet
- Chennai Institute of Technolohy, Chennai - 600 069: Department of Mechanical EngineeringDocument8 pagesChennai Institute of Technolohy, Chennai - 600 069: Department of Mechanical EngineeringKishore RaviNo ratings yet
- Caterpillar Cat 225 EXCAVATOR (Prefix 76U) Service Repair Manual (76U03765 and UP)Document28 pagesCaterpillar Cat 225 EXCAVATOR (Prefix 76U) Service Repair Manual (76U03765 and UP)rpoy9396615No ratings yet
- SSP 403 20l Tdi Engine With Common RailDocument68 pagesSSP 403 20l Tdi Engine With Common RailNhuong Hoang DinhNo ratings yet




































































































Download as docx, pdf, or txt
You might also like
- 360 Degree Flexible Drilling MachineDocument26 pages360 Degree Flexible Drilling MachineSTAR PRINTING75% (16)
- 366-76-12 Extra Heavy Duty Long Arm Zigzag Sewingmachine For Manufacturing SailsDocument30 pages366-76-12 Extra Heavy Duty Long Arm Zigzag Sewingmachine For Manufacturing SailsBill JiangNo ratings yet
- 7.E1 Kapitel 6 PDFDocument214 pages7.E1 Kapitel 6 PDFAlexander Neyra100% (2)
- Unit I Fundamentals of Robot: (Revision)Document16 pagesUnit I Fundamentals of Robot: (Revision)MICHEL RAJNo ratings yet
- Great Wall Fault CodesDocument18 pagesGreat Wall Fault Codeslee100% (1)
- Gujarat Technological University: WWW - Gtu.ac - in (Mechanical)Document47 pagesGujarat Technological University: WWW - Gtu.ac - in (Mechanical)Jose OlsonNo ratings yet
- Design and Fabrication of The Rotating & Tilting Vice: I J I R S E TDocument3 pagesDesign and Fabrication of The Rotating & Tilting Vice: I J I R S E TSureshNo ratings yet
- General Guidelines For Project Report:: Page - 1 Chapter 1 IntroductionDocument11 pagesGeneral Guidelines For Project Report:: Page - 1 Chapter 1 IntroductionYashwanth ReddyNo ratings yet
- PE Lab Manual VSM NEWDocument105 pagesPE Lab Manual VSM NEWmeenajitendra262No ratings yet
- Brief Curriculum VitaeDocument43 pagesBrief Curriculum Vitaeanon_136103548No ratings yet
- 360 Degree Flexible Drilling MachineDocument26 pages360 Degree Flexible Drilling MachineSATHISH KUMAR SNo ratings yet
- Industrial ReportDocument8 pagesIndustrial Reportmukundvaidya2000No ratings yet
- Final Training FileDocument30 pagesFinal Training Filepreetrana7710No ratings yet
- JNTUK-DAP-B.tech (Mechanical Engineering) - Syllabus of B.tech III Year - I SemesterDocument20 pagesJNTUK-DAP-B.tech (Mechanical Engineering) - Syllabus of B.tech III Year - I SemesterSwamy RakeshNo ratings yet
- Machine Shop Lab Manual 2017autonomousDocument54 pagesMachine Shop Lab Manual 2017autonomousUmar SalmanNo ratings yet
- STTP CTIIADocument2 pagesSTTP CTIIAvatsalshah24No ratings yet
- AM Brochure V03Document1 pageAM Brochure V03manojNo ratings yet
- Balakannan ResumeDocument6 pagesBalakannan Resumesibu_me04085600No ratings yet
- Tata Projects Internship ReportDocument28 pagesTata Projects Internship ReportSushant Kase0% (3)
- Biodata Dr. Eriki Ananda KumarDocument15 pagesBiodata Dr. Eriki Ananda Kumarsiva ganesh MallaNo ratings yet
- Brunica. T. F: Career ObjectiveDocument4 pagesBrunica. T. F: Career ObjectivevainilaNo ratings yet
- Dr. Somashekhar S. HiremathDocument18 pagesDr. Somashekhar S. HiremathdkannanapkNo ratings yet
- Gujarat Technological University: (Mechanical)Document47 pagesGujarat Technological University: (Mechanical)Erik GarciaNo ratings yet
- Thesis On Parameter Optimization of Injection Moulding For Polypropylene (PP) Toothbrushusing Taguchi MethodDocument89 pagesThesis On Parameter Optimization of Injection Moulding For Polypropylene (PP) Toothbrushusing Taguchi Methodshambhu kumar singh0% (1)
- Aicte - STTP - MlritDocument3 pagesAicte - STTP - Mlritpriya dharshiniNo ratings yet
- Internshipreport 120354Document82 pagesInternshipreport 120354kartikzope0No ratings yet
- Imperial College of Engineering: and ResearchDocument11 pagesImperial College of Engineering: and ResearchAnkush PatilNo ratings yet
- 19me555 Me5466 It ReportDocument35 pages19me555 Me5466 It ReportParth MaldhureNo ratings yet
- Non-Destructive Testing (NDT) : Bangalore - 560 059, KarnatakaDocument3 pagesNon-Destructive Testing (NDT) : Bangalore - 560 059, KarnatakaMOHAMMAD ASIFNo ratings yet
- A Mishra CVDocument4 pagesA Mishra CVAbhishek KumarNo ratings yet
- AMP MicroprojectDocument20 pagesAMP Microproject130 Vipul ZopeNo ratings yet
- SEMINAR REPORT PPT SREENATH PDocument37 pagesSEMINAR REPORT PPT SREENATH Prk14484No ratings yet
- CPP Reportv 2024Document41 pagesCPP Reportv 202435Manish SuryawanshiNo ratings yet
- MT Lab Manual (Final) PDFDocument79 pagesMT Lab Manual (Final) PDFDushyanthkumar DasariNo ratings yet
- INTERNSHIP REPORT New 3Document16 pagesINTERNSHIP REPORT New 3suthakar pNo ratings yet
- Lab Record-Data StructDocument44 pagesLab Record-Data StructSrivenkateshNo ratings yet
- INTERNSHIPDocument24 pagesINTERNSHIPAkash akshay100% (1)
- 360degree FlexibleDocument21 pages360degree Flexiblechiru103mtech71% (7)
- Final Updated UG R & AI CurriculumDocument231 pagesFinal Updated UG R & AI Curriculumdakc.cseNo ratings yet
- Automatic Foam Cutting MachineDocument68 pagesAutomatic Foam Cutting Machinepatel asadNo ratings yet
- A Practical Summer Training Report FINALDocument48 pagesA Practical Summer Training Report FINALKalpesh Goswami75% (4)
- Department of Mechanical Engineering Course Plan: Section DetailsDocument6 pagesDepartment of Mechanical Engineering Course Plan: Section DetailsDr. Vivek SrivastavaNo ratings yet
- Batch-13 Air Canvas Using Python Opencv.1Document71 pagesBatch-13 Air Canvas Using Python Opencv.1Sheema NazleNo ratings yet
- Work Shoppractice Laboratory Manual I/II Semester (WSL16/26)Document75 pagesWork Shoppractice Laboratory Manual I/II Semester (WSL16/26)VIPAN KUMARNo ratings yet
- A Study On Flow of Information in Different Department Using SAP R/3 ECC 6.0Document52 pagesA Study On Flow of Information in Different Department Using SAP R/3 ECC 6.0Shrinivas RathodNo ratings yet
- Workshop & Machineshop Practice Lab Manual: (18MEL38A/48A)Document101 pagesWorkshop & Machineshop Practice Lab Manual: (18MEL38A/48A)MAN MOHAN VATS100% (1)
- ERAM MechDocument6 pagesERAM MechAnonymous p8bHAAxNo ratings yet
- Resume: ObjectiveDocument3 pagesResume: ObjectiveShankker KumarNo ratings yet
- Academic Report 16-17 MAHAGENCODocument44 pagesAcademic Report 16-17 MAHAGENCOI am knoxNo ratings yet
- CV DR Saqib AnwarDocument5 pagesCV DR Saqib Anwarmuhammadriz100% (1)
- Ucmp Crouse FileDocument37 pagesUcmp Crouse Filehari0118No ratings yet
- IIP ProposalDocument3 pagesIIP ProposalRokeshuvaraj100% (1)
- Kinematics-of-Machine LAB ManualDocument82 pagesKinematics-of-Machine LAB ManualPrathmesh JamodeNo ratings yet
- Icecream119 124Document279 pagesIcecream119 124THIRU RKNo ratings yet
- Final Internship ReportDocument58 pagesFinal Internship ReportChejarla Yaswanth reddyNo ratings yet
- Bio Gen Prin 221107Document6 pagesBio Gen Prin 221107rakeshkjain3440No ratings yet
- CVDocument6 pagesCVJohn Vivian PrashantNo ratings yet
- Gautam Kumar 1Document46 pagesGautam Kumar 1Prints BindingsNo ratings yet
- Course File 2016-2017Document16 pagesCourse File 2016-2017sirajudeen INo ratings yet
- Manufacturing Technology Lab ManualDocument49 pagesManufacturing Technology Lab ManualMannem LeelaMohanNo ratings yet
- Credit Card FraudsDocument52 pagesCredit Card FraudsMallela KeerthiNo ratings yet
- Resume Anil Kumar SikhakolliDocument4 pagesResume Anil Kumar SikhakolliPavani MsrNo ratings yet
- Magnetic Particle Inspection: Techniques, Applications, Interviews Q&A, and GlossaryFrom EverandMagnetic Particle Inspection: Techniques, Applications, Interviews Q&A, and GlossaryNo ratings yet
- Gears GistDocument41 pagesGears Gistmahendra babu mekalaNo ratings yet
- Curved BeamsDocument16 pagesCurved Beamsmahendra babu mekalaNo ratings yet
- WWW - Mana R e Sults - Co.in: Mechanics of SolidsDocument14 pagesWWW - Mana R e Sults - Co.in: Mechanics of Solidsmahendra babu mekalaNo ratings yet
- WWW - Manaresults.co - In: R15 R15 R15 R15Document3 pagesWWW - Manaresults.co - In: R15 R15 R15 R15mahendra babu mekalaNo ratings yet
- WWW - Manaresults.Co - In: (Common To Me, MCT, MMT, Ae, Ame, MSNT)Document3 pagesWWW - Manaresults.Co - In: (Common To Me, MCT, MMT, Ae, Ame, MSNT)mahendra babu mekalaNo ratings yet
- WWW - Manaresults.Co - In: (Common To Me, MCT, MMT, Ae, Ame, MSNT)Document3 pagesWWW - Manaresults.Co - In: (Common To Me, MCT, MMT, Ae, Ame, MSNT)mahendra babu mekalaNo ratings yet
- Dmm-Ii QBDocument34 pagesDmm-Ii QBmahendra babu mekalaNo ratings yet
- 15A01308 Mechanics of Solids PDFDocument2 pages15A01308 Mechanics of Solids PDFmahendra babu mekalaNo ratings yet
- Robot Actuators: Stepper Motors DC Motors AC Motors Physics Review: Nature Is LazyDocument76 pagesRobot Actuators: Stepper Motors DC Motors AC Motors Physics Review: Nature Is Lazymahendra babu mekalaNo ratings yet
- gupta PG - No:176) Exercise 9Document3 pagesgupta PG - No:176) Exercise 9mahendra babu mekalaNo ratings yet
- Robotics April-2016Document4 pagesRobotics April-2016mahendra babu mekalaNo ratings yet
- Pulley SKFDocument84 pagesPulley SKFNguyễn NhẫnNo ratings yet
- Requisition TrackingDocument63 pagesRequisition TrackingDimitri JantjiesNo ratings yet
- MEC SHOT Fabrication CatlogueDocument4 pagesMEC SHOT Fabrication CatlogueYoutube For EducationNo ratings yet
- Mini Excavator: Parts CatalogDocument317 pagesMini Excavator: Parts CatalogErik JaikirikiNo ratings yet
- TVS Apache RTR 200 4V - With Ride ModeDocument125 pagesTVS Apache RTR 200 4V - With Ride ModeLuis Antonio Lopez MonteroNo ratings yet
- CR (N) 2&4 D&RDocument14 pagesCR (N) 2&4 D&RRudo RockNo ratings yet
- H004C-11 B.1f25e1.a12vdcDocument1 pageH004C-11 B.1f25e1.a12vdcmars 05No ratings yet
- Kawasaki TurbinesDocument10 pagesKawasaki TurbinesRené López Victoria EscobarNo ratings yet
- Hybrid 06Document0 pagesHybrid 06Jorge Eduardo Diaz ValenzuelaNo ratings yet
- 3 Chiller T&C 2011Document9 pages3 Chiller T&C 2011Dtl SarozNo ratings yet
- Catalogo Grua Grove Rt600eDocument20 pagesCatalogo Grua Grove Rt600e-Raul-No ratings yet
- EnergyMaster Thermal Store ManualDocument16 pagesEnergyMaster Thermal Store ManualandrewsheldonNo ratings yet
- TSF "66" Ser I Es: TSF "66" Series From General PumpDocument2 pagesTSF "66" Ser I Es: TSF "66" Series From General PumpSeif EddineNo ratings yet
- Poclain Piston MotorDocument40 pagesPoclain Piston MotoredascribdNo ratings yet
- Poulan Parts List Poulan Pro Parts List Paramount Parts List Parts ListDocument3 pagesPoulan Parts List Poulan Pro Parts List Paramount Parts List Parts ListShannon McGillNo ratings yet
- Induction Generator Working TheoryDocument2 pagesInduction Generator Working TheorykalpanadeviNo ratings yet
- 162219a1 Hyd Pump, STD Models Pin Dac0301004 & Aft, All Spec'l Aplction, Long Reach & Timber King ModelDocument4 pages162219a1 Hyd Pump, STD Models Pin Dac0301004 & Aft, All Spec'l Aplction, Long Reach & Timber King ModelDarioNo ratings yet
- WTUI - NewUserPrestentation TM2500 GEDocument35 pagesWTUI - NewUserPrestentation TM2500 GEjoravica100% (1)
- Data Book: Automotive TechnicalDocument1 pageData Book: Automotive TechnicalDan RosoiuNo ratings yet
- Cylinderblock: N103.4H3 Tractor (N3 Series)Document2 pagesCylinderblock: N103.4H3 Tractor (N3 Series)Patrick LandinNo ratings yet
- Main Parts of An Internal Combustion EngineDocument9 pagesMain Parts of An Internal Combustion EngineVenkatNo ratings yet
- Disassembly of Screw JackDocument1 pageDisassembly of Screw JackSantosh KonduskarNo ratings yet
- NTPC Seminar ReportDocument47 pagesNTPC Seminar ReportSunil Kumar SinghNo ratings yet
- Chennai Institute of Technolohy, Chennai - 600 069: Department of Mechanical EngineeringDocument8 pagesChennai Institute of Technolohy, Chennai - 600 069: Department of Mechanical EngineeringKishore RaviNo ratings yet
- Caterpillar Cat 225 EXCAVATOR (Prefix 76U) Service Repair Manual (76U03765 and UP)Document28 pagesCaterpillar Cat 225 EXCAVATOR (Prefix 76U) Service Repair Manual (76U03765 and UP)rpoy9396615No ratings yet
- SSP 403 20l Tdi Engine With Common RailDocument68 pagesSSP 403 20l Tdi Engine With Common RailNhuong Hoang DinhNo ratings yet