Download as docx, pdf, or txt
You might also like
- The MAC-10 Construction Guide - Practical Scrap Metal Small Arms Vol.6Document23 pagesThe MAC-10 Construction Guide - Practical Scrap Metal Small Arms Vol.6Fisherman35787% (256)
- NESTLÉ PHILIPPINES, INC. - Group 4Document31 pagesNESTLÉ PHILIPPINES, INC. - Group 4Abby VillagraciaNo ratings yet
- Avani Resources Corporate PresentationDocument17 pagesAvani Resources Corporate PresentationRoy SNo ratings yet
- Micro Pellet Sintering Method-CIE 20150414Document10 pagesMicro Pellet Sintering Method-CIE 20150414honeygupta121No ratings yet
- 4 Home Office Agency Handout SolutionDocument15 pages4 Home Office Agency Handout SolutionRyan CornistaNo ratings yet
- Utilization of Fly Ash and Rice Husk Ash As A Supplement To Concrete Materials - A Critical ReviewDocument9 pagesUtilization of Fly Ash and Rice Husk Ash As A Supplement To Concrete Materials - A Critical Reviewijetrm journalNo ratings yet
- Fuels & Combustion Technology (Major Elective Û I) (Chemical Group)Document2 pagesFuels & Combustion Technology (Major Elective Û I) (Chemical Group)raumil123759033% (3)
- A Review On Stamped Charging of CoalsDocument31 pagesA Review On Stamped Charging of CoalsJorge MadiasNo ratings yet
- Drive Failure and Interruption in SCP Machines of Battery 567, Coke PlantDocument37 pagesDrive Failure and Interruption in SCP Machines of Battery 567, Coke Plantnarendramaharana39No ratings yet
- Waste Water - Coke PlantDocument13 pagesWaste Water - Coke PlantSejla Becirovic Cehajic100% (1)
- KeithwrightDocument37 pagesKeithwrightSumit GuptaNo ratings yet
- Ecomak - 2019 DeSOx PresentationDocument37 pagesEcomak - 2019 DeSOx PresentationHsein WangNo ratings yet
- Iron Making Unit 2Document72 pagesIron Making Unit 2Prashant NNo ratings yet
- Design, Manufacturing and Testing of Induction Furnace: Submitted byDocument65 pagesDesign, Manufacturing and Testing of Induction Furnace: Submitted byGuru ChaudhariNo ratings yet
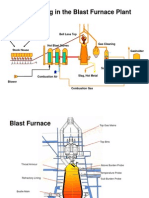
- Blast FurnaceDocument28 pagesBlast Furnaceavanisharma_1991No ratings yet
- Companhia Siderúrgica Do Pecém Ceará (Brazil) : New Greenfield Cokemaking PlantDocument4 pagesCompanhia Siderúrgica Do Pecém Ceará (Brazil) : New Greenfield Cokemaking PlantJuanNo ratings yet
- Fluxes For Electroslag Refining: Dr. Satadal GhoraiDocument21 pagesFluxes For Electroslag Refining: Dr. Satadal GhoraiGarry's GamingNo ratings yet
- Coke CVDocument4 pagesCoke CVAshutosh MishraNo ratings yet
- Collection and Preparation of Coke Samples For Laboratory AnalysisDocument4 pagesCollection and Preparation of Coke Samples For Laboratory Analysisharrison_sNo ratings yet
- S K HazraDocument6 pagesS K HazraRicky MenonNo ratings yet
- Sci 401pptDocument107 pagesSci 401pptNiña Viaña BinayNo ratings yet
- Iron and Steelmaking Code: TL184624, Credits: 3: Fakhreza Abdul, M.T. Lecture-1Document32 pagesIron and Steelmaking Code: TL184624, Credits: 3: Fakhreza Abdul, M.T. Lecture-1rizkimarcelinoNo ratings yet
- The Development and Application of Hearth Voidage Estimation and PDFDocument202 pagesThe Development and Application of Hearth Voidage Estimation and PDFROWHEITNo ratings yet
- Tecnored Process - High Potential in Using Different Kinds of Solid FuelsDocument5 pagesTecnored Process - High Potential in Using Different Kinds of Solid FuelsRogerio CannoniNo ratings yet
- Blast Furnace HydraulicsDocument36 pagesBlast Furnace Hydraulicssghane5674No ratings yet
- Enquiry Specification For BOD PlantDocument94 pagesEnquiry Specification For BOD PlantBanerjee SuvranilNo ratings yet
- Bhilai Steel Plant: An OverviewDocument9 pagesBhilai Steel Plant: An OverviewAKANKSHA LAKRA100% (1)
- JSPL Full IT Report by Avnish JhaDocument44 pagesJSPL Full IT Report by Avnish JhaAviNo ratings yet
- The Alter NRG Plasma Gasification Process - Turner Valley PresentationDocument19 pagesThe Alter NRG Plasma Gasification Process - Turner Valley PresentationPerro Col100% (1)
- Sinter Plant JSPL, RaigarhDocument14 pagesSinter Plant JSPL, RaigarhJatin BangaliNo ratings yet
- What Is SteelDocument10 pagesWhat Is SteelKristo Ver TamposNo ratings yet
- Byproduct Operations and ProcessDocument8 pagesByproduct Operations and ProcessAbhaySnghNo ratings yet
- TSML Report - ShazDocument21 pagesTSML Report - ShazUmer AleemNo ratings yet
- List of FiguresDocument22 pagesList of FiguresvishalNo ratings yet
- Mini Blast FurnaceDocument8 pagesMini Blast FurnaceSantosh UpadhyayNo ratings yet
- AmiimDocument9 pagesAmiimRanjan SahooNo ratings yet
- Glass 4 - 5 11 - 2015Document70 pagesGlass 4 - 5 11 - 2015Laxman KumarNo ratings yet
- 2011 Granshot Iron Granulation For Optimised Plant PDFDocument7 pages2011 Granshot Iron Granulation For Optimised Plant PDFkalai100% (2)
- Blast Furnace Japan DevelopmentDocument14 pagesBlast Furnace Japan DevelopmentShyam JiNo ratings yet
- Coke Oven New1Document6 pagesCoke Oven New1abhishekgarg98No ratings yet
- DSP Overview 10-07-2017Document46 pagesDSP Overview 10-07-2017Binod Kumar Padhi0% (1)
- Blast Furnace Campaign Extension at JSW BF#3Document10 pagesBlast Furnace Campaign Extension at JSW BF#3JJNo ratings yet
- Shanghai Apr 14Document7 pagesShanghai Apr 14Baldomero El MontañeroNo ratings yet
- Embr 1 PDFDocument32 pagesEmbr 1 PDFKamod RanjanNo ratings yet
- Sintering PlantDocument24 pagesSintering PlantB R Manikyala Rao100% (1)
- Coal Based Sponge Iron IndustryDocument4 pagesCoal Based Sponge Iron IndustrychaitanyabhansaliNo ratings yet
- Iron ProductionDocument7 pagesIron ProductionVij_78No ratings yet
- InsightsDocument72 pagesInsightsArunkumar DurairajNo ratings yet
- Numerical Analysis Blast Furnace PDFDocument9 pagesNumerical Analysis Blast Furnace PDFLTE002No ratings yet
- Anal - Coal M.coke27.3Document37 pagesAnal - Coal M.coke27.3MadhavanIceNo ratings yet
- Nippon Steel & Sumikin Engineering's Blast FurnaceDocument4 pagesNippon Steel & Sumikin Engineering's Blast Furnacekalai100% (1)
- My Final ThesisDocument98 pagesMy Final Thesissujit_sekharNo ratings yet
- RG-05 Sinter PlantDocument5 pagesRG-05 Sinter PlantHiteshNo ratings yet
- Gujarat NRE - AssignmentDocument20 pagesGujarat NRE - AssignmentMangesh GulkotwarNo ratings yet
- Iron MakingDocument233 pagesIron MakingM006Ashish Jha100% (1)
- Pig Iron - Blast Furnace RouteDocument3 pagesPig Iron - Blast Furnace RouteRaden Pambudi PratamaNo ratings yet
- Iron Making2Document54 pagesIron Making2richa_msmeNo ratings yet
- Coke Oven Life Prolongation - A Multidisciplinary ApproachDocument31 pagesCoke Oven Life Prolongation - A Multidisciplinary ApproachJorge MadiasNo ratings yet
- Present Professional ExperienceDocument3 pagesPresent Professional Experiencerahul srivastavaNo ratings yet
- A Summer Intern Project Report: Braj Kishor SahDocument42 pagesA Summer Intern Project Report: Braj Kishor SahPankaj MahantaNo ratings yet
- ISWP Report - Kunal VaidyaDocument41 pagesISWP Report - Kunal VaidyaKunal VaidyaNo ratings yet
- Fastener Type Chart: Wood Screws Machine Screws Thread Cutting Machine Screws Sheet Metal ScrewsDocument4 pagesFastener Type Chart: Wood Screws Machine Screws Thread Cutting Machine Screws Sheet Metal Screwslemuel bacsaNo ratings yet
- Annex B - Bdoi Par Facility Business SecureDocument4 pagesAnnex B - Bdoi Par Facility Business SecureMichael PangilinanNo ratings yet
- Mobile Car Wash & Detailing Project Part 3Document4 pagesMobile Car Wash & Detailing Project Part 3rama sportsNo ratings yet
- 품질시스템용어의Document20 pages품질시스템용어의박영철No ratings yet
- LaRace 2018 Verified Complaint-2Document33 pagesLaRace 2018 Verified Complaint-2Russinator100% (1)
- Rubber Master Plan 2017 2026Document106 pagesRubber Master Plan 2017 2026Imran ansariNo ratings yet
- Resume - Alya Alifia Anwar JayaDocument2 pagesResume - Alya Alifia Anwar JayaAlya AlifiahhNo ratings yet
- Swe InternDocument5 pagesSwe Intern18UCOM049 CLSURYANo ratings yet
- Cfa - 2020 - R22 - L2V3 - SS8 - Corporate Finance 2 - Corporate Governance and EsgDocument32 pagesCfa - 2020 - R22 - L2V3 - SS8 - Corporate Finance 2 - Corporate Governance and EsgMarco RuizNo ratings yet
- Branislav Tesic, Cabin Steward PDFDocument3 pagesBranislav Tesic, Cabin Steward PDFBranislavNo ratings yet
- Vital ImpexDocument1 pageVital ImpexVittal RamNo ratings yet
- Dmba104 Financial and Management AccountingDocument6 pagesDmba104 Financial and Management AccountingVijay KumarNo ratings yet
- A Project ON: "A Study On Effect of Banning Maggi On Other Ready To Eat Foods"Document48 pagesA Project ON: "A Study On Effect of Banning Maggi On Other Ready To Eat Foods"Hema MalaiyaNo ratings yet
- PricingDocument47 pagesPricingGracy SinghNo ratings yet
- Sony Marketing StrategyDocument11 pagesSony Marketing StrategyDamanpreet Singh50% (2)
- Re Tender 1 - RFP For Unified Payment Interface SolutionDocument100 pagesRe Tender 1 - RFP For Unified Payment Interface SolutionStarANo ratings yet
- Action Research in Supply Chain Management-A Framework For Relevant and Rigorous ResearchDocument26 pagesAction Research in Supply Chain Management-A Framework For Relevant and Rigorous ResearchRicardoNo ratings yet
- How To Invest in Stocks For Beginners (FREE CourDocument38 pagesHow To Invest in Stocks For Beginners (FREE CourThar LayNo ratings yet
- To Study The Effectiveness of Talent Management Strategies On Employees Retention in IT SectorDocument8 pagesTo Study The Effectiveness of Talent Management Strategies On Employees Retention in IT SectorInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Legal Marketing ConferenceDocument28 pagesLegal Marketing ConferenceDragos SamoilNo ratings yet
- Financial MathematicsDocument12 pagesFinancial MathematicsArtsyLNo ratings yet
- S20 ADipBA06 A2 CW Report NP02 NP02A170071Document20 pagesS20 ADipBA06 A2 CW Report NP02 NP02A170071Rijul KarkiNo ratings yet
- Helideck Data SheetDocument2 pagesHelideck Data SheetalexandrepimentaNo ratings yet
- Formatin Lesson Plan TLE 9Document2 pagesFormatin Lesson Plan TLE 9Morris CarrealNo ratings yet
- Factors Affecting Strategic Adoption of It Among Smes: A Resource-Based PerspectiveDocument50 pagesFactors Affecting Strategic Adoption of It Among Smes: A Resource-Based PerspectiveJonathan MukiibiNo ratings yet
- San Miguel Corp vs. Sandiganbayan BBBBBBBBDocument3 pagesSan Miguel Corp vs. Sandiganbayan BBBBBBBBMonikka100% (1)
- Google Cloud Platform Fundamentals: Core InfrastructureDocument37 pagesGoogle Cloud Platform Fundamentals: Core InfrastructureChandra SekharNo ratings yet