Download as pdf or txt
You might also like
- Electrical - J1175 - Troubleshooting - v1 (Read-Only)Document42 pagesElectrical - J1175 - Troubleshooting - v1 (Read-Only)Simon C Mulgrew100% (7)
- Flare Line Stress AnalysisDocument7 pagesFlare Line Stress Analysisdhurjatibhutesh100% (1)
- Offshore Piping Design: Technical Design Procedures & Mechanical Piping MethodsFrom EverandOffshore Piping Design: Technical Design Procedures & Mechanical Piping MethodsNo ratings yet
- Checklist For Piping IsometricsDocument3 pagesChecklist For Piping IsometricsSomnath Laha100% (1)
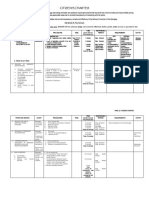
- Citizens CharterDocument3 pagesCitizens CharterChona Dabu100% (1)
- Minbooklist 136254Document156 pagesMinbooklist 136254МаратNo ratings yet
- Investment AgreementDocument2 pagesInvestment AgreementNaif Omar100% (1)
- Nature of PlanningDocument2 pagesNature of Planningjaanaan92% (24)
- DBR For PipingDocument50 pagesDBR For Pipingrajachem100% (1)
- C1 The Basic of Plant Layout Design - Process Plant Layout and Piping DesignDocument81 pagesC1 The Basic of Plant Layout Design - Process Plant Layout and Piping Designdung100% (2)
- Column Piping Study Layout NoDocument21 pagesColumn Piping Study Layout NoTAMIZHKARTHIKNo ratings yet
- An Overview Of: Plant Layout AND PipingDocument21 pagesAn Overview Of: Plant Layout AND PipingRajkumar A100% (1)
- Equpment LayoutDocument6 pagesEqupment Layoutdasubhai100% (1)
- 1 PiperackDocument8 pages1 PiperackDinesh Kumar JdNo ratings yet
- PD107 - Piperack For P&CDocument50 pagesPD107 - Piperack For P&C124swadeshiNo ratings yet
- Rack DesignDocument8 pagesRack DesignMayank Sethi100% (1)
- Adding 3D Pipe Supports To A Specification Using The CADWorx Specification Editor PDFDocument19 pagesAdding 3D Pipe Supports To A Specification Using The CADWorx Specification Editor PDFangel gabriel perez valdez100% (1)
- Plot Plan Development 19822mon TwuwDocument9 pagesPlot Plan Development 19822mon TwuwTom50% (2)
- Vessel Clips For Pipe Supports: - Vessel Clips Are Structural Attachments Welded To EquipmentDocument10 pagesVessel Clips For Pipe Supports: - Vessel Clips Are Structural Attachments Welded To EquipmentshaliniNo ratings yet
- Rack Piping For A Piping Stress EngineerDocument4 pagesRack Piping For A Piping Stress EngineerFaizal Khan100% (2)
- Flare PipingDocument1 pageFlare Pipingsenthilask_81No ratings yet
- 1) P&Id Latest Revision. 2) Vendor Drawings of Equipments and In-Line Instruments. 3) Line List. 4) Piping Material Specification. 5) Updated ModelDocument3 pages1) P&Id Latest Revision. 2) Vendor Drawings of Equipments and In-Line Instruments. 3) Line List. 4) Piping Material Specification. 5) Updated ModelNavaneeth PurushothamanNo ratings yet
- Piping Coordination SystemsDocument17 pagesPiping Coordination SystemsSyed FarhanNo ratings yet
- Mechanical Engineering Drawing: SR KaleDocument22 pagesMechanical Engineering Drawing: SR KaleAdnan RanaNo ratings yet
- Design Practice Piping Around EquipmentDocument4 pagesDesign Practice Piping Around EquipmentdevNo ratings yet
- Distillation Column Nozzle Location Guidelines PDFDocument21 pagesDistillation Column Nozzle Location Guidelines PDFShyam MurugesanNo ratings yet
- Piping Material Take Off-MTO, BOM, BOQ & MTO Stages (With PDFDocument5 pagesPiping Material Take Off-MTO, BOM, BOQ & MTO Stages (With PDFDhiren PatelNo ratings yet
- Review of Reactor Piping Systems - R1 To R2 Piping Report PDFDocument37 pagesReview of Reactor Piping Systems - R1 To R2 Piping Report PDFChristopher Brown50% (2)
- Piping Stress Manhour EstimationDocument5 pagesPiping Stress Manhour EstimationSomnath LahaNo ratings yet
- SECTION 15120 Piping Specialties Rev 0Document35 pagesSECTION 15120 Piping Specialties Rev 0Azhar Ali50% (2)
- Overview of GRP PipesDocument14 pagesOverview of GRP PipesMD IBRARNo ratings yet
- Piping ArticlesDocument187 pagesPiping Articlesdhanu1308100% (1)
- PVE Piping Layout Presentation - Part 1Document68 pagesPVE Piping Layout Presentation - Part 1Nguyen Quang Nghia100% (1)
- Pipe RoutDocument10 pagesPipe Routghkashyap1100% (1)
- Considerations For Centrifugal Compressor Piping LayoutDocument6 pagesConsiderations For Centrifugal Compressor Piping LayoutRakesh RanjanNo ratings yet
- The Naked of Piping DesignDocument20 pagesThe Naked of Piping DesignAndiWSutomoNo ratings yet
- PipingDocument15 pagesPipingPoonam Ashwin100% (1)
- Pds TutorialsDocument133 pagesPds TutorialsMahendran Kuppusamy100% (3)
- To Be A Piping Designer You Should KnowDocument7 pagesTo Be A Piping Designer You Should KnowQusroo AhmedNo ratings yet
- Piping Design Guide-Vertical DrumsDocument9 pagesPiping Design Guide-Vertical DrumsTejas PatelNo ratings yet
- Introduction To Piping DepartmentDocument25 pagesIntroduction To Piping DepartmentAmir Razmi100% (1)
- Piping Plot Plan and Layout EngineeringDocument12 pagesPiping Plot Plan and Layout EngineeringKagira Drawing Soltuion100% (2)
- Piping Input and OutputDocument7 pagesPiping Input and Outputpranesh100% (1)
- PVE Piping Layout Presentation - Part 2Document117 pagesPVE Piping Layout Presentation - Part 2Nguyen Quang Nghia100% (1)
- SR Piping Designer/checkerDocument4 pagesSR Piping Designer/checkerapi-78715367No ratings yet
- Check List For Piping GADDocument3 pagesCheck List For Piping GADkaruna100% (3)
- Plot Plan and Equipment LayoutDocument23 pagesPlot Plan and Equipment Layoutravirawat15100% (1)
- Introduction To Piping Material ActivitiesDocument23 pagesIntroduction To Piping Material Activitiesvikas2510100% (1)
- Piping Engineering Certification CourseDocument22 pagesPiping Engineering Certification Courseshiraz ahmed100% (1)
- Training Manual-Piping: Piping Study Underground PipingDocument30 pagesTraining Manual-Piping: Piping Study Underground Pipingrams789100% (2)
- 11.plant Layout PumpsDocument16 pages11.plant Layout Pumpshalder_kalyan9216100% (1)
- CEASAR and PDMS SoftwareDocument10 pagesCEASAR and PDMS Softwarehayatmdazhar100% (1)
- Acceptable Reasons For Model Review ChangesDocument8 pagesAcceptable Reasons For Model Review Changeskad-7No ratings yet
- Supporting of Piping SystemsDocument3 pagesSupporting of Piping Systemsaap167% (3)
- Column Piping - Study Layout, Nozzle Orientation & Platforms RequirementsDocument23 pagesColumn Piping - Study Layout, Nozzle Orientation & Platforms Requirementsarfat nadaf100% (2)
- Expansion Loop IDocument50 pagesExpansion Loop IDar Fall100% (1)
- Pipe RoutingDocument4 pagesPipe RoutingJaykumar100% (1)
- Overview Part 1 PDFDocument65 pagesOverview Part 1 PDFKim NamjoonNo ratings yet
- Training Manual-Piping: Pipe SupportsDocument25 pagesTraining Manual-Piping: Pipe SupportsKavin Kumar100% (1)
- Basics of Piping EngineeringDocument2 pagesBasics of Piping EngineeringSharjeel Aslam FaizNo ratings yet
- Pipe RackDocument25 pagesPipe RackVernie SorianoNo ratings yet
- Chapter 12 - Pipe Ra - 2018 - The Engineer S Guide To Plant Layout and Piping deDocument21 pagesChapter 12 - Pipe Ra - 2018 - The Engineer S Guide To Plant Layout and Piping deezeabrilNo ratings yet
- Pipe Racks ArrangementDocument42 pagesPipe Racks ArrangementShailin ShahNo ratings yet
- An Overview Of: Plant Layout AND PipingDocument21 pagesAn Overview Of: Plant Layout AND Pipingpuru55980100% (1)
- Profile: NR Technoserve Pvt. Ltd. 2016 - PresentDocument2 pagesProfile: NR Technoserve Pvt. Ltd. 2016 - PresentSuvam MohapatraNo ratings yet
- 3l/epublit of Tbe Bilippine9': Supreme !courtDocument15 pages3l/epublit of Tbe Bilippine9': Supreme !courtCesar ValeraNo ratings yet
- BFM Group 1 AssignmentDocument30 pagesBFM Group 1 AssignmentnurinNo ratings yet
- 6.1 - Distribution Riser Support Cat DDocument3 pages6.1 - Distribution Riser Support Cat DHeather HertzNo ratings yet
- Curriculum VitaeDocument3 pagesCurriculum Vitaenotapernota101100% (2)
- CursorDocument7 pagesCursorSachin KumarNo ratings yet
- Marketing Plan of AirconDocument16 pagesMarketing Plan of AirconJewel Virata100% (1)
- Souce Najib LeadershipDocument12 pagesSouce Najib LeadershipSharanya Ramasamy100% (1)
- GSB Samaj Foundation - List of Goud Saraswat Brahmin SurnamesDocument2 pagesGSB Samaj Foundation - List of Goud Saraswat Brahmin SurnamesShree Vishnu ShastriNo ratings yet
- AmbaniDocument14 pagesAmbaniShimoni ShahNo ratings yet
- A Hybrid Intrution Detection Approach Based On Deep LearningDocument16 pagesA Hybrid Intrution Detection Approach Based On Deep LearningVictor KingbuilderNo ratings yet
- Investment Property - DQDocument3 pagesInvestment Property - DQKryztal TalaveraNo ratings yet
- Gyrator - Wikipedia PDFDocument44 pagesGyrator - Wikipedia PDFRishabh MishraNo ratings yet
- QUIZ 3 Financial Forecasting and BudgetingDocument9 pagesQUIZ 3 Financial Forecasting and BudgetingPRINCESS HONEYLET SIGESMUNDONo ratings yet
- Name: Najma Said Salad Faculty: Computer Science Semester: OneDocument2 pagesName: Najma Said Salad Faculty: Computer Science Semester: OneAbdifatah SaidNo ratings yet
- Employees Compensation CalculationDocument40 pagesEmployees Compensation CalculationRahulDubeyNo ratings yet
- Content Marketing Workflow EbookDocument39 pagesContent Marketing Workflow Ebookjuan gutierrez100% (1)
- Basic Grooming For Men and WomenDocument2 pagesBasic Grooming For Men and WomenJohn Ernest Grana50% (2)
- Succeeding at WorkDocument11 pagesSucceeding at WorkLai RaymundoNo ratings yet
- Assignment 2-Groundwater MovementDocument2 pagesAssignment 2-Groundwater MovementPhước LêNo ratings yet
- A Comprehensive Guide To Oil Sight GlassesDocument15 pagesA Comprehensive Guide To Oil Sight GlassesTalha NizamiNo ratings yet
- Design and BuildDocument16 pagesDesign and BuildBernard DavidNo ratings yet
- SAP S/4HANA Supply Chain For Transportation Management 1809Document73 pagesSAP S/4HANA Supply Chain For Transportation Management 1809trishqNo ratings yet
- Notice of Meeting-1st MDC Ldip Alignment Meeting & WsDocument5 pagesNotice of Meeting-1st MDC Ldip Alignment Meeting & WsByaheng CawayanNo ratings yet
- FEA - Calculation of The Hydroforming Process With LS-DYNADocument8 pagesFEA - Calculation of The Hydroforming Process With LS-DYNAadrianNo ratings yet