Download as pdf or txt
You might also like
- 43.0 - Temporary Structures v3.0 EnglishDocument14 pages43.0 - Temporary Structures v3.0 Englishchumairabbas100% (1)
- OSHAD-SF - TG - Occupational Air Quality Management v3.0 EnglishDocument12 pagesOSHAD-SF - TG - Occupational Air Quality Management v3.0 EnglishNiel Brian VillarazoNo ratings yet
- DM-PH&SD-P4-TG04 - (Guidelines For Entry Into Confined Spaces)Document3 pagesDM-PH&SD-P4-TG04 - (Guidelines For Entry Into Confined Spaces)kevinNo ratings yet
- Accident InvestigationDocument10 pagesAccident InvestigationHeli Senn Ventenilla100% (1)
- Examples For The Exam Question One (10 Marks) Choose The Correct Answer From The Multiple-Choice ListDocument11 pagesExamples For The Exam Question One (10 Marks) Choose The Correct Answer From The Multiple-Choice ListAhmed AhmedNo ratings yet
- Special CementDocument73 pagesSpecial CementBeye Mandan Stress100% (2)
- 27.0 - Confined Spaces v3.1 English - UpdatedDocument14 pages27.0 - Confined Spaces v3.1 English - UpdatedjbdejhiuhwNo ratings yet
- 14.0 - Manual Handling and Ergonomics v3.1 English (Full Permission)Document10 pages14.0 - Manual Handling and Ergonomics v3.1 English (Full Permission)Amal JagadiNo ratings yet
- 21.0 - Permit To Work Systems v3.0 English (Full Permission)Document18 pages21.0 - Permit To Work Systems v3.0 English (Full Permission)Amal JagadiNo ratings yet
- 26.0 - Scaffolding v3.0 EnglishDocument26 pages26.0 - Scaffolding v3.0 Englishkaiserfaheem100% (2)
- OSHAD-SF - CoP 35 - Portable Power ToolsDocument16 pagesOSHAD-SF - CoP 35 - Portable Power ToolsAnonymous 6eYAAP100% (3)
- 41.0 - Steel Erection v3.0 EnglishDocument16 pages41.0 - Steel Erection v3.0 EnglishchumairabbasNo ratings yet
- Abu Dhabi Occupational Safety and Health System Framework (Oshad-Sf) Code of PracticeDocument10 pagesAbu Dhabi Occupational Safety and Health System Framework (Oshad-Sf) Code of PracticeKushNo ratings yet
- 1.20 - Lead Exposure Management v3.0 EnglishDocument18 pages1.20 - Lead Exposure Management v3.0 EnglishAsad AyazNo ratings yet
- WSH Guide To Behavioural Observation InterventionDocument17 pagesWSH Guide To Behavioural Observation InterventionGading Diah Zahara PutriNo ratings yet
- 1 - Hazardous Materials Eng - UnlockedDocument19 pages1 - Hazardous Materials Eng - UnlockedAbubakr MohamedNo ratings yet
- PR 15 Hira Procedure Bim& Tim r1Document17 pagesPR 15 Hira Procedure Bim& Tim r1Purna Chandra BaruaNo ratings yet
- Gc-16110100 - Procedure For Confined Space Entry Emergency Rescue PlanDocument12 pagesGc-16110100 - Procedure For Confined Space Entry Emergency Rescue PlanSyed KabirNo ratings yet
- Module 1 (LOTO Introduction)Document33 pagesModule 1 (LOTO Introduction)ErnestoNo ratings yet
- NEBOSH Diploma in Environmental Management Unit ED1 (2010 Specification)Document5 pagesNEBOSH Diploma in Environmental Management Unit ED1 (2010 Specification)Raz Biophy100% (1)
- KOC HE 027 - Heat Stress Management ProcedureDocument44 pagesKOC HE 027 - Heat Stress Management ProcedureGeorge LameyNo ratings yet
- Confined Space Entry HSE Procedure 1697525066Document49 pagesConfined Space Entry HSE Procedure 1697525066ahmedalderbi801No ratings yet
- Form N - OHS Practitioner Resume Template-V3.0 EnglishDocument5 pagesForm N - OHS Practitioner Resume Template-V3.0 EnglishfaizalpsNo ratings yet
- 9.0 - Workplace Wellness v3.0 EnglishDocument10 pages9.0 - Workplace Wellness v3.0 EnglishVi VekNo ratings yet
- Noise-Risk-Assessment ExampleDocument6 pagesNoise-Risk-Assessment ExampleGebeyehu Sebsibie WoldetsadikNo ratings yet
- 4.2 Unit GC2: Controlling Workplace Hazards: Learning OutcomesDocument18 pages4.2 Unit GC2: Controlling Workplace Hazards: Learning Outcomesnavin100% (2)
- 1 Million ManhoursDocument8 pages1 Million ManhoursAina AnditaNo ratings yet
- Safe Work PracticesDocument5 pagesSafe Work PracticesLigsanan John PatrickNo ratings yet
- Hirac Infra DevelopmentDocument9 pagesHirac Infra DevelopmentooichinhuiNo ratings yet
- Ramadan (Fasting) Health and Safety AwarenessDocument9 pagesRamadan (Fasting) Health and Safety AwarenessMuhammad RidwanNo ratings yet
- NEBOSH ND in Occupational HS Syllabus Guide (NEW)Document11 pagesNEBOSH ND in Occupational HS Syllabus Guide (NEW)Anushka SeebaluckNo ratings yet
- ILO COnvention 155Document7 pagesILO COnvention 155Shashikala Kollipara100% (1)
- Job Hazard Analysis ProcessDocument25 pagesJob Hazard Analysis ProcessPavithraNo ratings yet
- Chapter 3: Management Control and RiskDocument3 pagesChapter 3: Management Control and Riskannastasia luyahNo ratings yet
- Reference For Earthworks 2Document162 pagesReference For Earthworks 2ResearcherNo ratings yet
- Work Place InspectionDocument24 pagesWork Place InspectionMayom MabuongNo ratings yet
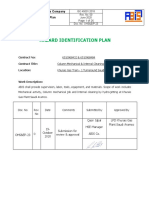
- Hazard Identification Plan Khuraish - Column Mechanical & Internal CleaningDocument26 pagesHazard Identification Plan Khuraish - Column Mechanical & Internal CleaningOvais FarooqNo ratings yet
- Emergency Evacuation Drill & Fire DrillDocument15 pagesEmergency Evacuation Drill & Fire DrillMahmoud SaiedNo ratings yet
- RA Arc, Welding 150310Document4 pagesRA Arc, Welding 150310Mohd FikryNo ratings yet
- Industrial Safety: Sample Written Program ForDocument20 pagesIndustrial Safety: Sample Written Program ForanasNo ratings yet
- Crane Risk AssesmentDocument8 pagesCrane Risk AssesmentGilang ArdiNo ratings yet
- Practice Occupational Health and Safety ProceduresDocument8 pagesPractice Occupational Health and Safety ProceduresCelNo ratings yet
- Promoting Best Practice in Behaviour-Based Safety: Symposium Series No. 148 © 2001 IchemeDocument14 pagesPromoting Best Practice in Behaviour-Based Safety: Symposium Series No. 148 © 2001 Icheme@12No ratings yet
- ILO C155 Occupational Health and Safety ConventionDocument9 pagesILO C155 Occupational Health and Safety ConventionAldrinNo ratings yet
- Camden Gas Project - Environmental Health and Safety Management PlanDocument82 pagesCamden Gas Project - Environmental Health and Safety Management PlanHesham HassanNo ratings yet
- 014 - Site Safety & Health Induction ChecklistDocument2 pages014 - Site Safety & Health Induction ChecklistRosli Bin Abdul Shukor100% (1)
- Safety Culture A Continuous JourneyDocument46 pagesSafety Culture A Continuous Journeyvictor sodzaNo ratings yet
- ISO 45001-Mandatory Documents and Records Required - 3Document5 pagesISO 45001-Mandatory Documents and Records Required - 3Shyam_Nair_9667No ratings yet
- Safety ProgramDocument21 pagesSafety ProgramSits RdddNo ratings yet
- Ilo C 155Document11 pagesIlo C 155Munawar Sher MuhammadNo ratings yet
- Monsoon Safety AdvisoryDocument16 pagesMonsoon Safety AdvisoryRajneesh KumarNo ratings yet
- 53.1 - OSH Construction Management Plan v3.1 EnglishDocument30 pages53.1 - OSH Construction Management Plan v3.1 EnglishchumairabbasNo ratings yet
- Consass ChecklistDocument62 pagesConsass Checklistmohamed Abo-EwishaNo ratings yet
- Example Question Paper and Examiners' Feedback On Expected Answers (FC1)Document11 pagesExample Question Paper and Examiners' Feedback On Expected Answers (FC1)Safiullah KamawalNo ratings yet
- IB - 1 Questions & AnswersDocument7 pagesIB - 1 Questions & AnswersAnjana_EdathadanNo ratings yet
- 2024 Trainovate Training Schedule As of Dec 21 Rev1 1Document5 pages2024 Trainovate Training Schedule As of Dec 21 Rev1 1mhelNo ratings yet
- Accident Incident Investigation and ControlDocument6 pagesAccident Incident Investigation and ControlEdmil PabellanoNo ratings yet
- Al Adaa: Improving Performance and Ensuring Compliance With OSHAD SFDocument15 pagesAl Adaa: Improving Performance and Ensuring Compliance With OSHAD SFNoor Muddassir Khan100% (1)
- Health and Safety Standard Assignment BriefDocument13 pagesHealth and Safety Standard Assignment BriefMuhammad SadatNo ratings yet
- Unit 2 - Develop and Implement The Health and Safety Policy Workbook RGDocument11 pagesUnit 2 - Develop and Implement The Health and Safety Policy Workbook RGAshraf EL WardajiNo ratings yet
- Rulefinder Version 9.21 (January 2014) - Lloyd's Register Rules and Regulations - Section 2Document9 pagesRulefinder Version 9.21 (January 2014) - Lloyd's Register Rules and Regulations - Section 2Walter TrajadaNo ratings yet
- Nickel and HT Alloys For Petrochemical Applications PDFDocument39 pagesNickel and HT Alloys For Petrochemical Applications PDFganeshNo ratings yet
- Relative Plugging IndexDocument10 pagesRelative Plugging Indexspurwito46No ratings yet
- Marco Galaxy MX7 Recessed Downlighting Catalog 1982Document4 pagesMarco Galaxy MX7 Recessed Downlighting Catalog 1982Alan MastersNo ratings yet
- 1.0 Input and Output Structure and Block Process Flow DiagramDocument7 pages1.0 Input and Output Structure and Block Process Flow DiagramMuhammad Khairul Nizam SuidNo ratings yet
- BECE BDT Past Questions 2016Document9 pagesBECE BDT Past Questions 2016Anonymous lnC6IDg67% (3)
- Leaving Certificate Chemistry Student Laboratory Notebook Teacher's ManualDocument42 pagesLeaving Certificate Chemistry Student Laboratory Notebook Teacher's ManualMusdq Chowdhury0% (1)
- Basin Mixers Dawn: Product InformationDocument5 pagesBasin Mixers Dawn: Product Informationtoni mujiyonoNo ratings yet
- W10 W04 TOCFixedDocument1 pageW10 W04 TOCFixedInterweaveNo ratings yet
- Quenched Cupola Part 1Document12 pagesQuenched Cupola Part 1Diego MoralesNo ratings yet
- Chemistry Nov 07 Paper 2 Mark SchemeDocument7 pagesChemistry Nov 07 Paper 2 Mark SchemePhoolee0% (1)
- USGS Mineral Summary 2008Document202 pagesUSGS Mineral Summary 2008jmelor_74294880No ratings yet
- Comparison of Asme Specifications - 4Document1 pageComparison of Asme Specifications - 4MechanicalNo ratings yet
- Ramco Cement MTC - 01Document1 pageRamco Cement MTC - 01Santu GhoshNo ratings yet
- BiodieselDocument31 pagesBiodieselAravind Zyx50% (2)
- HDPE Pipe and Fittings PDFDocument9 pagesHDPE Pipe and Fittings PDFCris BandaNo ratings yet
- Features and Bfofàut: Part No. D D Bolt B Bxs K Fa, Z Pack 1Document1 pageFeatures and Bfofàut: Part No. D D Bolt B Bxs K Fa, Z Pack 1Bruno SantosNo ratings yet
- Atomic MassDocument1 pageAtomic MassDeepti JainNo ratings yet
- LPG Horton Sphere Send EnquiryDocument3 pagesLPG Horton Sphere Send EnquiryAnonymous i743lcNo ratings yet
- Tylose H 200000 YP2Document1 pageTylose H 200000 YP2YASHICA VAITTIANATHANNo ratings yet
- Shell Vitrea Oils: Industrial Bearing and Circulating OilDocument3 pagesShell Vitrea Oils: Industrial Bearing and Circulating Oilsamar209No ratings yet
- OPSS - Muni 310 Nov17 Construction Specification For Hot Mix AsphaltDocument30 pagesOPSS - Muni 310 Nov17 Construction Specification For Hot Mix Asphaltming_zhu10No ratings yet
- Chapter 1 Averrhoa BilimbiDocument5 pagesChapter 1 Averrhoa BilimbiWarren JarabeNo ratings yet
- Parking ShedDocument257 pagesParking ShedD V BHASKARNo ratings yet
- ASTM A536 Ductile Iron Grades PDFDocument1 pageASTM A536 Ductile Iron Grades PDFIksan MustofaNo ratings yet
- Study On The Effect of Glass Fibre Reinforced Concrete and Concrete Tiles Reinforced ConcreteDocument8 pagesStudy On The Effect of Glass Fibre Reinforced Concrete and Concrete Tiles Reinforced ConcreteIJRASETPublicationsNo ratings yet
- Bonding To Enamel and DentinDocument63 pagesBonding To Enamel and DentinGareth BaleNo ratings yet
- Pressure Ratings Stainless Steel PipeDocument4 pagesPressure Ratings Stainless Steel PipeduncmcleodNo ratings yet
- Sizing Asme b31.3 2008Document12 pagesSizing Asme b31.3 2008Enamul KhanNo ratings yet